水下連接器鍛件低溫沖擊韌性不合格原因分析及工藝改進措施研究
2021-08-21 07:53:44何恩*戚蒿楊陽金磊羅懿
化工裝備技術 2021年4期
何 恩* 戚 蒿 楊 陽 金 磊 羅 懿
(1. 海洋石油工程股份有限公司 2. 中海石油(中國)有限公司海南分公司 3. 中海油(天津)管道工程技術有限公司)
0 前言
在深水油氣開發技術中,水下生產系統是必不可少的一部分,其中包含水下井口、采油樹、管匯、PLET、PLEM等,而這些設備都需要通過跨界管或海底管線連接在一起[1]。水下連接器用于連接跨接管與時下設備(采油樹、管匯、PLET及PLEM等),其質量安全對整個油氣開發過程至關重要。
國內某深水油氣開發項目,需要定制特定結構的水下連接器,其材料等級采用DNVGL RP-0034標準SFC2等級,圖1為水下連接器鍛件粗加工的結構及沖擊韌性試樣取樣位置圖(包括近表面,1/4T處,1/2T處,3/4T處,T為厚度)。對比分析后可知,圖1中1#位置厚度遠大于2#,3#位置,粗加工完成后具體鍛件熱處理工藝如下。
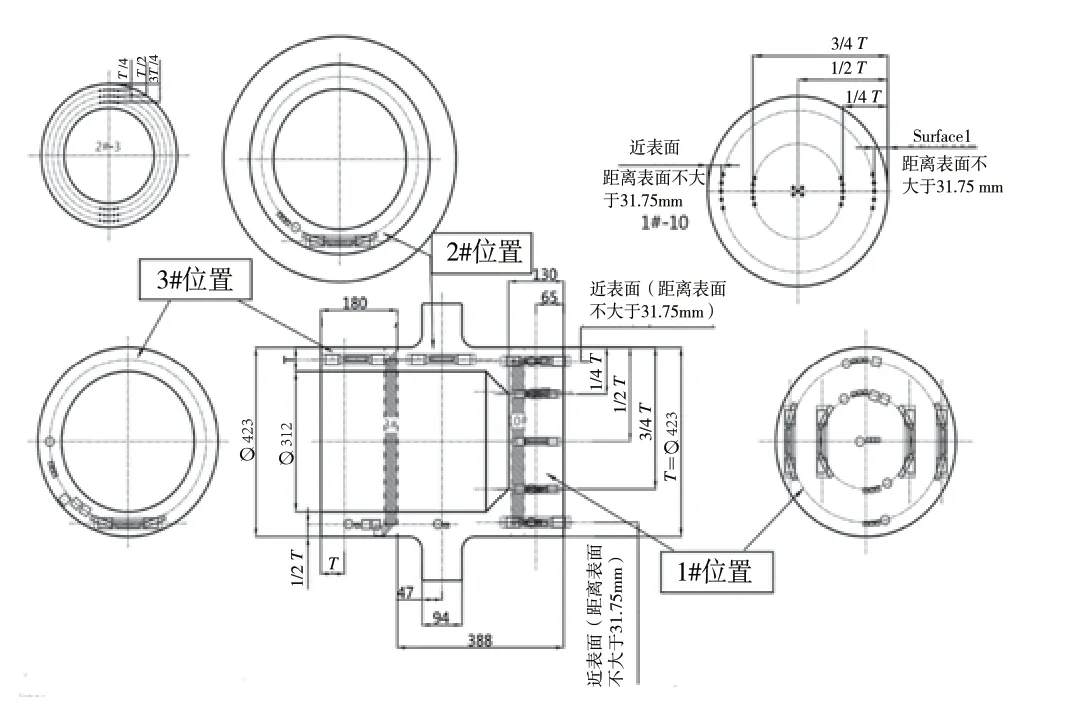
圖1 水下連接器鍛件結構及
(1)鍛件完成后,熱處理前按照最終尺寸留單邊4 mm余量進行粗加工。
(2)粗加工后進行正火及調質熱處理,熱處理工藝為:
a)正火溫度為 960 ℃,保溫時間為 30~45 min,正火后空冷。
b)淬火溫度為 920 ℃,保溫時間為30~45 min,淬火水冷,淬火前水溫控制在25 ℃以下,整個淬火過程水溫保持在35 ℃以下。
c)回火溫度為540~550 ℃,保溫時間為30~45 min,回火后空冷。
在1#位置內芯部位1/4T,1/2T,3/4T三處分別取縱向沖擊試件,試件規格為10 mm×10 mm×55 mm,在-46 ℃條件下,按照GB/T 229—2007標準實驗方法進行檢測。結果顯示,三處試件均存在某一沖擊韌性過低的情況,最小值僅為8 J,而1#位置近表面及2#,3#位置取樣的縱向沖擊試件均滿足項目規格書技術要求,即在-46 ℃條件下單個沖擊功不小于38 J,平均沖擊功不小于50 J。為了得出1#位置內芯部位的沖擊韌性值過低的原因,對材料、結構及熱處理工藝進行綜合分析,并提出了工藝改進措施。
