淺析1030MW 汽輪機低壓缸軸承瓦溫偏高原因及修復
2021-08-23 07:14:58張宇飛
科學技術創新 2021年23期
張宇飛
(浙江浙能中煤舟山煤電有限責任公司,浙江 舟山 316131)
汽輪機是高速旋轉機械,轉子的質量和軸向力都很大,軸承不僅起著轉子的徑向和軸向定位作用,而且還要承受轉子的徑向和軸向載荷;同時在轉子與靜子的承載面之間建立起潤滑隔離油膜,防止動、靜部件直接接觸,并帶走摩擦產生的熱量,軸瓦承載球面和瓦套接觸能靈活自衛,保持油膜穩定承載,防止軸瓦卡澀、偏載,油膜失穩導致瓦溫和振動升高。
某電廠#2 機組為東方汽輪機廠生產的首次自主創新的N1030-25.0/600/600 型、超超臨界、一次中間再熱、四缸四排汽、沖動式、雙背壓凝汽式機組。與引進型機組相比,優化型機組取消了調節級,將中低缸分缸壓力調整為0.6MPa,讓缸效更高的中壓缸承擔更多的焓降,同時由于減小了中低壓分缸壓力,使得低壓缸的溫差減小,低壓缸外形尺寸較優化前主要改動為軸向尺寸不變,橫向尺寸由8062mm 變為10122mm,高度尺寸由3235mm 變為3975mm,低壓缸的軸承座采用坐缸式,5#~8#軸承為橢圓型支持軸承。機組利用電網調停機會,對7#、8#瓦進行定修檢查,當重新啟動沖轉至3000r/min 時,8#軸承溫度上升達100℃,而7#軸承溫度最高值達110.47℃,且同一軸承溫度測點偏差達40℃左右。汽輪機軸承潤滑油系統的工作可靠性對汽輪機的安全穩定運行有著舉足輕重的作用;為此,許多技術人員對汽輪機軸承瓦溫升高展開了研究[1-5]。本文針對低壓缸7#、8#瓦溫偏高的原因進行了深入分析和研究,解決了汽輪機在運行中瓦溫偏高的問題,為同類型機組的汽輪機軸瓦檢修提供了借鑒。
1 橢圓型支持軸承工作原理
