非對稱四通件整體成形技術(shù)
2021-08-23 05:24:40馮蘇樂徐永超董智軍
導彈與航天運載技術(shù) 2021年4期
關(guān)鍵詞:工藝
馮蘇樂,徐永超,徐 瑯,董智軍,黃 儀
(1.上海航天精密機械研究所,上海,201600;2.哈爾濱工業(yè)大學,哈爾濱,150001;3.上海航天電子技術(shù)研究所,上海,201109)
0 引 言
隨著科學技術(shù)的不斷迭代發(fā)展,復雜外形零件在運載火箭增壓輸送系統(tǒng)中的應用越來越廣泛[1],中國最大運載火箭長征五號助推器采用液氧煤油貯箱結(jié)構(gòu),其中的四通件承擔著煤油的輸送與分流作用,然而,由于其高徑比大于1,成形過程容易產(chǎn)生失穩(wěn)起皺等缺陷,同時因其結(jié)構(gòu)復雜,傳統(tǒng)工藝難以整體成形,往往需要采用拼焊成形或機加工,導致生產(chǎn)的零件存在尺寸精度低、易出現(xiàn)虛焊、可靠性低等問題亟待解決[2,3]。本文針對非對稱四通件整體成形工藝進行研究,根據(jù)零件結(jié)構(gòu)特點,設計了串聯(lián)集成成形工藝方案,綜合理論分析與工藝試驗分析不同拉深比、液室壓力、壓邊力等參數(shù)對成形的影響,達到掌握最佳成形工藝的目的。
1 四通成形方案設計
1.1 產(chǎn)品結(jié)構(gòu)分析
圖1 為四通件結(jié)構(gòu)示意。零件整體呈球形,材料為5A06 鋁合金,在零件上共有4 個翻邊孔,其中上端有1 個法向孔,零件下端分別有1 個法向孔和1 個軸向孔,在側(cè)壁有1 個法向孔,各孔與主口直徑不等且位置非對稱,根據(jù)設計要求,零件的球體精度及各翻孔位置尺寸要求較高,其中角度公差要求為±0.5 °,因此如何減少加工變形而提高精度是成形的關(guān)鍵。

圖1 非對稱四通件模型Fig.1 Asymmetric Cross Part Model
1.2 工藝方案設計
