電氣自動化項目設計
2021-08-24 06:41:52韓碩
現代制造技術與裝備 2021年7期
韓 碩
(陜西國防工業(yè)職業(yè)技術學院 人工智能學院,西安 710300)
1 項目分析
電氣自動化項目設計應該先分析項目任務和設計要求,以便掌握整體流程[1]。從項目任務要求到最后項目交付使用的流程,如圖1所示。

圖1 項目流程圖
以自動灌裝生產線項目為例,自動灌裝設備技術要求如下。
(1)就地/遠程方式選擇。就地控制方式是用操作面板上的按鈕和開關控制設備的運行。遠程控制方式是通過網絡上位監(jiān)控系統控制設備的運行[2]。
(2)手動/自動模式選擇。在生產線停止運行的狀態(tài)下,允許通過該模式選擇開關和確認按鈕進行手動和自動模式選擇。手動模式用于設備的調試和系統復位,通過上位監(jiān)控系統設置參數。自動模式下允許啟動生產線運行。兩種模式下均有相應的指示燈。
(3)啟動/停止。在自動模式下按下啟動按鈕,生產線開始運行,傳送帶正向傳輸。當空瓶子到達灌裝位置時停止傳輸,灌裝閥門打開,開始灌裝物料并計時。灌裝時間到,灌裝閥門關閉,傳送帶繼續(xù)正向傳輸,直到下一個空瓶子到達灌裝位置。按下停止按鈕,生產線停止運行,傳送帶停止傳輸,灌裝閥門關閉[3]。
(4)急停。當設備發(fā)生故障時,按下急停按鈕,停止生產線的一切運行,同時急停指示燈亮,直到急停按鈕復位。
(5)點動控制。在手動模式下,灌裝點動按鈕用于控制灌裝閥門實現點動灌裝控制,正向點動/反向點動按鈕用于調試設備。按下正向點動按鈕,傳送帶正向傳輸,松手后傳送帶停止傳輸;按下反向點動按鈕,傳送帶反向傳輸,松手后傳送帶停止傳輸。
(6)暫停按鈕。自動模式下,按下暫停按鈕,閥門關閉,傳送帶停止傳輸,運行指示燈閃,直到按下啟動按鈕,生產線才能繼續(xù)運行,此時運行指示燈變?yōu)槌A痢?/p>
(7)復位按鈕。在自動模式下,要求控制系統可以實現工件的數字統計,包括空瓶、成品數和廢品數。在手動模式下,按下復位按鈕,則可將統計數據清零。
(8)故障報警和應答按鈕。當設備發(fā)生故障時,控制系統會立即響應,操作面板上相應報警燈閃亮。按下應答按鈕后,如果故障已經排除,則相應報警燈滅。如果故障仍然存在,則相應報警燈常亮[4]。
(9)模擬量檢測。灌裝后成品到達稱重臺進行成品質量檢測,當質量位于限定范圍內時,則判定為合格品,否則為不合格品。同時,檢測灌裝的液位,保證液位在正常范圍內。若質量不合格或液位不在正常范圍內,則上位報警。
(10)上位監(jiān)控系統。計算機組態(tài)上位監(jiān)控系統能夠實時監(jiān)視與控制生產線的運行,并可以進行參數設定和顯示,且具有報警功能[5]。
根據圖1的流程,先分析該生產線控制任務與設計要求,再制定電氣控制方案,如圖2所示。
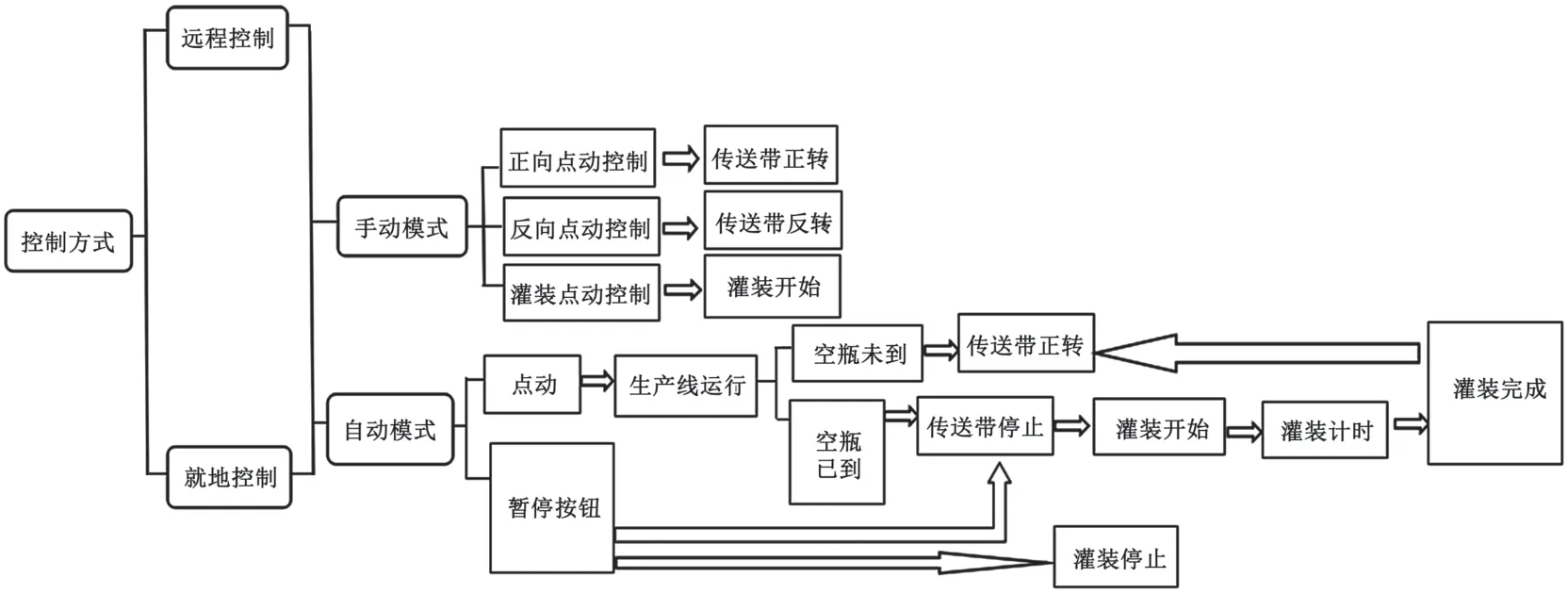
圖2 任務及控制方案
分析項目時,需要全面分析項目的生產工藝、工作環(huán)境、硬件需求和控制要求等。自動化項目的控制系統技術要求分析需要得出電氣控制動作流程方案:一方面,硬件設計分析需要設計整體電氣圖,并給出配置選型及I/O點的分配方案;另一方面,軟件設計分析需要制定出軟件程序方案,包括PLC程序和人機接口(Human Machine Interface,HMI)程序的組態(tài)、編寫和仿真。此外,要進行軟硬件調試。調試過程中可能會暴露PLC系統存在的硬件問題和梯形圖設計中的問題,如果存在問題,可以現場調試解決,直至完全符合要求。調試完畢后,應該運行一段時間,以檢驗系統的可靠性。
2 系統硬件電路設計
項目硬件電路設計時,需要先進行PLC選型,再繪制整體電氣圖紙。圖紙主要包括電氣線路圖、端子排列圖及配電柜布局圖。自動灌裝生產線項目中主要使用EPLAN軟件繪制整體電氣圖紙,繪制完成后利用該軟件生成I/O點分配表和元件清單等多項表格。此項目中,PLC選用西門子S7-1200,其端子如圖3所示。