橢圓型支持軸承為單側進油,上瓦開槽結構。巴氏合金結合面采用燕尾槽結構。為了便于進油和排油,在中分面處軸瓦的巴氏合金被切去一部分,這樣形成了具有圓形邊的且在軸瓦端部向內延伸的油槽。油從軸頸一側中分面處進入軸承,在對面的接合面處的油槽有一個鏜孔以限制油的流量,以便在軸承排油側建立一個微小油壓,并經過這個排油孔把油引入觀察孔的腔室里,而大部分油則通過軸瓦端部排出。
轉子軸頸在軸瓦內高速旋轉,造成油膜內的液體摩擦、所消耗的能量將轉變成熱能。因此,每個軸瓦應有足夠的潤滑油流量,及時把軸瓦內的熱量帶走,才能保證軸瓦金屬溫度始終保持在允許的范圍內(在70~90℃的范圍內,是正常狀況,極限≤100~110℃)。這就要求軸頸與軸瓦間要有足夠的間隙,也就是說,在運行狀況下,要有足夠的油膜厚度。此外,還要求軸瓦供油有足夠的壓力,才能保證軸瓦的供油量。潤滑油供油壓力太低和軸瓦金屬溫度太高,都是危險的,必須予以相應處理。軸瓦與瓦套球面配合并安裝在軸承座內,軸瓦球面接觸擺動在設計受力范圍內自衛靈活。#2 機組汽輪機軸系簡圖如圖1 所示。
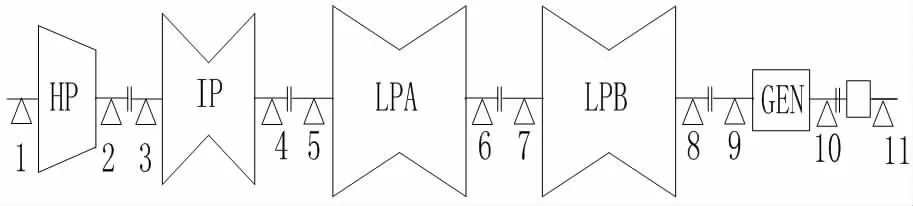
圖1 軸系簡圖
2 溫度異常狀況
#2 機組利用電網調停機會,對低壓缸7#、8#軸瓦進行球面檢查和修復。隨后,汽輪機啟動,當汽輪機轉速達3000r/min、真空-88.6kPa 時,8#軸瓦溫度保持在81℃左右,而7#軸瓦溫度達到104℃以上,超過維修前運行時的軸瓦溫度。當真空為-90kPa 時,7#軸瓦溫度最高值達110.47℃,#8 軸瓦溫度最高值達100℃;通過拍機重啟、下降真空、啟頂軸油擾動或凝汽器雙背壓協調等措施來調整軸瓦位置降低瓦溫;結果顯示,7#軸瓦溫度下降3~5℃,瓦溫仍偏高。在汽輪機停機盤車過程中,發現7#軸瓦溫度有小幅波動。