為滿足零件尺寸精度要求,采用整體成形達到消除焊縫,減少焊接變形的目的,同時采用液壓脹形貼模+翻孔定位方式,提高各翻邊孔定位精度,鑒于零件整體呈非對稱結(jié)構(gòu),設計了如圖2 所示的工藝技術(shù)路線,采用“充液拉深+縮口+液壓脹形+翻孔”的方法:a)根據(jù)零件高度與寬度匹配計算,反求出所需成形的深筒形件尺寸,采用充液拉深工藝,實現(xiàn)深筒形件拉深[4];b)利用縮口成形,實現(xiàn)零件口部尺寸滿足設計要求;c)對縮口后零件內(nèi)部充填高壓液體,使其膨脹得到目標直徑球體[5];d)通過特殊結(jié)構(gòu)的翻邊模對球體進行翻邊,以達到各孔位置尺寸[6]。
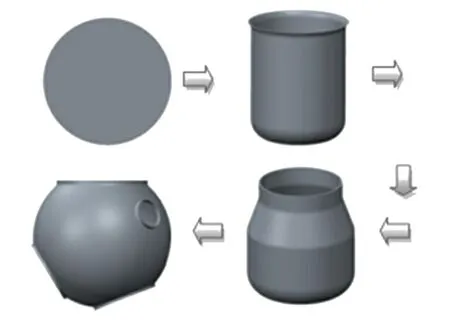
圖2 成形工藝流程Fig.2 Forming Process
2 深筒形件充液拉深
2.1 拉深過程機理分析
成形過程的受力分析如圖3 所示,在拉深過程中,板料按照材料變形情況可分為5 個區(qū)域:法蘭區(qū)、凹模圓角區(qū)、側(cè)壁區(qū)、凸模圓角區(qū)、筒底區(qū)[7]。
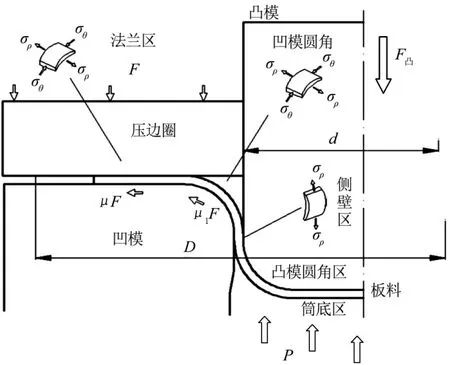
圖3 拉深時受力情況示意Fig.3 Stress Condition of Deep Drawing
在法蘭區(qū)材料主要受到徑向拉應力σρ和環(huán)向壓應力σθ作用,其中正向壓力F產(chǎn)生的摩擦力為F(μ1+μ),該摩擦力在側(cè)壁上產(chǎn)生的拉應力σf為

式中μ為壓邊圈摩擦系數(shù);μ1為凹模的摩擦系數(shù);d為凸模直徑;t為板材厚度。
在凹模圓角處,板料受到摩擦力為f1,受到的彎曲應力為σm,則凹模圓角與側(cè)壁相切處材料受到的徑向拉應力為σo=σf+f1+σm,帶入式(1)得:

在拉應力的作用下材料主要發(fā)生減薄變形,材料流入凹模后不再發(fā)生大的塑性變形。凸模圓角處的材料在變形開始時受到摩擦力的作用產(chǎn)生減薄,而后隨著法蘭區(qū)板料增厚產(chǎn)生一定的縮頸,此時減薄程度較大,并容易產(chǎn)生開裂,可通過調(diào)節(jié)壓邊力F,摩擦系數(shù)μ、μ1以及采用充液正拉深等來控制減薄[8]。
