基于Cs輪廓控制功能的曲軸類工件數控車削加工
2021-08-23 09:48:18陳建環馬康輝
機械制造 2021年7期
關鍵詞:界面
□ 陳建環 □ 馬康輝
1.廣州城市職業學院 機電工程學院 廣州 5104052.廣州數控設備有限公司 廣州 510530
1 研究背景
數控車床主要用于加工回轉體零件。零件的幾何構成是二維母線繞軸線形成的回轉面,根據母線類型,分為三類。第一類,構成表面的母線由直線和圓弧構成,幾何要素簡單,在數控加工時多采用手工編程。第二類,母線為方程曲線,加工多數采用現代主流數控系統,橢圓、拋物線、雙曲線等二次曲線編程指令代替前期對非圓曲線采用宏程序編程的做法。第三類,母線為非方程母線,應用計算機輔助制造軟件完成建模、編程、仿真加工等步驟[1]。
螺旋曲面曲軸工件如圖1所示,工件圓形截面的中心以螺旋曲線變化。對于回轉軸而言,表面為變母線變半徑回轉面,目前普遍應用計算機輔助制造軟件進行多軸加工編程,在加工中心上通過四軸聯動完成加工[2]。粗加工主要采用平面銑刀,精加工主要采用直柄球刀。Unigraphics 軟件四軸數控銑削加工編程界面如圖2所示,加工方法為外形輪廓銑削。四軸銑削在粗加工時體現出高效的優點,但是在曲面精加工時,由于球頭銑刀直徑限制,加工效率不高。另一方面,切削刀具旋轉運動形成的表面軌跡與工件輪廓形狀的匹配度較差,會影響加工的表面質量[3]。對此,筆者基于GSK988TD數控車床,應用Cs輪廓控制功能,精加工曲軸類工件。

▲圖1 螺旋曲面曲軸工件

▲圖2 Unigraphics 軟件四軸數控銑削加工編程界面
2 車削加工方式分析
一般的數控車削加工,車床主軸勻速旋轉,附加X軸、Z軸運動,完成工件加工。對一般車削工件而言,每一處Z軸坐標對應的橫截面上,X軸坐標是相等的,即回轉體母線是固定的。因此,只要主軸旋轉,X軸、Z軸按編程軌跡運動,即可完成工件加工。對于常用非圓曲線,如拋物線、橢圓等,也有特定的編程指令。如果是多點擬合形成的非方程曲線,一般通過計算機輔助制造軟件的數控車削功能完成編程加工。
但是,對于變母線或變半徑螺旋曲面的曲軸類工件而言,每一處Z軸橫截面,曲面各點的X軸坐標是變化的,有別于一般數控車床加工的回轉工件。如果要實現車削方式加工,需要X軸、Z軸、C軸三軸聯動,即兩個直線軸加一個旋轉軸聯動。這與傳統意義上車削加工的兩軸聯動運動方式不同,實際上是多軸加工的情況,以空間三維的多段直線插補擬合來實現圓弧曲面的加工。這種附加的C軸運動對數控系統的控制軸數、聯動軸數及伺服響應等方面提出了相應的要求。我國自主開發的GSK988TD數控車床具有對主軸進行速度與位置控制的功能,即Cs輪廓控制功能,可以實現這類加工。插補坐標由X軸、Z軸、C軸三軸控制,其中C軸坐標由主軸轉動的角度值來定義,實質是采用搭載Cs輪廓控制功能的普通數控車床實現復合加工。
3 Cs輪廓控制功能
GSK988TD數控床車能夠滿足中檔車削加工中心和銑削加工中心的控制需求。
Cs輪廓控制功能是在伺服主軸上組合專用檢測器,通過主軸電機進行定位的一種功能。與主軸定位相比,精度更高,可以在定位及其它伺服軸之間進行插補,即可以在主軸與伺服軸之間執行直線插補指令[3]。
4 Unigraphics 軟件后處理
采用Cs輪廓控制功能加工編程時,需要重構后處理器,以實現主軸輪廓控制功能[4]。
在Unigraphics NX軟件中,進入新建后處理界面,如圖3所示。選擇三軸車銑X軸、Z軸、C軸。在一般參數設置選項中,旋轉主軸設置為Z軸。默認坐標模式設置為笛卡爾坐標系。

