基于Swansoft的典型軸類零件數控仿真加工
2021-08-24 06:41:50祝日東
現代制造技術與裝備 2021年7期
關鍵詞:工藝
祝日東 裴 巖
(運城職業技術大學,運城 044000)
數控加工具有高效率和高精度等優點,已被廣泛應用于機械加工領域[1]。Swansoft是由南京斯沃軟件技術有限公司開發的數控車、銑及加工中心仿真軟件,是結合各機床廠家的實際加工制造經驗,并與高校教學訓練一體開發的數控系統。通過該軟件的學習,可以使學生在PC機上模擬操作機床,達到實物操作訓練的目的,并減少機床設備投入。數控編程是未來工業發展的重要趨勢,是未來機械從業人員需要具備的技能之一[2]。
1 軸類零件實體造型
根據零件平面圖形,利用UG軟件繪制實體造型。該零件為階梯軸,具有普通螺紋、退刀槽和圓弧面等結構,整體加工難度適中,如圖1所示。
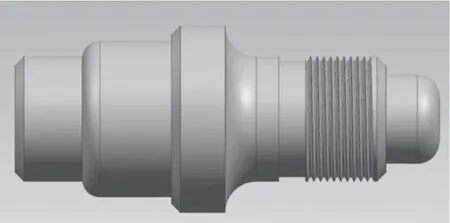
圖1 階梯軸三維造型
2 零件加工工藝
2.1 零件圖樣分析
圖1工件的毛坯尺寸為?45×100 mm,材料為45號鋼的棒料。該零件的主要加工表面包括圓柱面、順圓弧曲面、逆圓弧曲面、螺紋、退刀槽和倒角等。工件的軸向尺寸和表面粗糙度沒有較高的要求,只有徑向方向和總長度有尺寸公差,且沒有特殊的硬度要求和熱處理要求。
2.2 確定零件裝夾方案
因為該零件是實心軸且總長較短,所以采用三爪自定心卡盤進行夾緊,不需要頂尖配合固定零件。分析零件結構可知,需要通過兩次裝夾完成工件輪廓的加工,即需要掉頭加工。為防止已加工表面由夾緊引起變形而導致加工失敗,需要將已加工表面主要受力面包裹銅片來保護工件。
2.3 加工刀具的選擇
根據零件的加工工藝分析可知,加工工序選擇刀具有1號硬質合金外圓粗車刀、2號硬質合金外圓精車刀、3號切槽刀和4號硬質合金外螺紋刀。其中:1號刀具平端面,粗車外圓;2號刀具精車外圓;3號刀具外徑切槽;4號刀具切外螺紋。
2.4 數控加工工藝分析
根據零件的結構制定零件的加工工藝,如表1所示。
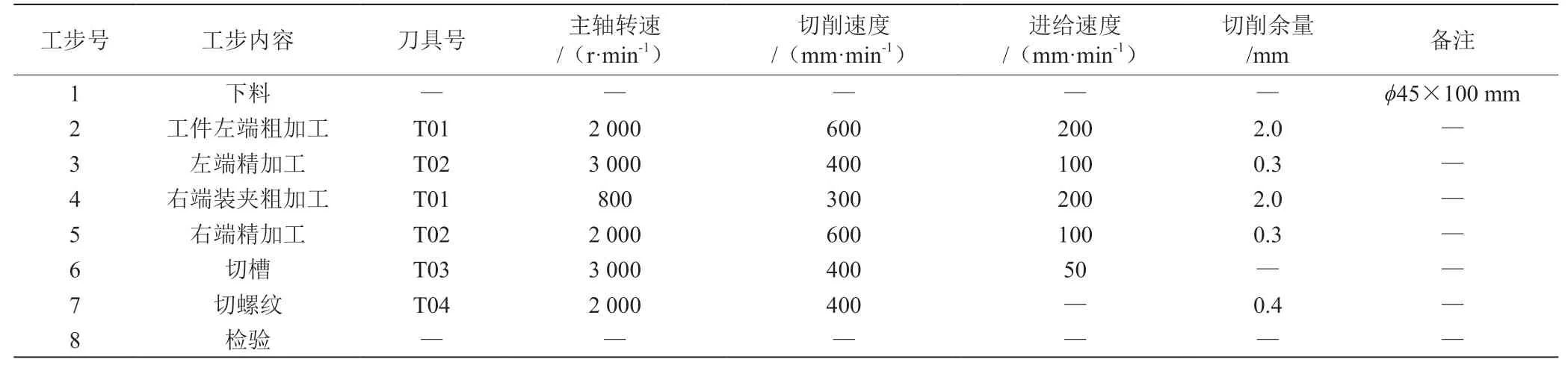
表1 數控加工工藝工序卡
3 UG軟件生成刀具加工路徑
UG NX加工模塊的功能強大,可以編制各種復雜零件的精、粗加工程序。用戶可在圖形界面下編輯刀具路徑,觀察刀具的運動過程,生成刀具位置源文件等。應用后置處理功能生成指定機床識別的數控加工程序[3]。根據加工流程,生成階梯軸的刀具加工路徑。圖2為工件左端刀具加工路徑,圖3為工件右端刀具路徑。
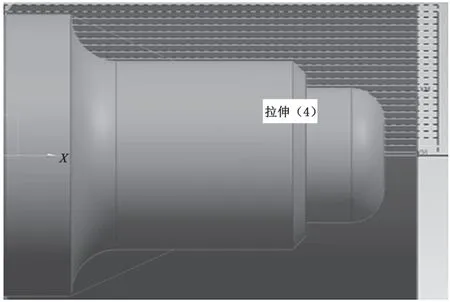
圖2 工件左端刀具路徑圖
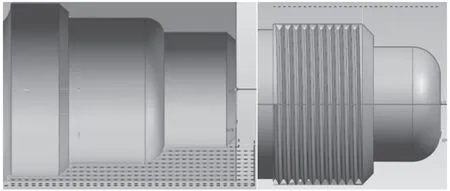
圖3 工件右端刀具路徑圖
4 Swansoft的仿真加工
4.1 加工前的準備工作
(1)啟動Swansoft仿真軟件,選擇華中數控系統HNC-21T,旋開機床急停按鈕,執行刀架回參考點操作,建立機床坐標系[4]。
(2)在設置毛坯選項中設置毛坯材料為棒料,直徑45 mm, 長度100 mm,夾具為三爪卡盤。按要求在刀具庫管理選項卡中選擇外圓粗車車刀、外圓精車車刀、切槽刀以及螺紋刀,并分別添加到相應的01、02、03、04號刀位中。
(3)刀具裝夾完畢后,在手動模式下打開刀偏表,驅動主軸旋轉,移動刀架試切一段外圓,然后保持X坐標不變,移動Z軸刀具離開工件,測量出該段外圓的直徑。之后將測得的直徑輸入到相應的刀具號試切直徑中,由系統自動計算工件坐標系X原點的位置,再移動刀具試切工件端面,在相應刀具號試切長度輸入Z0,系統會自動計算工件坐標系Z原點的位置[5]。
4.2 仿真加工
將在UG中經過后置處理的加工程序導入Swansoft仿真軟件,選擇自動加工模式,然后關閉機床艙門,按循環啟動鍵進行零件的仿真加工。加工效果如圖4所示。

圖4 軸零件仿真加工圖
5 結語
針對典型的軸類進行工藝分析、刀具選擇、零件建模、程序生成、后置處理以及仿真加工。通過UG的自動編程和數控仿真加工相結合的方式,為機械加工車間實現自動化和智能化生產提供了有力的保障,并且提高了數控加工的生產效率,減少了廢品率,節省了生產成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