當采用充液拉深時,介入液室壓力P,此時受到板料的傳遞作用,將抵消一部分壓邊力F,從而減小其對側(cè)壁產(chǎn)生的拉應力σf,同時由于“流體潤滑”的效果,μ1的降低將使得σf進一步減小,而凹模圓角處存在液體潤滑同樣導致f1減小[9],上述3 個因素綜合最終減小σo,從而有效減輕了開裂的風險。
2.2 不同拉深比對壁厚的影響
為獲得所需筒形件,根據(jù)確定的坯料尺寸進行充液拉深模擬,數(shù)值模擬模型如圖4 所示。
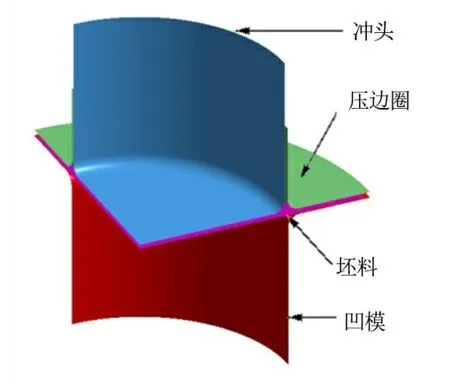
圖4 仿真模型建立Fig.4 Simulation Model
為了提高計算的精度,工具和板料的網(wǎng)格大小分別是:凸凹模、壓邊圈網(wǎng)格大小為3 mm,坯料網(wǎng)格大小為2 mm;材料模型采用36 號模型,即Hill 模型,單元類型4 節(jié)點Belytschko-Tsay 殼單元,沖頭設置為位移時間控制方式。根據(jù)拉深比的不同,拉深數(shù)值模擬的幾何模型參數(shù)如表1 所示。
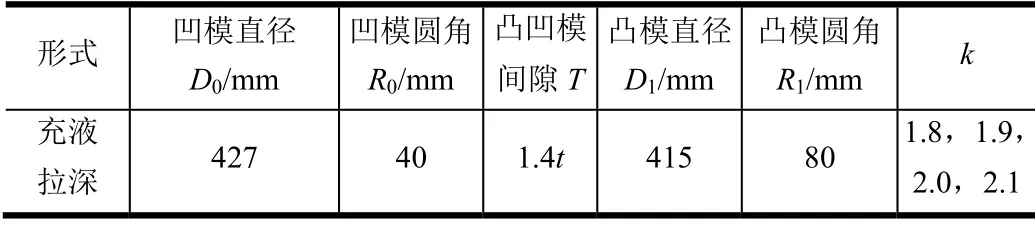
表1 筒形件拉深數(shù)值模擬幾何參數(shù)Tab.1 Numerical Simulation Geometric Parameters of Cylindrical Part Drawing
拉深比是原始坯料直徑與成形零件直徑的比值,為成形出深筒形零件,需采用較大的拉深比,在保持液室壓力初始5 MPa 條件下,圖5 表示了不同拉深比下零件的最小壁厚。
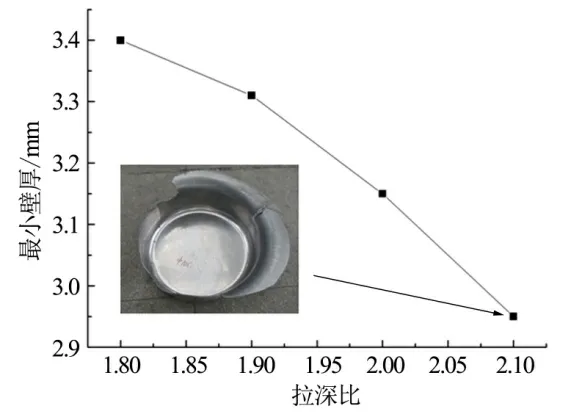
圖5 不同拉深比下零件的最小壁厚Fig.5 Minimum Thickness of Different Drawing Ratio
