曲軸軸頸損傷表面的激光熔覆再制造修復(fù)研究
2021-08-24 06:41:52景奉全
現(xiàn)代制造技術(shù)與裝備 2021年7期
景奉全 景 朔
(山東布洛爾智能科技有限公司,濟(jì)南 250200)
再制造技術(shù)主要是將損傷和報(bào)廢零部件當(dāng)成毛坯,應(yīng)用相關(guān)技術(shù)和工藝,使受損的零件恢復(fù)原有或者是近形尺寸,繼而使性能恢復(fù)或者超出原基材水平。激光熔覆屬于再制造期間應(yīng)用極為合理的一項(xiàng)修復(fù)技術(shù)。它的應(yīng)用優(yōu)勢(shì)在于將熔覆層和基體冶金相結(jié)合,有利于合理控制熔覆層的稀釋率,且基體變形程度小。曲軸經(jīng)過(guò)長(zhǎng)時(shí)間運(yùn)行會(huì)發(fā)生磨損、裂紋等問(wèn)題。噴涂技術(shù)尚存在一些缺陷,存在界面結(jié)合強(qiáng)度較低、涂層中存在孔隙等問(wèn)題[1]。激光熔覆技術(shù)因?yàn)槟芰棵芏雀撸欣谟行Ы鉀Q涂層中存在的缺陷,界面結(jié)合強(qiáng)度非常高。大部分研究人員專(zhuān)門(mén)對(duì)激光熔覆技術(shù)進(jìn)行了有關(guān)探究,但由于激光熔覆曲軸期間為了獲取性能極佳的熔覆層,激光束運(yùn)行軌跡應(yīng)當(dāng)和曲軸運(yùn)行軌跡相符合,且保持速度恒定,操作難度較大。另外,熔覆時(shí)軸徑和曲柄臂之間的過(guò)渡圓角加工難度也較大,導(dǎo)致曲軸軸徑表面的研究較少。本文通過(guò)曲軸材料鋼樣件展開(kāi)熔覆試驗(yàn)操作,從熔覆層的顯微組織和硬度等方面入手,確保熔覆符合各項(xiàng)基本要求。
1 樣件激光熔覆
1.1 試驗(yàn)設(shè)備以及材料
激光熔覆試驗(yàn)主要以6 kW橫流CO2激光器為主,使用優(yōu)化的激光熔覆工藝參數(shù):激光功率表現(xiàn)為4 kW;掃描速度約為500 mm·min-1;光斑直徑為3 mm;焦距為30 mm; 進(jìn)行多道搭接,搭接率為40%;預(yù)制粉末厚度為1 mm,不應(yīng)用粘結(jié)劑;基體材料是鋼平板,熔覆使用熔性合金粉末。在進(jìn)行激光熔覆前,要先使用砂紙打磨基體表面,再使用乙醇和丙酮進(jìn)行清洗,確保徹底清除表面氧化皮和油污。鐵基和金粉末的化學(xué)成分,如表1所示。

表1 鐵基和金粉末的化學(xué)成分
1.2 試樣制備
首先,依照設(shè)定的尺寸切割熔覆層,制作成金相試樣,并研磨拋光。其次,因?yàn)槿鄹矊颖然w抗腐蝕性強(qiáng),可以采取4%的硝酸乙醇溶液腐蝕基體,并采用質(zhì)量分?jǐn)?shù)為25%的硝酸乙醇溶液腐蝕熔覆層[2]。最后,應(yīng)用光學(xué)顯微鏡仔細(xì)查看熔覆層的顯微組織,檢驗(yàn)熔覆層的纖維硬度。例如,當(dāng)載荷為25 gf時(shí),加載時(shí)間為5 s,測(cè)量3次取平均值。