▲圖3 新建后處理界面
進入程序和刀軌設置界面,選擇運動,點擊線性移動設置,刪除Y軸,確定并保存后處理文件。線性移動設置界面如圖4所示。

▲圖4 線性移動設置界面
5 數控車銑復合精加工編程
啟動Unigraphics 軟件,選擇工序類型為多坐標聯動加工。選擇可變輪廓銑,可變輪廓銑界面及驅動方法設置界面如圖5所示。也可以選擇外形輪廓銑。步距數是影響加工表面質量的關鍵參數,實際編程加工時,步距數應根據精度要求進行設置,合理優化工藝參數[5]。
針對圖1所示曲軸類工件,Z軸步距為0.1 mm,即Z軸方向切削長度為100 mm,步距數為1 000。圓周方向切削步長按數量方式設置,每圈約250點,編程精度為0.005。編程刀具使用硬質合金尖刀,刀尖半徑為0.4 mm。切削輔助移動速度為2 000 mm/min,切削進給速度為30 000 mm/min。
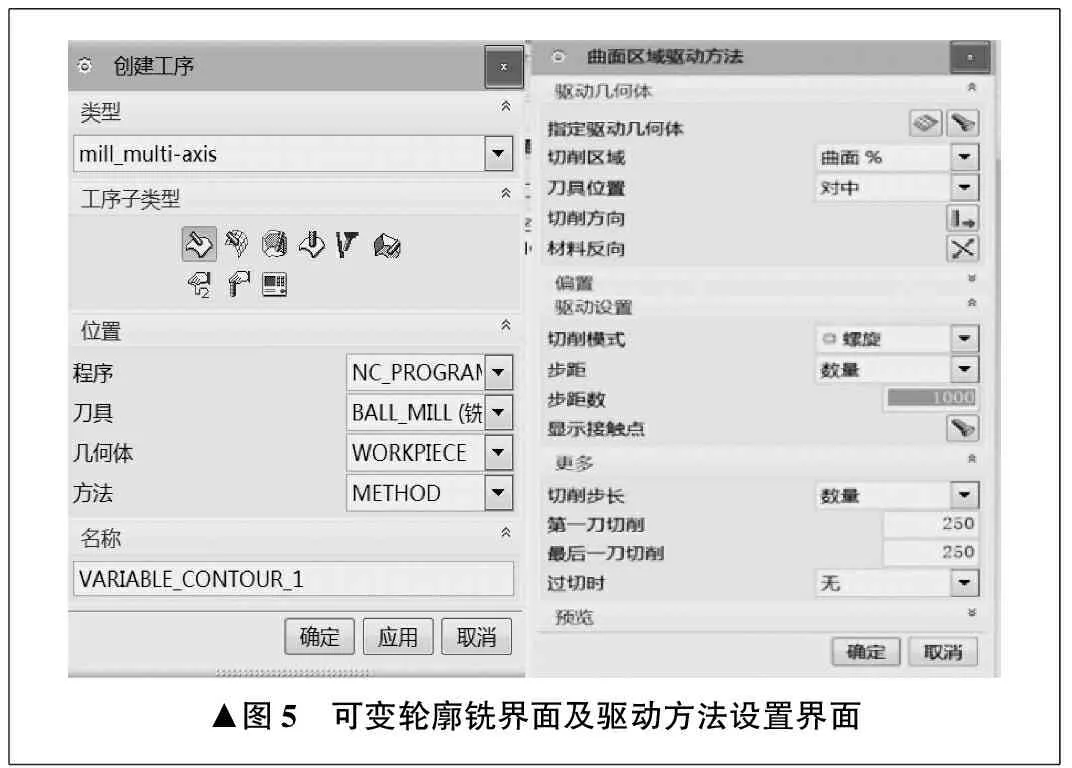
▲圖5 可變輪廓銑界面及驅動方法設置界面
切削刀具及加工完成工件如圖6所示。

▲圖6 切削刀具及加工完成工件
6 后處理
可變輪廓銑或外形輪廓銑編程實體仿真加工后,采用新構建的后處理程序完成后處理。表面精加工程序界面如圖7所示。

▲圖7 表面精加工程序界面
在后處理后必須進行檢查與修訂,使程序滿足現場數控車床的加工要求。
7 加工精度與效率
對于曲軸類工件,粗加工采用銑削方式,多刀刃同時銑削,具有快速高效的優點[6]。
精加工時,由于刀具軌跡與工件表面輪廓近乎一致,加工過程呈現出近似連續加工狀態,加工過程平穩,對比銑削加工具有明顯的優勢,加工表面質量明顯優于銑削加工[7]。對于變半徑回轉輪廓曲面的曲軸類工件精加工而言,數控車削加工效率明顯高于數控銑削加工。
8 主要工藝問題
影響精加工質量的工藝因素很多,包括工件、機床、刀具、工藝參數等多方面[8]。筆者主要探討由偏心加工造成的影響。
以圓形截面的螺旋曲面曲軸為例,由于每一段直線插補程序段對應的微小直線段,在徑向截面隨著工件表面圓周曲線偏心量的不同而變化,因此每個切削段車刀的實際工作角度是變化的,主要變化的是前角和后角。