從圖5 中可以看出,隨著拉深比的逐漸增加,零件最小壁厚逐漸減小,當拉深比達到2.0 時,此時最小壁厚已經(jīng)減小至3.15 mm,進一步增大拉深比至2.1 時,零件最小壁厚僅為2.95 mm,實際試驗時出現(xiàn)了破裂缺陷。
2.3 不同液室壓力對壁厚的影響
為進一步優(yōu)化工藝參數(shù),提高零件的成形極限,逐步增加液室壓力數(shù)值,以每10 MPa 為單位增量分析不同液室壓力下,成形出深筒形件的最小壁厚情況如圖6 所示,可以看出隨著液室壓力的不斷增加,零件減薄情況得到改善,當液室壓力為10 MPa 時,零件拉深后最小壁厚為3.2 mm,當液室壓力增大至時30 MPa時,壁厚減薄得到較大改善,此時最小壁厚為3.75 mm,進一步增大液室壓力,最小壁厚變化逐漸平緩。
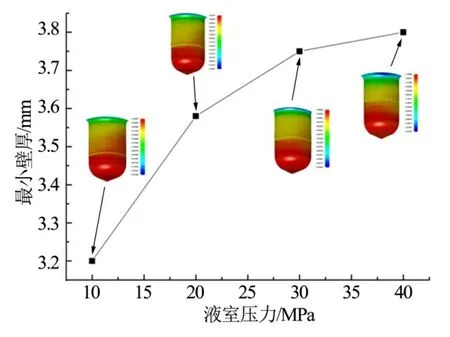
圖6 不同液室壓力下零件最小壁厚Fig.6 Minimum thickness of Different Chamber Pressure
2.4 壓邊力對拉深影響
由于本拉深零件深度大,高徑比達到1.2 左右,屬于深腔零件,因此壓邊力對拉深過程的影響較大[10],本文研究了不同壓邊力條件下零件的壁厚情況,分別設置壓邊力為30 T、40 T、50 T、60 T,圖7 為不同壓邊力下拉深件壁厚分布。
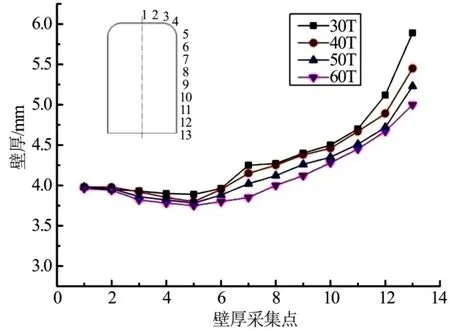
圖7 不同壓邊力下拉深件壁厚分布Fig.7 Wall Thickness Distribution of Different Blank Holder Force
從圖7 可以看出,拉深最大減薄位于凸模圓角處,隨著壓邊力的增加,零件的減薄量逐漸增大,由3.89 mm 降低至3.75 mm,當壓邊力為30 T 時,由于在拉深中后期壓邊面積減小,導致出現(xiàn)嚴重起皺缺陷(見圖8a),當增加壓邊力至40 T 時起皺減小,進一步增加壓邊力至50 T 時消除了起皺缺陷,如圖8b,最終得出合理的壓邊力一般控制在50 T 左右。
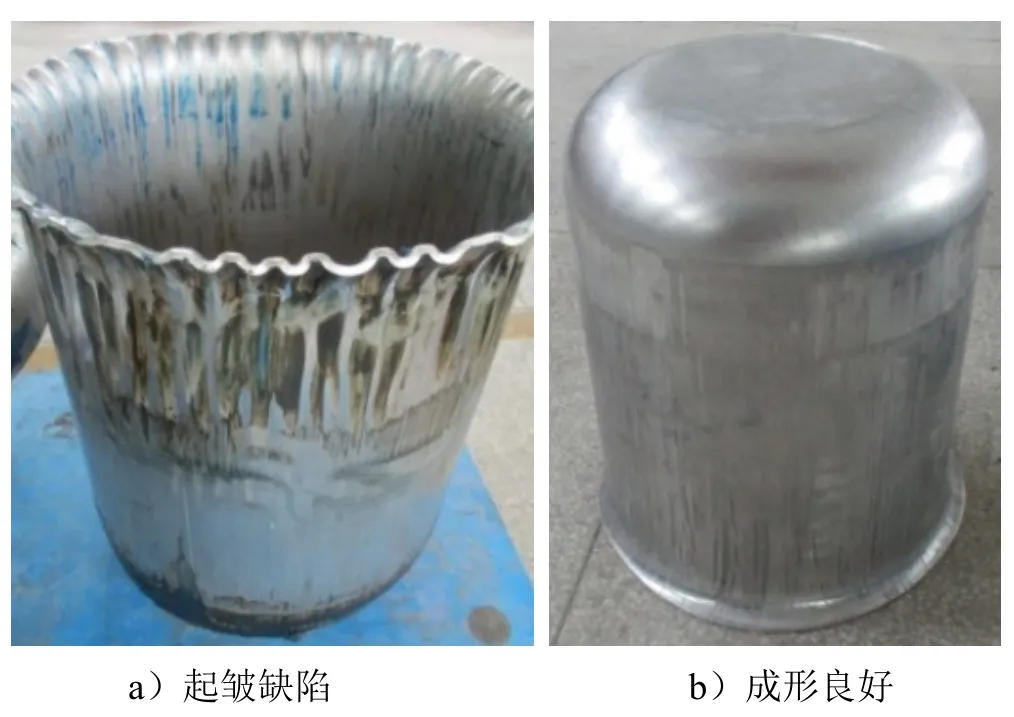