為使汽輪機安全運行,停機后,對7#、8#軸承烏金面、球面、瓦套接觸情況、軸承墊鐵間隙、軸承螺栓緊力和球面間隙等項進行全面檢查。現場發現7#、8#軸承受力烏金表面發黑、發亮,如圖2、圖3 所示;承載偏重、偏載,如圖4 所示;軸承座水平兩側墊鐵壓痕明顯,軸承瓦套水平墊鐵接觸面硬點發黑,如圖5所示。對下軸瓦球面進行紅丹檢查,85%以上紅丹接觸。用0.02mm 塞尺檢查上下軸承把合水平左右50°位置,軸承座與瓦套墊鐵以及軸瓦球面與瓦套的間隙情況,檢查發現抱緊無間隙。

圖2 #7 軸瓦接觸情況
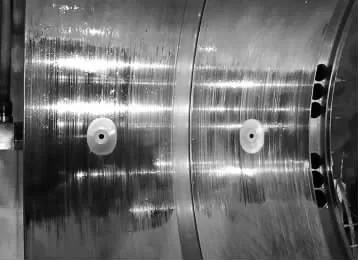
圖3 #8 軸瓦接觸情況
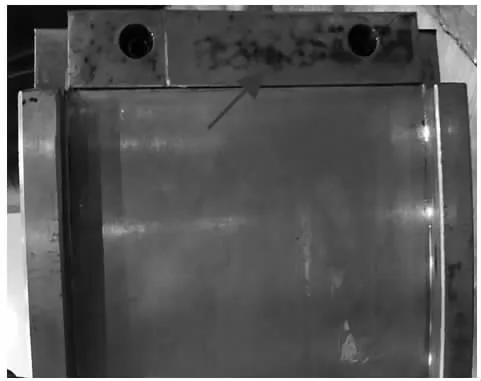
圖4 #7 軸瓦接觸情況

圖5 #8 軸瓦接觸情況
3 軸瓦溫度偏高分析
軸瓦局部磨損嚴重,受力偏載現象明顯,軸瓦油膜建立不穩定,潤滑效果變差。汽輪機升速至3000r/min 過程中,研磨引起了軸瓦的較高振動,進一步促進了#7、#8 軸瓦溫度升高。
3.1 低壓缸剛性分析
根據低壓內外缸的具體幾何結構,建立三維有限元模型,采用有限元分析軟件進行計算。低壓缸受到下述幾種載荷的作用:①轉子(包含動葉片)重力;②低壓內缸、進汽室、低壓隔板重力;③外缸重力;④真空載荷。本次計算中,未考慮熱載荷對軸承座變形的影響,如圖6 所示。
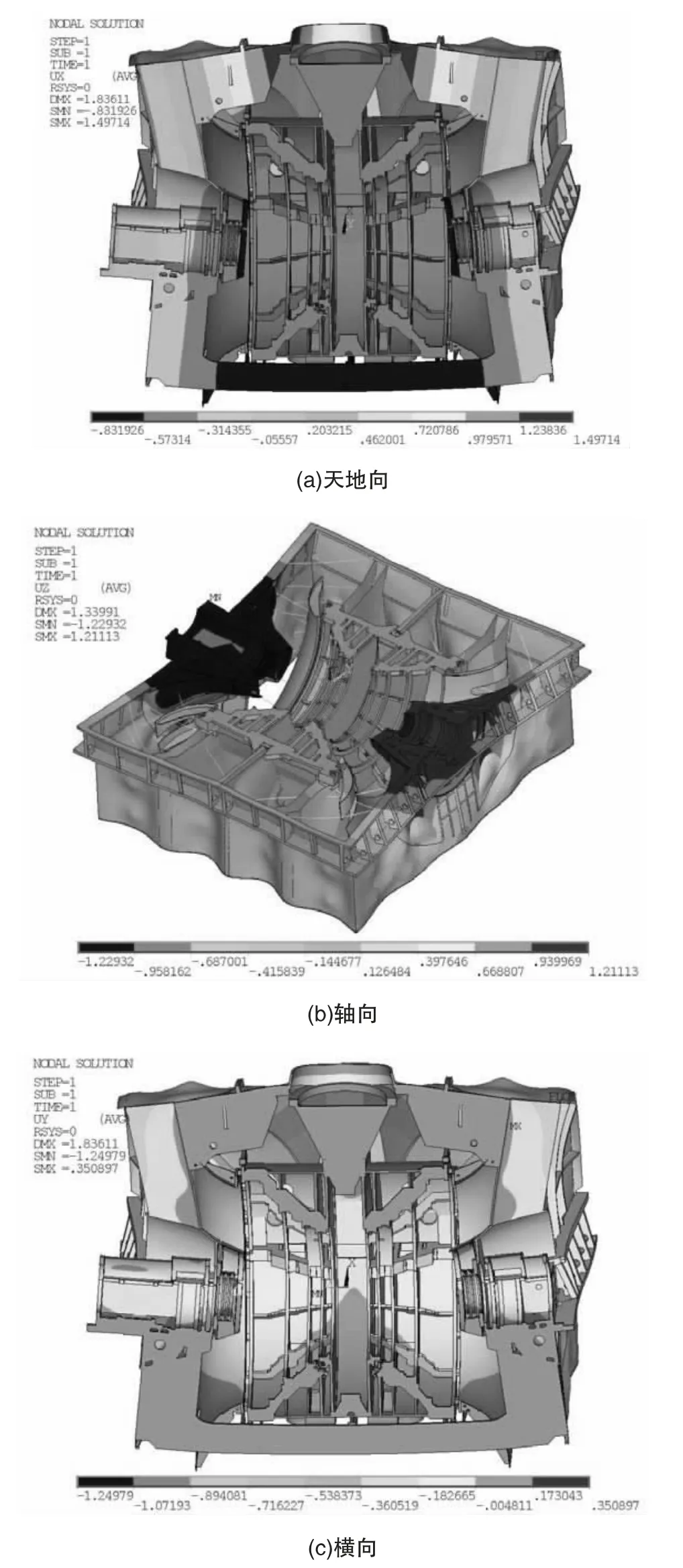
圖6 低壓缸在靜載荷和真空載荷作用下的變形
從圖6 可以看出,低壓外缸天地向最大變形為1.49mm,軸向最大變形為1.83mm,橫向最大變形為1.25mm。