圖3 安裝下部保持裝置后的層門

圖3 西門子S7-1200端子
3 軟件設計
自動灌裝生產線項目設計主要利用博圖軟件完成PLC梯形圖。編程時采用模塊化方式,主要包括主程序、手動控制、自動控制、急停與故障處理、數據統計和模擬量處理等程序。在編程過程中,使用PLC變量可使程序易于閱讀和理解,方便博圖軟件定義變量。部分梯形圖如圖4所示。

圖4 部分手動模式梯形圖
4 人機界面設計
如今,可視化已經成為大多數工業(yè)機器標準配置的一部分。自動灌裝生產線項目中使用觸摸屏全圖像化顯示,可直觀顯示各種數據。設計時,利用博圖軟件在項目中添加觸摸屏程序,并設置觸摸屏的IP地址為192.168.1.111,子網掩碼為255.255.255.0,將觸摸屏連接到新建的PN/IE_1子網上。選用的觸摸屏為帶以太網口的彩色觸摸屏,型號為6AV6647-0AD11-3AX0。完成上述操作后進行畫面組態(tài),然后將HMI站點下載到觸摸屏中即可。觸摸屏組態(tài)畫面,如圖5所示。

圖5 觸摸屏組態(tài)畫面
5 系統調試
系統調試包括模擬調試和聯機調試。一般先進行模擬調試,再進行聯機模擬調試。模擬調試環(huán)節(jié)主要利用軟件進行PLC程序和HMI界面的仿真。模擬調試時要調試每一個I/O點,并判斷每一個I/O點是否實現了對應的控制功能以及是否需要再修改或者完善,直到達到滿意效果。聯機調試時,需要將各個設備信號接入,如傳感器信號和電動機信號等外部設備信號。通過對照整個過程和最終結果判斷是否真正實現了控制要求,以達到預期的控制效果。
6 結語
通過以上幾個環(huán)節(jié)設計了合理的自動灌裝生產線項目。目前,社會發(fā)展和工業(yè)生產都離不開電氣自動化技術,需要不斷發(fā)展優(yōu)化電氣自動化項目,實現我國電氣自動化行業(yè)與國際社會的接軌。
猜你喜歡
青少年科技創(chuàng)新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創(chuàng)新大賽)(2019年12期)2019-11-29 18:26:17
電子制作(2018年12期)2018-08-01 00:47:44
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