圖8 壓邊力對反拉深影響示意Fig.8 Blank Holder Force Influence to Negative Drawing
3 縮 口
為保證最終主口尺寸設計要求,采用縮口成形工藝,成形過程如圖9a 所示,反拉深后得到的筒形件利用縮口模實現(xiàn)將口部直徑縮小[11],通過采用口部潤滑方式保證產(chǎn)品不產(chǎn)生開裂褶皺缺陷,最終縮口后產(chǎn)品如圖9b 所示。
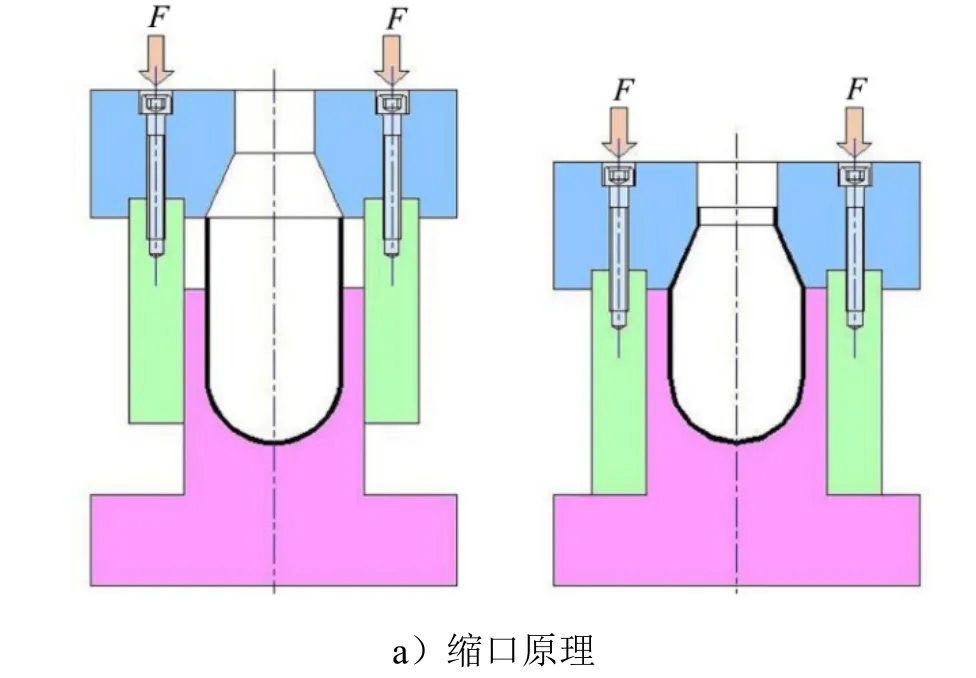
圖9 縮口成形過程示意Fig.9 Necking Process

續(xù)圖9
4 脹形+翻孔
針對非對稱四通件軸向孔與中心軸存在6.5°角度傾斜,同時相對中心軸線偏移58 mm,采用傳統(tǒng)工藝容易產(chǎn)生翻孔偏差,對此設計了“脹形+翻孔”組合工藝,在脹形模上對應翻孔處設計了凹面結(jié)構(gòu),在液壓脹形球體的同時,同步將凸包孔脹形出來,通過液壓將零件脹形貼模保證各翻邊孔位置定位準確,由于脹形凸包的定位效果,解決了非對稱四通翻孔過程定位問題。圖10 為翻孔過程應力分析。
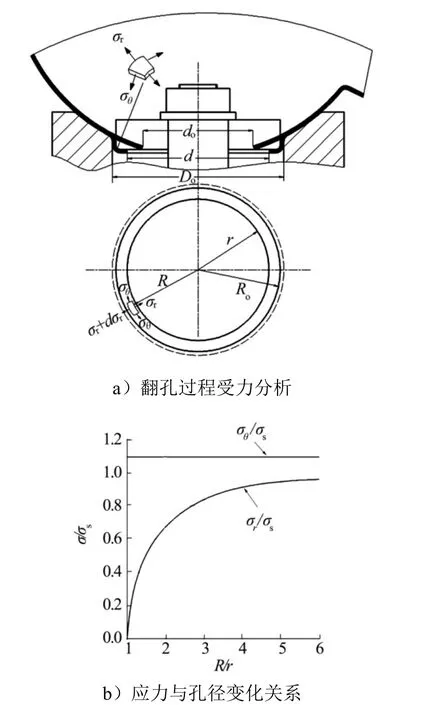
圖10 翻孔過程應力分析Fig.10 Stress Analysis of Hole-flanging
由于脹形后翻孔處材料受到擠壓進入模具凹面,完成了平底凸包的脹形,其變形區(qū)處于雙向受拉的應力狀態(tài),如圖10a 所示,此時材料受到徑向拉應力σr和環(huán)向拉應力σθ作用,σθ>σr,為求解上述2 個應力大小,建立1 個微分平衡方程式,即:

式中R為變形區(qū)任意處半徑。
另一個是塑性方程,取σ1=σθ,σ3=σr=0,β=1.1,則,

式中σ1為第1 主應力;σ3為第3 主應力;β為中間主應力σ2對于屈服條件的影響系數(shù),變化范圍為1~1.155。
聯(lián)立求解式(4)和式(5),即可求得當翻邊孔的半徑擴大為r時,變形區(qū)任意R處的徑向拉應力σr與切向拉應力σθ分別為[12]