此汽輪機為東汽百萬改進機組,低壓缸尺寸有增大改進,故低壓缸存在冷態與熱態、負荷和真空變化時,均會對缸體產生一定膨脹收縮變形。
2020 年3 月25 日和31 日對#1 汽輪機低壓缸各道坐缸軸承在運行狀態和停機后缸體變形情況進行測量,如表1、2 所示。主要通過對缸體各道軸承座水平面揚度變化測量、低壓缸缸體變形監測等,比對低壓缸缸體變形對軸承座軸瓦卡澀所產生軸瓦溫度高的影響。

表1 #2 汽輪機低壓缸軸承座平面變形情況(負荷:550MW;真空度:-91.6KPa)

表2 #2 汽輪機低壓缸軸承座平面變形情況(負荷:0MW;真空度:-1.13KPa)
3.2 潤滑油和頂軸油油質
維修后潤滑油和頂軸油油質不合格,導致雜質沖入軸瓦引起軸承烏金面損傷,也會使軸瓦金屬溫度升高。
3.3 軸承緊力超標
軸承緊力超標或軸承瓦套緊固螺栓預緊力過大,使軸承瓦套和球面間隙過盈未達標,球面自位受阻,烏金面局部承載力增加,會致使軸瓦金屬溫度升高。
3.4 軸瓦平整度超標
檢修期間軸承可能存在軸瓦就位位置平整水平度不到位,位置有偏移,軸承不能追隨軸頸發生偏轉,導致軸承各項間隙指標不達標,致使軸瓦金屬溫度升高。
4 優化措施
4.1 對潤滑油和頂軸油管路進行檢查,清理雜質,確保油路通暢,#7 軸承進油節流孔板直徑由Φ37.5mm 補充加工至Φ40mm,將8#軸承進油節流孔板直徑由Φ41mm 補充加工至Φ44mm。孔板直徑加大后,7#軸承進油量經核算預計增加約80L,8#軸承進油量預計增加約100L,由于孔板調整量較小,且機組供油系統在設計之初已留有安全余量,進行上述調整后,不會影響其余軸承的安全穩定運行,對軸瓦溫度能產生一定的影響。
