大直徑定位套加工工藝設(shè)計(jì)
2021-08-23 07:15:20梁心淳
科學(xué)技術(shù)創(chuàng)新 2021年23期
李 健 何 悅 梁心淳
(西安煤礦機(jī)械有限公司,陜西 西安 710200)
超大采高智能化采煤機(jī)順利出產(chǎn),離不開每一個(gè)零部件的精益制造,在該超大采高采煤機(jī)搖臂設(shè)計(jì)中,為保證結(jié)構(gòu)的合理性,搖臂行星減速部位設(shè)計(jì)有一定位套(圖1),該定位套是在搖臂一、二級(jí)行星減速機(jī)構(gòu)中對(duì)搖臂殼體與大齒圈之間起到距離支撐,最主要是作為減速機(jī)構(gòu)內(nèi)部與機(jī)體外部的密封隔離。該部位由于其結(jié)構(gòu)的特殊性,設(shè)計(jì)尺寸外圓達(dá)1120 毫米,內(nèi)孔為1060 毫米,壁厚只有30 毫米,且外圓設(shè)計(jì)有雙密封槽,該零件屬于超大薄壁環(huán)類零件,在制造過(guò)程中裝夾、找正、定位都會(huì)影響零件精加工尺寸,極易在加工環(huán)節(jié)中產(chǎn)生變形。因此,為保證該機(jī)型能夠順利出產(chǎn),就必須做到每一個(gè)關(guān)鍵零部件的良品率達(dá)100%,有效控制定位套的變形誤差在允許范圍之內(nèi),通過(guò)一種工藝方法,實(shí)現(xiàn)超大薄壁類零件加工,能夠通過(guò)車削保證其尺寸精度,做到產(chǎn)品各尺寸要素全部合格,就必須探索一種最優(yōu)的工藝制造方法。
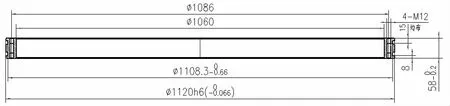
圖1 定位套
1 零件變形分析
該零件外徑Φ1120h6(0-0.066),內(nèi)孔Φ1060,高度58(0-0.2),密封槽尺寸Φ1108.3×9.5+0.250,壁厚30,其尺寸精度要求較為嚴(yán)格,公差范圍較小,為保證零件尺寸及公差要求,必須考慮在車床加工時(shí)影響尺寸變化的因素[1-2]。
1.1 此零件的加工難度是確保外圓的圓度與密封槽的同軸度、兩端面與軸線的垂直度等達(dá)到技術(shù)要求。
1.2 零件毛坯材料為40Cr,鍛造制坯,毛料內(nèi)應(yīng)力較大。
1.3 壁厚尺寸較薄,且外圓設(shè)計(jì)有雙密封槽,因此在車床切削過(guò)程中,零件與刀具產(chǎn)生擠壓、摩擦,增加了零件內(nèi)部的加工產(chǎn)生的切削熱、產(chǎn)生的殘余應(yīng)力會(huì)對(duì)零件尺寸變化產(chǎn)生影響[3]。
1.4 薄壁零件剛性較差,在裝夾及定位過(guò)程中夾緊力和承受力的作用點(diǎn)選擇不合適,就會(huì)增加薄壁零件的內(nèi)應(yīng)力。壓緊力過(guò)大,造成零件裝夾變形,造成圓度大范圍超差;壓緊力過(guò)小,在車削時(shí)有可能使零件松動(dòng)而報(bào)廢,且大直徑零件在裝夾過(guò)程中受到的夾緊力更大,其變形程度更為嚴(yán)重[4]。
