復合材料翼梁成型工藝研究
2021-08-24 06:41:04房曉斌王浩軍閆鑫淼
現代制造技術與裝備 2021年7期
房曉斌 王浩軍 艾 明 閆鑫淼
(西安飛機工業(集團)有限責任公司,西安 710089)
復合材料具有比強度高、比剛度大、耐疲勞性和可設計性好等優點,因此在結構制造領域應用廣泛。現階段,國內軍用飛機和民用飛機部件中次承力翼梁已經大量采用復合材料。未來,飛機部件中主承力翼梁也已經開始按照復合材料翼梁設計。對于國內航空制造企業來說,掌握復合材料翼梁制造技術尤為重要。本文以5228體系復合材料和CYCOM977體系復合材料為例,分析國內軍民機復合材料翼梁制造技術。
1 材料工藝參數研究
復合材料翼梁選用材料的工藝參數研究,是在飛機結構設計人員完成結構設計選材和許用值試驗之后進行的[1]。這種研究結合企業擁有的加工設備和加工工藝,針對具體復合材料翼梁結構進行工藝參數試驗,由此確定最合理的工藝參數。
1.1 材料工藝性驗證
該階段的材料工藝性驗證要在需用值試驗完成后進行,驗證的主要內容包括選用材料鋪貼C型層壓結構和Z型層壓結構過程中的可操作性和選用材料固化后的外部質量與內部質量[2]。5228體系復合材料和CYCOM977體系復合材料的工藝性,存在以下差異。
第一,隨著暴露單位增加,5228體系復合材料層間粘接性降低,需要加熱材料以輔助鋪貼操作。CYCOM977體系復合材料在達到規定累計暴露單位之前進行鋪貼操作,一般不需要加熱材料。
第二,5228體系復合材料在預壓實后,能夠達到更好的鋪貼效果。CYCOM977體系復合材料在預壓實后,翼梁R區的材料可能會發生樹脂流失現象。復合材料翼梁理論厚度≥5 mm時,需要實施預壓實工藝。一般建議鋪貼1/2鋪層和全部鋪層時各進行一次預壓實。
第三,采用5228體系復合材料,復合材料翼梁理論厚度≥3 mm,固化后翼梁R區會出現皺褶,需要放置相應的壓力墊消除皺褶,且在消除皺褶后,無論采用凸模模具還是凹模模具固化,實際厚度都能夠滿足工程圖紙要求。CYCOM977體系復合材料的翼梁理論厚度可以任意設計,固化后翼梁R區光滑過渡,無皺褶,但是在采用凸模模具固化后R區實際厚度偏薄超差,采用凹模模具固化后R區實際厚度偏厚超差,需要放置相應的壓力墊控制厚度。
1.2 材料工藝參數驗證
材料工藝參數一般指材料固化參數[3]。復合材料工藝規范中規定的固化參數,多數基于平板試驗件測得。針對復合材料翼梁,需要通過試驗驗證才能確定合理的固化參數[4]。
5228體系復合材料的升溫速率和降溫速率均要求控制在≤2.0 ℃·min-1。針對復合材料翼梁固化,一般設定為1.5~1.8 ℃·min-1。CYCOM977體系復合材料的升溫速率和降溫速率均要求控制在≤3.0 ℃·min-1。針對復合材料翼梁固化,一般設定為2.5~2.8 ℃·min-1。
5228體系復合材料的固化壓強,可選范圍在0.3~ 0.7 MPa。試驗證明,當選擇0.3 MPa的固化壓強時,復合材料翼梁的力學性能滿足工程圖紙要求,無需選擇更大固化壓強。CYCOM977體系復合材料的固化壓強為定值,按照文件執行即可。
5228體系復合材料的保溫時間要求在120~180 min,設定固化保溫時間分別為125 min、140 min和155 min,經過對比最終得出≥125 min固化能夠滿足Tg指標要求。從經濟性考慮,選擇125 min的保溫時間。CYCOM977體系復合材料的保溫時間要求≥120 min,設定固化保溫時間分別為125 min、140 min和155 min,經過對比最終得出 140 min和155 min固化能夠滿足Tg指標要求。從經濟性考慮,選擇140 min的保溫時間。
2 收口變形控制和厚度控制
2.1 收口變形控制
復合材料翼梁無論選擇凸模模具固化成型還是選擇凹模模具固化成型,都會遇到固化變形問題[5]。這里的固化變形是指翼梁零件固化后緣條面向內側發生偏移導致的收口變形。當復合材料翼梁出現收口變形時,無法完成與其他零組件的精確配合,導致無法進行部件的裝配工作。因此,如何消除復合材料翼梁的收口變形,是在整個制造流程中需要解決的問題。
通過多年復合材料翼梁制造數據分析及總結歸納,形成了一套復合材料翼梁收口變形控制方法,即通過復合材料翼梁收口變形數學模型和數據圖表計算收口變形量控制收口變形。該套方案已經在批產型號和新研型號復合材料翼梁制造過程中進行應用,同時開展了復合材料翼梁收口變形模擬仿真研究。由于模擬仿真只能夠簡單預測復合材料翼梁的收口趨勢,達不到準確預測,故模擬仿真的收口變形量只能作為參考。
2.2.1 收口變形控制實施方案
復合材料翼梁收口變形控制的第1步是通過復合材料翼梁結構信息和特征信息計算收口變形量,并將其作為變形補償量θ。第2步是根據變形補償量θ設計復合材料翼梁工藝模型,然后根據復合材料翼梁工藝模型設計并制造成型模型。第3步是采用成型模具制造復合材料翼梁試驗件,然后根據外形檢測結果判斷是否需要修正變形補償量。第4步,若需要,根據第3步實驗結果修正變形補償量θ,并修正成型模具的工作型面。