=2arcsin(0.5k)
(1)

▲圖8 徑向截面中車刀工作前角
ABCD上半周刀具工作前角為負值,下半周為正值。C點的刀具工作前角達到極值,但并不位于旋轉中心轉過90°時所對應的象限點,C點位置隨偏心程度的不同而改變。
筆者選用圖1所示工件在車削加工時刀具動態工作前角變化曲線如圖9所示。曲軸類工件不同偏心比對應刀具工作前角極值見表1。

表1 不同偏心比對應刀具工作前角極值
同理,在實際切削中,刀具工作后角也發生周期性變化。由于刀具工作后角與工作前角反向同步改變,因此要綜合考慮,選擇合適的刀具。
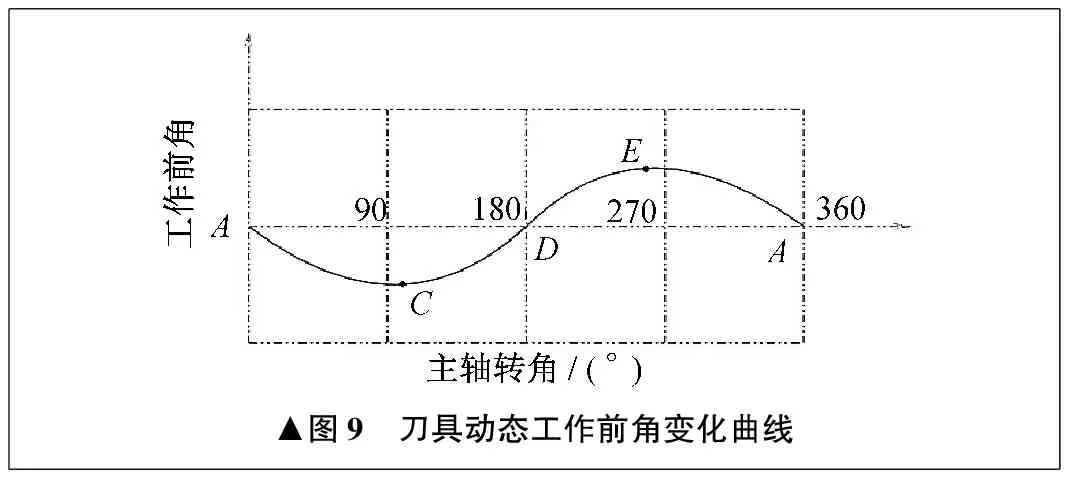
▲圖9 刀具動態工作前角變化曲線
需要說明的是,在實際切削中,由于存在進給運動,即Z軸方向移動的影響,上述分析刀具工作角度的橫截面實際上并不垂直于主軸軸線。由于Z軸方向移動極小,在本例中每一微小段移動不大于0.000 2 mm,影響極為有限,因此筆者以豎直截面分析刀具工作角度,并不影響對實際應用的指導。
為了綜合控制實際刀具工作前角的變化,減小加工中切削力的波動,刀具安裝應嚴格保證水平對中[9]。由于是精加工,切削力較小,為保證車削順暢,建議刀具采用合適且偏大的靜態正前角,取值為10°~15°。為減少后刀面與工件表面的摩擦,采用較大的靜態后角,取值為10°~20°。筆者在加工實例中,采用了機夾可轉位菱形尖刀,具有較大的前后角[10-12]。
通常車削加工刀具工作靜態前角取值范圍為-5°~25°,工作靜態后角取值范圍為6°~12°,由于本例曲軸類工件加工中刀具工作前角雙向變化,特別是負向工作前角值不可能太大,否則嚴重影響切削力及切削平穩性,因此靜態工作前角以10°~15°為宜。對工件截面為圓形的曲軸類工件進行分析,刀具工作前角的變化隨偏心程度的增大而增大。當偏心比達到0.25時,刀具工作前角絕對值達到14.362°,已經接近一般車削加工能接受的極限。顯然采用具有Cs輪廓控制功能的車削加工不適用于加工偏心過大的曲軸,實際應用時需要準確把握。
9 結束語
筆者對螺旋曲面變母線或變半徑螺旋面曲軸類工件表面加工特點及加工方法進行研究與實踐,得出如下結論:粗加工采用一般四軸銑削方式,通過較大直徑的立銑刀,可以實現高效切削;精加工采用具有Cs輪廓控制功能的數控車削加工,由X軸、Z軸、C軸定義插補位置坐標,實現小段直線插補,擬合成全圓曲面。刀具插補軌跡與工件曲面走向的擬合性好,可以獲得良好的加工精度和流暢的表面質量,同時具有較高的精加工效率。所介紹的加工方法建議用于偏心比小于0.15的曲軸類工件。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04