綜上,該大直徑薄壁件不適宜直接使用車床卡盤進(jìn)行夾持。從其零件設(shè)計(jì)結(jié)構(gòu)分析,軸向尺寸與壁厚尺寸較為一致,可選用軸向裝夾,保證其軸向有較強(qiáng)的剛性,且軸向裝夾可使零件在圓周方向受力均勻,能夠承載一定的壓力。所以采用軸向裝夾,可大大減小工件的彈性變形。
2 工藝優(yōu)化措施
2.1 設(shè)計(jì)工藝方案
該零件屬于超大型薄壁環(huán)類零件,徑向加工尺寸與壁厚比差異較大,極難保證其尺寸精度,車削過(guò)程中,產(chǎn)生的切削應(yīng)力和裝夾應(yīng)力以彈性能儲(chǔ)存在工件內(nèi)部以及其他熱處理方式將熱能以熱應(yīng)力的形式存儲(chǔ)在工件內(nèi)部,過(guò)程中產(chǎn)生的應(yīng)力方式對(duì)零件的較小公差產(chǎn)生嚴(yán)重的威脅,對(duì)零件良品率有著極大的影響。結(jié)合以往加工數(shù)據(jù)及零件變形情況分析,雙密封槽去除外圓較大一部分尺寸,晶粒重新排布,都是因此變形的極大因素,在該零件的工藝設(shè)計(jì)過(guò)程充分考慮各種變形因素的控制方法,分多步車削,熱時(shí)效去除內(nèi)部殘余應(yīng)力,并在精車時(shí)設(shè)計(jì)裝夾胎具,輔助卡爪,故設(shè)計(jì)以下工藝路線:“粗車-半精車-時(shí)效-半精車-預(yù)鉆工藝孔-精車”。
2.2 設(shè)計(jì)工藝孔
該零件設(shè)計(jì)有4-M12 螺孔,根據(jù)設(shè)計(jì)胎具思路,可將其預(yù)先不加工到尺寸,借助孔分布特點(diǎn),將該孔作為零件的裝夾工藝孔使用,該工藝孔的作用既不影響零件正常尺寸,也可為后序加工提供新的工藝方法,便于設(shè)計(jì)工裝和零件裝夾,從而實(shí)現(xiàn)超大薄壁類零件加工過(guò)程中變形較小,在車削過(guò)程中保證其尺寸精度[5]。
2.3 設(shè)計(jì)裝夾胎具[6]
在零件分析中提到,可將徑向裝夾改為軸向裝夾,因此需要在設(shè)計(jì)一種T 型裝夾胎具(圖2),在胎具豎直方向凸臺(tái)上,打一孔,用以固定零件豎直方向的跳動(dòng),在胎具水平方向打一孔,與零件上4 個(gè)孔聯(lián)通,用以固定零件,將輔助工裝通過(guò)工作臺(tái)卡槽與4 個(gè)工藝孔聯(lián)接,將徑向定位轉(zhuǎn)變?yōu)檩S向定位,減少外圓受力。
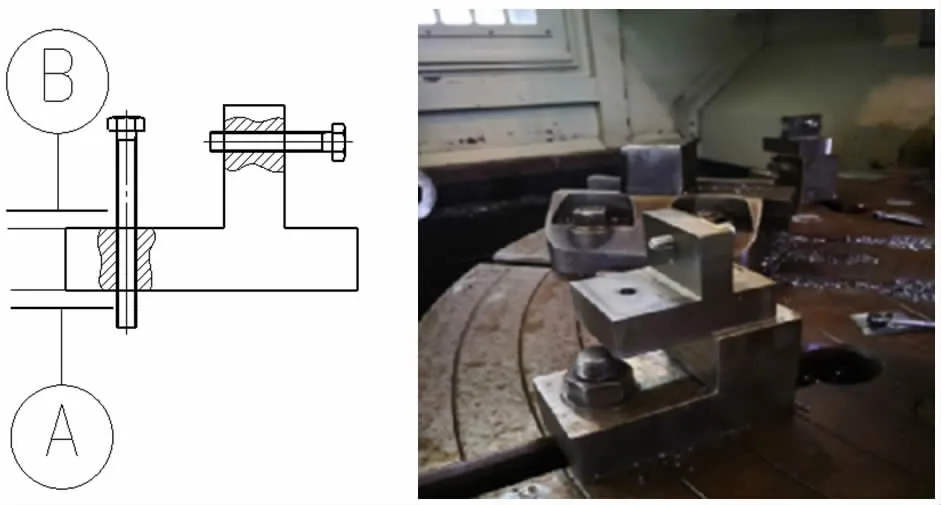
圖2 裝夾胎具樣圖及現(xiàn)場(chǎng)圖
該T 形裝夾胎具的設(shè)計(jì)時(shí),充分考慮在工作臺(tái)上的裝夾及使用原理,在裝夾時(shí)需要4 件該胎具,因此為保證零件兩端面的平行度要求,需要上平面磨床,先將胎具A 面磨至同一平面,再反面,將4 件胎具置于平面磨床,將B 面一次磨成,保證A、B面的厚度尺寸一致。保證胎具的精度后,裝夾時(shí),才能有效保證零件裝夾及加工的精度[7]。
3 工藝實(shí)施步驟[8]
3.1 粗車