針對批量較多的復合材料翼梁,在實施收口變形控制的過程中,需要增加復合材料翼梁局部特征試驗件收口變形控制研究。第一,采集復合材料翼梁結構特征,包括理論厚度、圓角半徑、腹板長度、緣條高度以及過渡區等,并截取多個截面組成局部特征試驗件。第二,根據復合材料翼梁理論厚度(鋪層層數)和圓角半徑計算收口變形量,并將其作為變形補償量θ設計局部特征試驗件工藝模型。第三,采用局部特征試驗件工藝模型,設計并制造局部特征試驗件成型模具,制造局部特征試驗件,并將局部特征試驗件實際外形與理論外形對比,判斷局部特征試驗件變形補償量θ的準確性,根據需要修正變形補償量θ。第四,根據確定的變形補償量θ,設計復合材料翼梁的1:1工藝模型,同時設計并制造復合材料翼梁成型模具。第五,制造復合材料翼梁試驗件,并將復合材料翼梁試驗件實際外形與理論外形對比,判斷翼梁試驗件變形補償量θ的準確性,根據需要修正變形補償量θ和復合材料翼梁成型模具工作型面。
2.2.2 收口變形數據圖表
復合材料翼梁收口變形控制常用迭代法。一種思路是按照復合材料翼梁理論模型設計并制造成型模具,通過翼梁試驗件制造結果分析成型模具的再次補償量。這種思路的不足之處是不確定需要采用何種材料多次在模具工作型面上實施補償,需要制造大量試驗件。另一種思路是對復合材料模型增加一個固定的補償量,通過制翼梁試驗件制造結果分析成型模具的再次補償量。這種思路的不足之處是成型模具再次補償時可能銑切工作型面,造成模具報廢,且也需要制造大量試驗件。
為了在制造方案設計之初找到合理的復合材料翼梁變形補償量,對承擔的各型號復合材料翼梁進行結構分析。各型號復合材料翼梁厚度百分比見圖1,圓角半徑分布見圖2, 鋪層角度占比見圖3。

圖1 各型號復合材料翼梁厚度百分比
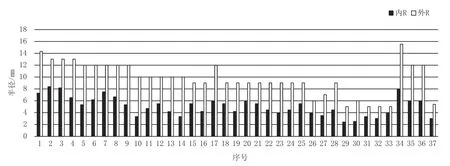
圖2 各型號復合材料翼梁圓角半徑分布

圖3 各型號復合材料翼梁鋪層角度占比
在完成復合材料翼梁結構信息分析的基礎上,設計小尺寸復合材料L型基礎試驗件。設計了5種不同的鋪層角度比例,并按照每一種鋪層角度展開設計了5種不同的鋪層層數,用于復合材料L型基礎試驗件收口變形研究。其中,具體材料、參數和固化方式選擇如下。
復合材料L型基礎試驗件,試驗件材料分別選擇5228體系單向帶預浸料和CYCOM977體系單向帶預浸料。成型模具選擇凸模模具和凹模模具。工藝參數選擇選用5228體系單向帶預浸料和CYCOM977體系單向帶預浸料選擇的統一工藝參數。復合材料L型基礎試驗件采用凸模模具固化時,通過激光掃描儀檢測試驗件內表面實際外形。采用凹模模具固化時,通過激光掃描儀檢測試驗件外表面實際外形,然后將形成點云數據連成曲面,并與理論外形進行對比,計算收口變形角度。
通過匯總整理各型號復合材料翼梁收口變形數據和復合材料L型基礎試驗件收口變形數據,可形成一套復合材料翼梁收口變形數據圖表。在后續復合材料翼梁實施收口變形控制過程中,可通過數據圖表找到合適的復合材料翼梁成型模具補償量。
2.3 厚度控制
為了保證制件內外表面的裝配精度,復合材料翼梁制造過程中,除了進行收口變形控制外,還需要控制復合材料翼梁的厚度。一般技術文件要求,復合材料翼梁非圓角區厚度公差為±8%,圓角區厚度公差為±10%。
5228體系復合材料翼梁采用熱壓罐固化成型。當制件靠袋面不采取厚度控制措施時,復合材料翼梁緣條面和腹板面能夠形成較好的外形,實際厚度滿足技術文件要求。但是,隨著鋪層層數增加,無論選用凸模模具還是凹模模具,翼梁圓角區都會出現皺褶。通過多次試驗發現,采用硅橡膠AIRPAD軟膜壓力墊,可以有效消除復合材料翼梁圓角區出現的皺褶。
CYCOM977體系復合材料翼梁也采用熱壓罐固化成型。當制件靠袋面不采取厚度控制措施時,復合材料翼梁緣條面和腹板面也都能夠形成較好的外形,實際厚度滿足技術文件要求。但是,當CYCOM977體系復合材料翼梁選用凸模模具時,翼梁圓角區會出現偏薄超差。當選用凹模模具時,翼梁圓角區出現偏厚超差。通過多次試驗,當選用凸模模具時,采用復合材料壓力墊可以避免復合材料翼梁圓角偏薄超差;當選用凹模模具時,采用硅橡膠AIRCAST3700軟膜壓力墊可以避免復合材料翼梁圓角區偏厚超差。
3 結語
本文對復合材料翼梁制造過程中材料工藝參數研究、收口變形控制和厚度控制進行分析,針對選用不同體系材料的復合材料翼梁,在工藝規范的基礎上需要進一步開展材料工藝參數研究,確定最合理的工藝參數。復合材料翼梁收口變形控制可通過復合材料翼梁收口變形數據圖表,快速且準確得出成型模具補償量,從而達到解決收口變形的目的。復合材料翼梁實施收口變形控制的同時,還需實施厚度控制,方能研制出合格產品。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