1 材質分析
1.1 化學成分分析
從鍛件1#位置內芯部位取樣,采用SPECTROLABLAVM11直讀光譜儀進行化學成分分析,檢測結果可見表1。結果表明,其化學成分符合DNVGL RP-0034標準SFC3等級技術要求。
表1 化學成分分析結果(質量分數)
1.2 金相分析
用Observer A1m 金相倒置顯微鏡對1#位置內芯部位取樣的沖擊功韌性值過低試件、合格對比試件分別進行金相分析,試樣編號分別為J-1,J-2,分析結果可見表2和圖3。從圖3不難看出,J-1,J-2金相組織無明顯差異,均為粒狀貝氏體,晶粒度均為8.0級,但整體來看,晶界較粗糙,推測可能存在晶界過熱熔化或雜質元素在晶界處析出等情況[2]。
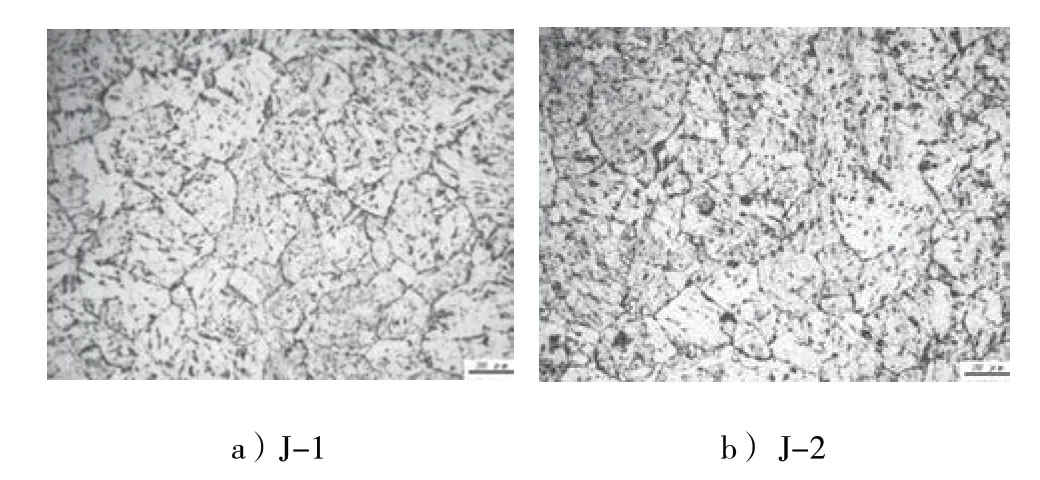
圖3 試樣顯微組織
表2 金相分析結果
2 微觀分析
采用Zeiss EVO 18掃描電鏡,分別選取1#位置內芯部位取樣的沖擊功韌性值過低試件、合格對比試件的沖擊斷口進行微觀分析,試樣編號分為S-1,S-2,典型形貌如圖4所示。從圖4中可以看出,S-1斷口為脆性斷口[3],呈現準解理的微觀形貌,河流花樣清晰,S-2斷口也存在準解理特征[4],但具有較大的塑性變形,說明其沖擊韌性較好。
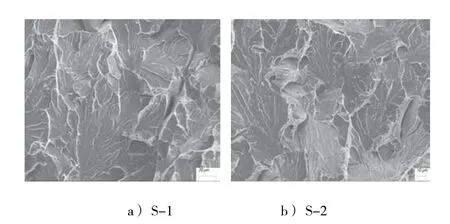
圖4 試樣沖擊斷口形貌
S-1斷口多處晶界位置發現典型的晶界熔化特征,如圖5 a)中箭頭標注位置,進一步觀測后可知,熔化特征部位呈現多孔結構,如圖5 b)所示,推測為晶界過熱所致。
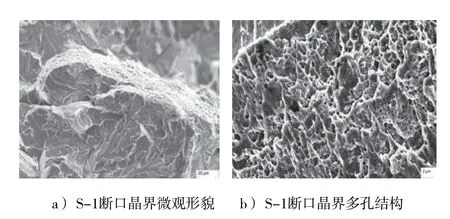
圖5 S-1斷口晶界微觀形貌及多孔結構