4.2 軸瓦解體后,檢查瓦面光潔度和平整度,對磨損部位進行光潔處理。進行軸承球面卡澀及球面擺動狀況檢查,施力150~330Kg 進行球面活動自位檢查。檢查球面防轉銷是否卡澀,測量防轉銷與瓦套、瓦體的銷控間隙,使其在標準范圍內。檢查軸頸,用長砂帶拋除軸頸高點和劃痕。
4.3 對軸瓦結構進行優化改進措施
4.3.1 對軸承瓦體球面圓周范圍內,軸向上進行補充加工(電機側、汽機側均進行車削補充加工),減少球面接觸面積,增加軸瓦靈活性,如圖7 所示。
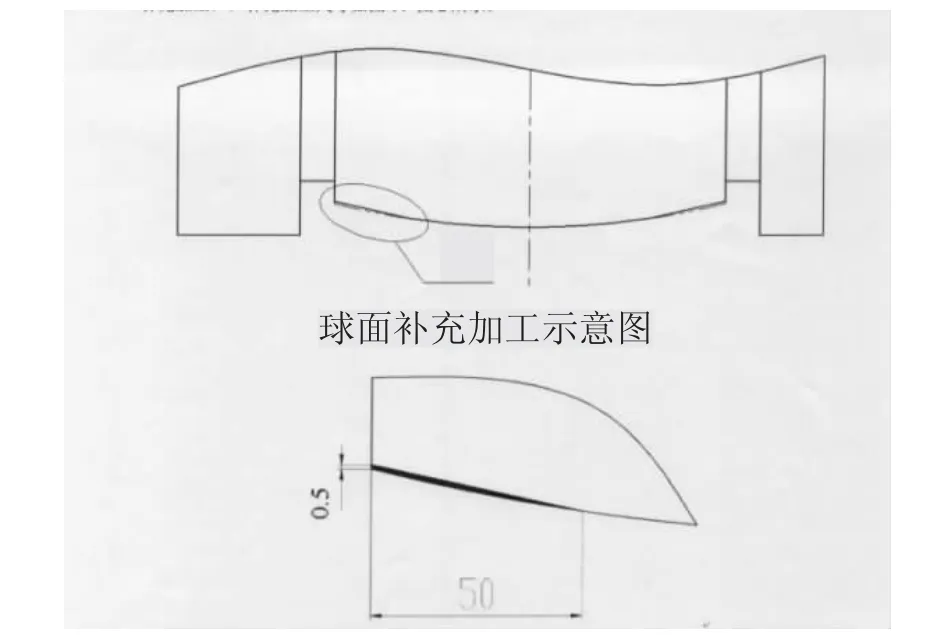
圖7 瓦體球面軸向加工示意圖
4.3.2 對球面進行接觸檢查,下瓦體球面滿足正下方130°范圍內80%以上均勻接觸,不可有硬接觸,其余范圍內不接觸,軸瓦中分面圓周方向50°位置上下球面打磨去除0.3mm,圓滑過渡,如圖8 所示。
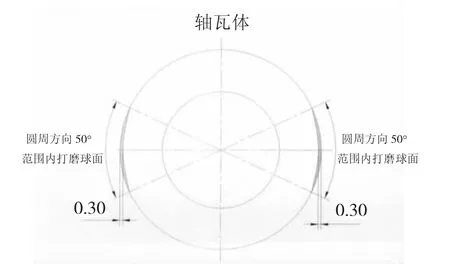
圖8 水平中分面上下球面打磨示意圖
4.3.3 取消下半軸瓦軸承合金上的環形油槽,以此增加油膜厚度和提高軸瓦承載力,軸承合金補焊完成后進行車削,補焊前后對整個軸承合金面進行PT 及UT 檢查,如圖9 所示。
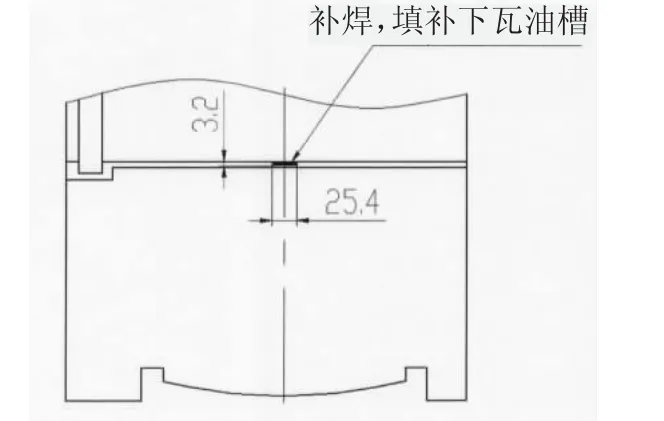
圖9 環形槽補焊示意圖
4.3.4 軸瓦修復后安裝的數據對比情況,表3、4、5。
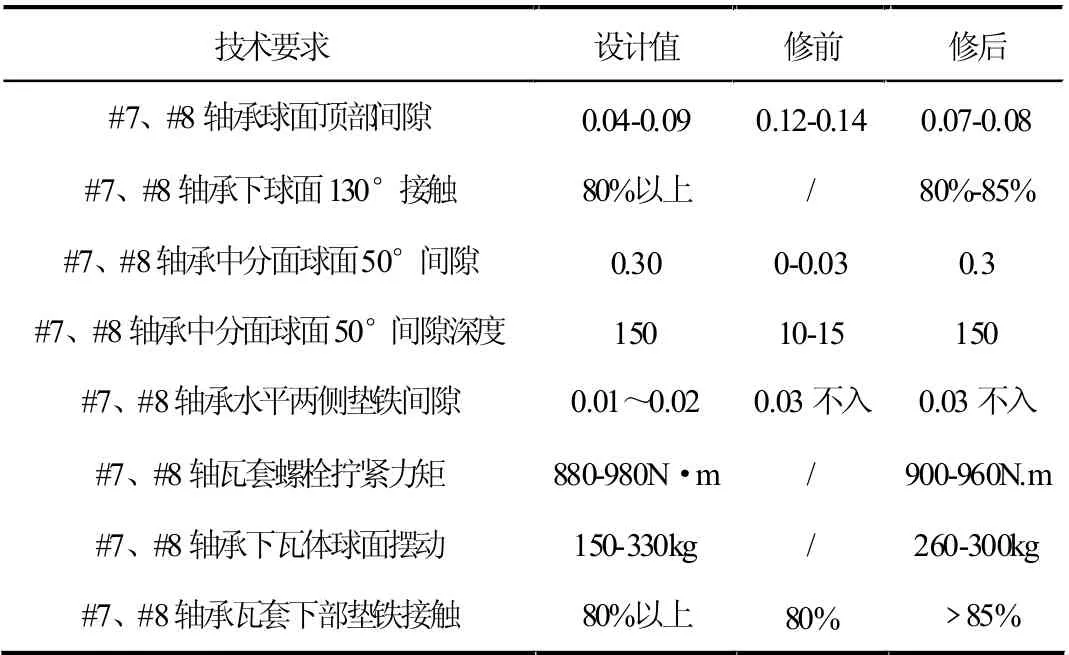
表3 #7、#8 軸瓦修前修后數據對比
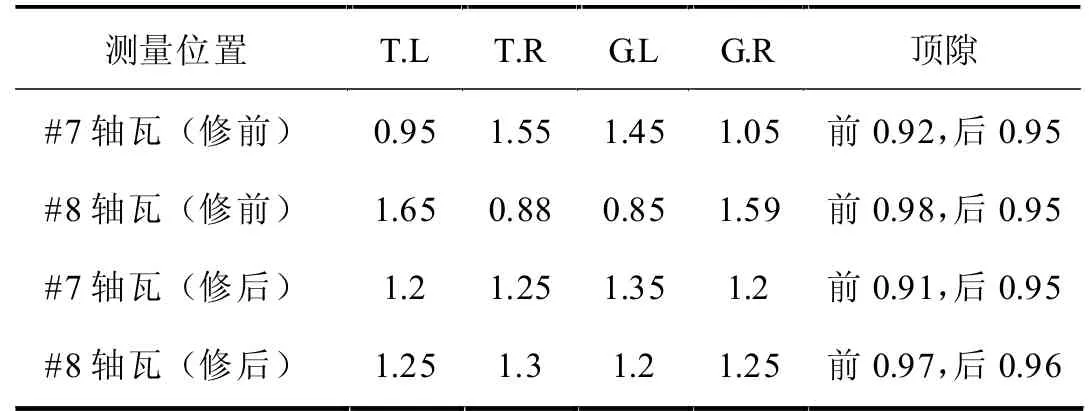
表4 #7、#8 軸瓦側隙修前修后數據對比

表5 #7、#8 軸承洼窩中心測量數據
5 檢修后數據