1.3 熔覆層顯微組織
試樣件橫截面包含熔覆層、結(jié)合區(qū)以及基體。熔覆層組織極為密切,尚未出現(xiàn)裂紋和氣孔等現(xiàn)象。要想更好地呈現(xiàn)熔覆層和基體的結(jié)合方式與效果,需要掃描試樣件橫截面線,檢驗(yàn)Cr元素的實(shí)際分布狀態(tài)。熔覆層和基體交界面處產(chǎn)生了元素?cái)U(kuò)散現(xiàn)象,表明熔覆層和基體之間達(dá)到了有效結(jié)合。熔覆層的組織變化依次表現(xiàn)為熔覆層和基體交界面處的胞狀晶、柱狀枝晶以及接近熔覆層表面的樹(shù)枝晶[3]。這主要是由于熔覆層的組織形態(tài)可以影響結(jié)晶方向上的溫度梯度和凝固速度比值。在熔池冷卻期間,熔覆層和基體交接位置逐漸增大。隨著熔覆層表面間距的縮減,比值下降。在合金成分條件下,熔覆層組織從以往的平面晶和胞狀晶轉(zhuǎn)變?yōu)闃?shù)枝晶。
2 曲軸連桿軸徑激光熔覆
2.1 計(jì)算分析軌跡
2.1.1 相關(guān)條件
在激光熔覆曲軸期間,曲軸連續(xù)軸徑主要以主軸徑中心線為基準(zhǔn)進(jìn)行相關(guān)的圓周運(yùn)動(dòng)。要想從連續(xù)軸徑表面獲取均勻性的熔覆層,需要符合以下要求。第一,激光頭到工件表面的距離不發(fā)生變化。第二,激光束和連桿軸徑相對(duì)運(yùn)行速度處于恒定狀態(tài)。第三,在激光熔覆期間,必須確保激光束處于曲軸連桿軸徑的上面。
2.1.2 計(jì)算激光軌跡和光斑掃描速度
在激光熔覆曲軸連桿軸徑時(shí),連桿軸徑繞著主軸頸圓心進(jìn)行圓周運(yùn)動(dòng),即不同時(shí)刻連續(xù)軸徑同一點(diǎn)處于不同的位置。激光束伴隨著軸徑的運(yùn)動(dòng)而運(yùn)動(dòng),位于連續(xù)軸徑的最上方。在熔覆期間,主軸頸以相應(yīng)的角速度轉(zhuǎn)動(dòng),使得曲軸連桿軸徑位置隨之發(fā)生變化。
為了在曲軸連桿軸頸表面獲得成分均勻且沒(méi)有缺陷的熔覆層,需要使激光束和曲軸連桿軸徑的相對(duì)運(yùn)動(dòng)速度恒定。在激光熔覆期間,連續(xù)軸徑位置處于不斷變化狀態(tài),激光束一直處于連續(xù)軸徑的最上端。以激光熔覆過(guò)程軌跡舉例說(shuō)明,激光束軌跡的圓心為A點(diǎn),連桿軸頸運(yùn)動(dòng)軌跡的圓心為O點(diǎn),此刻連桿軸頸的圓心為C點(diǎn),設(shè)連桿軸頸的半徑為r,激光束軌跡的半徑為r2,連桿運(yùn)動(dòng)軌跡的半徑為rs,連桿軸頸中心線運(yùn)動(dòng)軌跡的半徑為r4。連續(xù)軸徑的半徑、連桿運(yùn)動(dòng)軌跡半徑以及連桿中心線運(yùn)動(dòng)軌跡的半徑差相等[4]。在相同時(shí)間段內(nèi),曲軸主軸頸、連續(xù)軸徑和激光束轉(zhuǎn)過(guò)的角度相同。在曲軸尺寸一定的情況上,相對(duì)運(yùn)動(dòng)速度和轉(zhuǎn)速有關(guān),且曲軸主軸徑和激光束的轉(zhuǎn)速相同。因此,要想達(dá)到相對(duì)運(yùn)動(dòng)速度恒定,關(guān)鍵在于確保主軸和激光束保持良好的轉(zhuǎn)動(dòng)速度。