分別選取多孔結構特征的晶界與相鄰晶粒進行化學成分對比分析,經斷口多次取樣測試后可知,兩者所含的化學元素種類基本一致,主要包括C,Si,Cr,Mn,Fe,Ni等元素,且兩者中各相同元素的含量不存在明顯差異,其余微量元素(如Mo,Cu,Al,Nb,V等)均未檢出,經分析后可知,晶界位置未發現明顯有害微量元素聚集,故排除有害微量元素偏析造成晶界缺陷的可能性。
3 原因分析
材料、結構及熱處理工藝是鍛件韌性的主要影響因素。水下連接器鍛件經過高溫鍛造,厚度較大位置近表面與厚度較小位置取得樣品的低溫沖擊韌性值均滿足技術規格書要求,說明該原材料選型合理,經過材質分析,化學成分合格,故排除材料因素造成的影響。
在熱處理工藝過程中的各個階段,溫度控制會對產品的性能起決定性作用。結合產品的結構和斷口微觀分析結果可知,產品局部厚度較大,在熱處理過程中,特別是淬火階段,其內芯部位的散熱效果較差[5],局部過熱導致晶界位置燒傷熔化,大大降低了其低溫沖擊韌性。
4 解決措施
根據分析得到的原因,對水下連接器鍛件熱處理工藝進行改進,有效控制熱處理工藝溫度變化,最終對厚度較大部位的內芯取樣并檢驗,其低溫沖擊韌性合格。熱處理工藝主要改進措施包括以下幾點:
(1) 正火空冷,正火溫度從960 ℃下調至900 ℃,保溫時間僅為30 min。
(2) 淬火水冷,淬火溫度從920 ℃下調至870 ℃,保溫時間僅為30 min。
(3) 設計制定高壓水泵噴水方案,加大水泵排量,水泵噴水管口插入鍛件加工孔內。
(4) 淬火前下調水溫,控制在25 ℃以下。
(5) 利用吊鉤吊起鍛件,轉移時間控制在90 s以內,鍛件吊入后強烈擺動,對鍛件表面需要有足夠的擾動水流沖擊,直到鍛件完全冷卻。
(6) 回火空冷,回火溫度從540~550 ℃上調至620 ℃,保溫時間僅為30 min。
5 結論
(1) 水下連接器鍛件沖擊韌性值過低的部位均位于結構厚度較大位置的內芯部位。
(2) 由于內芯部位厚度過大,在淬火階段散熱效果較差,局部過熱,導致晶界位置燒傷熔化,最終使其低溫沖擊韌性大大降低。
(3) 熱處理工藝改進后,鍛件內芯部位的散熱情況得到明顯改善,最終產品的低溫沖擊韌性合格。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06