當設定材料為理想塑性體時,獲得的翻孔過程變形區(qū)σr與σθ之間的關(guān)系如圖10b 所示,從圖中可以得出,定義孔徑變化系數(shù)時,當采用脹形凸包孔后翻孔時為ra,而直接在球面上開孔時為rb,由于ra>rb,因此λa<λb,故可以得出σa<σb,由此可知采用“脹形凸包+翻孔”出現(xiàn)開裂的風險相對直接在球面上制孔翻孔更低,更有利于零件的成形。
最終脹形及翻孔后得到的零件實物如圖11 所示,經(jīng)過翻孔零件最大減薄量為22.5%,形位尺寸偏差在±0.5°范圍內(nèi),滿足設計指標要求。

圖11 最終成形零件Fig.11 The Final Part
5 強度考核試驗
為進一步考核整體四通的性能,對成形后的四通裝配焊接后,采用液壓、氣密試驗進行強度考核,如圖12a 所示,經(jīng)考核,四通液壓氣密試驗滿足設計指標要求。同時,采用極限壓力測試四通承壓性能,如圖12b 所示,在零件上設置應變測量點以及位移計,以分析極限承壓下四通的變形情況,當產(chǎn)品在增壓至額定壓力時,位移測量數(shù)據(jù)為0.18 mm,滿足設計指標要求,后逐步增加壓力至7 MPa,保壓20 min,球體未發(fā)生破壞,試驗結(jié)束。
6 結(jié) 論
本文通過采用工藝串聯(lián)集成的方法,實現(xiàn)了非對稱四通件整體成形,得到以下結(jié)論:
a)采用“充液拉深+縮口+脹形翻孔”的組合工藝,實現(xiàn)了四通零件整體成形,并通過了承壓能力試驗考核,產(chǎn)品滿足液壓、氣密考核結(jié)果;
b)通過對充液拉深過程機理分析和模擬計算,并在此基礎(chǔ)上分析了拉深比,液室壓力,壓邊力等參數(shù)對成形的影響,當壓邊力為50 T 時,成形良好深筒形零件;
c)設計了“脹形凸包+定位翻孔成形”的組合工藝,在保證翻孔精度的同時,有效減少翻孔開裂的風險,經(jīng)過翻孔零件最大減薄量達到22.5%,形位尺寸偏差在±0.5°范圍內(nèi)。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52