在激光熔覆期間,掃描速度等其他參數(shù)一定時(shí),隨著激光功率的增加,熔覆層高度也隨之升高。在熔覆曲軸連續(xù)軸徑期間,如果沒(méi)有合理匹配激光束和曲軸連續(xù)軸徑運(yùn)行速度,將會(huì)使激光頭到工件表面的距離發(fā)生改變,進(jìn)而使激光功率也發(fā)生變化,影響熔覆層外表[5]。如圖1所示,在激光束和曲軸連桿速度沒(méi)有匹配好的情況下獲取熔覆層圖片,可見(jiàn)熔覆層的厚度不具備均勻性,熔覆層位置2處的高度遠(yuǎn)遠(yuǎn)高于位置1。
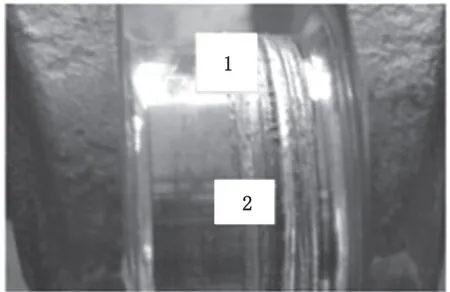
圖1 熔覆層宏觀圖片
2.2 激光熔覆曲軸連桿軸徑試驗(yàn)
如圖2所示,在機(jī)床中固定曲軸水平,合理調(diào)整曲軸連桿軸徑位置,使其處于連桿軸徑運(yùn)動(dòng)軌跡的高處,并嚴(yán)格控制激光束到連桿軸徑表面之間的間距,使激光頭位于軸徑上端。從圖3可以看出,當(dāng)軸徑通過(guò)激光熔覆后,熔覆層表面處于良好的均勻狀態(tài),不存在裂紋現(xiàn)象。通過(guò)磨削加工操作后,軸徑表面光滑,未出現(xiàn)氣孔缺陷。
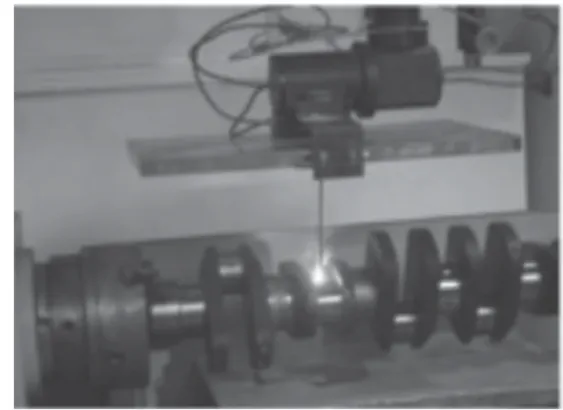
圖2 激光熔覆試驗(yàn)圖

圖3 磨削加工以后的軸頸表面
3 結(jié)語(yǔ)
從以上論述來(lái)看,熔覆試樣塊內(nèi)熔覆層和基體之間達(dá)到了良好的冶金結(jié)合,熔覆層組織不存在缺陷性問(wèn)題,自身的硬度遠(yuǎn)遠(yuǎn)超過(guò)了基體。在進(jìn)行激光熔覆曲軸連續(xù)軸徑作業(yè)期間,必須確保熔覆層符合標(biāo)準(zhǔn)要求,以確保熔覆的穩(wěn)定性和準(zhǔn)確性。

- 現(xiàn)代制造技術(shù)與裝備的其它文章
- “公差配合與測(cè)量技術(shù)”課程對(duì)學(xué)生職業(yè)能力 培養(yǎng)的教學(xué)研究
- 二線制火災(zāi)自動(dòng)報(bào)警系統(tǒng)技術(shù)探析和應(yīng)用
- “雙高計(jì)劃”下“零件三維造型與數(shù)字化設(shè)計(jì)” 課程建設(shè)與實(shí)施
- ADAMS在“汽車(chē)概論”課程教學(xué)改革中的應(yīng)用
- 裝備在役考核中工業(yè)部門(mén)保障模式探索
- 鉗工實(shí)訓(xùn)教學(xué)中手工攻螺紋存在的 常見(jiàn)問(wèn)題和改進(jìn)措施