2 號機組7#、8#軸承采取該方案優化后,運行過程中軸承瓦溫與振動均見好轉,經過一段時間的運行,取得了較好的效果,如表6 所示。7#、8#軸承優化后,測溫點1 的溫度分別降低了約17℃和5℃,軸承各測點溫差由原來最大的40℃縮小至11℃左右,軸振也有所改善。

表6 檢修后7#、8#軸瓦溫度
6 結論
某電廠超超臨界1030MW 汽輪機在運行時,7#、8#軸承瓦溫偏高,最高溫度達110.47℃。調整瓦體和瓦套中分面球面接觸面處的間隙,以及瓦套水平墊鐵與軸承座的間隙;對潤滑油和頂軸油管路進行檢查,擴展軸承進油節流孔板尺寸,軸瓦型式結構改進優化后,軸承瓦溫大大降低,同時軸振也有所改善。
6.1 軸瓦溫度超高時,觀察軸瓦溫度變化規律,通過在線調整真空值及頂軸油壓擾動手段,控制瓦溫保持穩定是應急的一種措施。
6.2 在橢圓軸承的球面修復時,對所有橢圓軸承側隙的測量需在中分面4 處阻油邊的位置將塞尺塞入深度以10mm 測量為準,軸向同側數據相等,對軸瓦擺正位置極其重要。
6.3 軸瓦中分面球面周向50°間隙控制0.30mm 球面圓滑過渡,兩側深入150mm。控制瓦套水平墊鐵與軸承座間隙0.03~0.05mm。要求橢圓軸承球面的接觸在正下方130°范圍內有90%以上的接觸面積,以此削弱坐缸軸承座形變對軸瓦自衛能力帶來的影響以及軸向圓周車削減少球面與瓦套的接觸面積,提高軸瓦自衛的靈活性。
6.4 機組檢修時,需對軸承座和軸瓦套配合情況以及軸瓦與軸頸的側隙進行測量,為軸承座與軸承配合以及變形情況分析提供數據支撐。
超超臨界百萬機組低壓缸彈性變形,易引起低壓坐缸橢圓軸承球面卡澀發生偏載,后續應以該問題為切入點,以此來探討對軸瓦改型(重型可傾瓦)的可行性,消除軸瓦球面卡澀對瓦溫的影響,提高機組安全、穩定運行。
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40