按照工藝路線制定方法,粗車時(shí)考慮調(diào)質(zhì)引起的零件得不規(guī)則變形,充分保證零件留足夠余量來(lái)滿足后序加工,根據(jù)工藝路線設(shè)計(jì)的粗車、調(diào)質(zhì)、時(shí)效等步驟的余量需求,所以在零件的外圓、內(nèi)孔單邊均留4mm 余量,為后序加工儲(chǔ)備尺寸。
3.2 半精車
半精車過(guò)程在調(diào)質(zhì)后,時(shí)效前進(jìn)行,一是為了去除較大余量,二是必須滿足熱時(shí)效帶來(lái)的較小尺寸變化,在半精車過(guò)程中,最主要的就是將雙密封槽Φ1108.3×9.5+0.250進(jìn)行預(yù)先粗車至Φ1111×6,將外圓、內(nèi)孔、厚度各部位單邊均留余量1.5mm。
3.3 時(shí)效
半精車后,轉(zhuǎn)序熱時(shí)效,在520℃-550℃爐中保溫3-4 小時(shí),再慢慢升溫、保溫、降溫的過(guò)程就是將零件加熱到彈塑性變形的轉(zhuǎn)變溫度,并保持一定時(shí)間,使零件的殘余應(yīng)力得到松弛,然后緩慢降溫,使工件在冷卻之后處于低應(yīng)力狀態(tài),目的是去除半精車時(shí)切削應(yīng)力,為后序精車減小加工變形。
3.4 半精車
時(shí)效后,將零件裝夾于卡盤,再一次半精車,此時(shí)車好內(nèi)孔Φ1060,厚δ58 尺寸,外圓單邊留余量0.5mm。
3.5 預(yù)鉆工藝孔
將原4-M12 底孔加工成,暫不加工螺紋,將此底孔用作工藝孔,便于工裝使用。
3.6 精車(圖3)
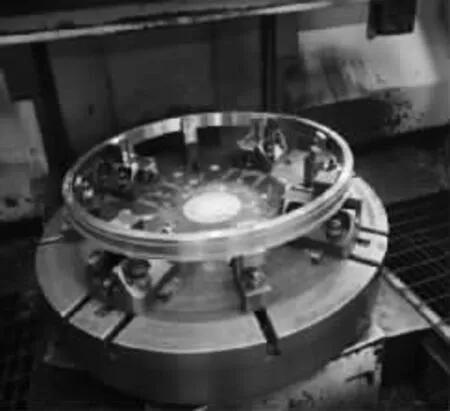
圖3 精車裝夾圖
裝夾時(shí)采用卡盤四爪較輕支撐內(nèi)孔Φ1060,同時(shí)將輔助工裝通過(guò)工作臺(tái)卡槽與4 個(gè)工藝孔聯(lián)接,將徑向定位轉(zhuǎn)變?yōu)檩S向定位,減少外圓受力,同時(shí)在找正過(guò)程中,將外圓及端面打表跳動(dòng)至0.01mm 范圍內(nèi),車削時(shí)選用95°高合金車刀桿,減小在車削過(guò)程中產(chǎn)生的震顫,選用85°菱形涂層,R0.2 刀尖刀片,保證在精加工過(guò)程中尺寸精度及被加工面的表面粗糙度,降低轉(zhuǎn)速,多步進(jìn)給,實(shí)現(xiàn)零件外圓及密封槽車削。
4 結(jié)論
按照以上加工步驟,完成整批零件的加工,通過(guò)外徑千分尺檢測(cè),外周跳動(dòng)小于0.015mm,外圓尺寸公差符合設(shè)計(jì)要求,雙密封槽與外圓的同軸度得到極好控制,未超出設(shè)計(jì)與使用要求;該工藝方法的應(yīng)用借助零件自身孔位,巧妙改變裝夾方法,將零件徑向裝夾轉(zhuǎn)換為軸向裝夾,減少圓周夾緊力,減少了薄壁類零件的徑向變形;為工藝裝備制造提供新的經(jīng)驗(yàn)方法,掌握輔助工裝設(shè)計(jì)原理,巧妙運(yùn)用與實(shí)際加工過(guò)程。
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39