鋁合金薄壁外殼數(shù)控車加工工藝設(shè)計(jì)應(yīng)用
2021-08-19 03:51:56馬先銘
機(jī)械工程師 2021年8期
馬先銘
(江蘇師范大學(xué),江蘇 徐州 221116)
0 引言
薄壁殼類零件在工業(yè)中應(yīng)用非常廣泛,它具有質(zhì)量輕、節(jié)約材料、結(jié)構(gòu)緊湊等特點(diǎn)。回轉(zhuǎn)體的薄壁零件一般選擇在車床上進(jìn)行加工也是車削中的難題,原因是薄壁零件一般形狀結(jié)構(gòu)多樣且復(fù)雜,剛性相對(duì)不足,機(jī)械加工時(shí)容易變形,形位誤差增大,不易保證零件的加工質(zhì)量。
薄壁零件的生產(chǎn),需設(shè)計(jì)合理的加工工藝、專用夾具和車削刀具。在數(shù)控車床上加工,可提高加工精度并有著較高的生產(chǎn)效率。在充分考慮加工工藝對(duì)零件加工質(zhì)量的影響后,對(duì)工件的裝夾、刀具選用和切削參數(shù)、數(shù)控車程序的編制等方面進(jìn)行設(shè)計(jì)。有效克服薄壁工件加工困難,確保加工零件的精度要求。
1 設(shè)計(jì)思路與過程
1.1 鋁合金薄壁外殼的結(jié)構(gòu)和加工工藝分析
圖1所示工件是礦用防爆電器產(chǎn)品上的一外殼零件,AL102鋁合金壓鑄件,生產(chǎn)形式為大批量加工,對(duì)零件的互換性要求較高。其左端面上設(shè)置有兩個(gè)偏心接線嘴1,工件整體為薄壁殼體結(jié)構(gòu),平均壁厚為3~4 mm。
礦用產(chǎn)品防爆電器的外殼在其性能和零件結(jié)構(gòu)、技術(shù)要求等方面,國(guó)家標(biāo)準(zhǔn)GB3836-2010,行業(yè)標(biāo)準(zhǔn)及企業(yè)標(biāo)準(zhǔn)中都有著特殊規(guī)定,無論從外殼結(jié)構(gòu)和技術(shù)質(zhì)量、形位公差和表面質(zhì)量等方面要求均較高。
圖1所示工件為圓形回轉(zhuǎn)體,宜選擇在數(shù)控車床上加工[2]。其中槽2、外防爆面3和內(nèi)防爆面5、內(nèi)凸臺(tái)4(如圖1)的同軸度、垂直度、圓度等都有嚴(yán)格的要求,必須一次定位裝夾中加工完成所有幾何尺寸至要求,不可重復(fù)定位安裝。
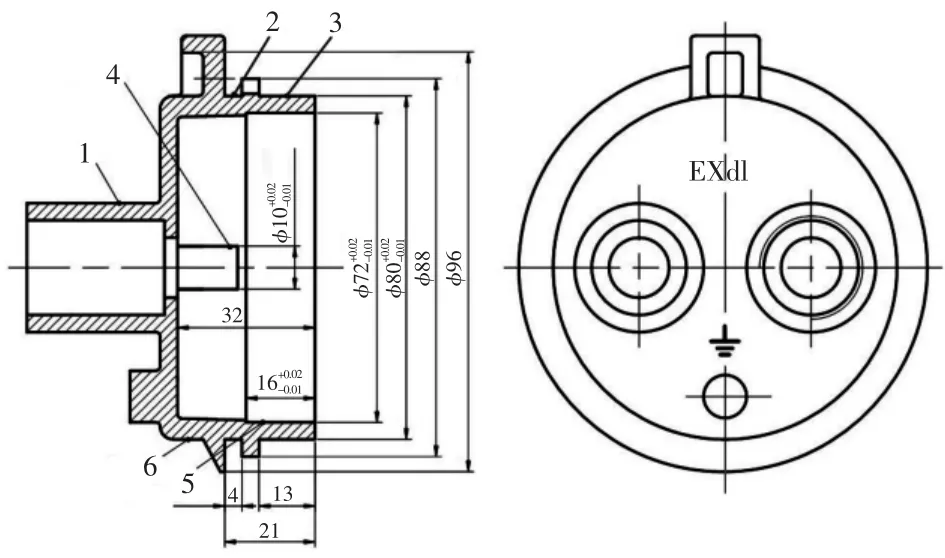
圖1 工件示意圖
以外凸臺(tái)6位置作為工件的定位基準(zhǔn),裝夾在車床三爪卡盤上一次安裝車削全部的幾何尺寸。如圖1所示,此工件本工序有5個(gè)工步位置要加工,所使用的車刀涉及外圓刀、外溝槽刀、端面車刀、鏜孔刀及中心位置的內(nèi)凸臺(tái)刀等多種類型。
1.2 工件裝夾方案及夾具設(shè)計(jì)
1.2.1 工件裝夾定位工藝分析
由于圖1所示工件是鋁合金材料的薄壁類殼體,工件在裝夾時(shí)存在以下幾個(gè)方面的問題:首先鋁合金材質(zhì)質(zhì)地較軟,又屬于薄壁類零件,裝夾易變形造成工件形位公差超差,嚴(yán)重的情況甚至工件被夾扁造成報(bào)廢,不宜采用較大的夾緊力[3]。還要解決工件變形首先要加大卡爪與工件的接觸面積,而傳統(tǒng)卡爪夾緊與工件的接觸僅為點(diǎn)線接觸,接觸面積小,因此必須對(duì)卡爪進(jìn)行改進(jìn)。由于圖1所示工件有兩個(gè)偏心接線嘴1且長(zhǎng)度較長(zhǎng),傳統(tǒng)的三爪卡盤的卡爪已不適用。
另一方面選擇外凸臺(tái)6為工件加工的裝夾定位,此處是工件平均壁厚最大也是唯一可以選擇的位置。但此凸臺(tái)6長(zhǎng)度較短,外圓又有1.5°的鑄造拔模斜度,不利于工件的裝夾。充分考慮上述幾個(gè)方面的因素發(fā)現(xiàn),必須對(duì)設(shè)計(jì)制造專用的卡爪來適應(yīng)工件的裝夾要求。
1.2.2 夾具的設(shè)計(jì)
圖2所示為改制的三爪卡盤卡爪,由卡爪主體1、斜面2、錐臺(tái)圓弧面3組成。斜面2(如圖2)是工件安裝時(shí)與工件斜面13(如圖1)貼合作為工件的軸向定位基準(zhǔn),錐臺(tái)圓弧面3是工件夾持工件外凸臺(tái)6(如圖1)的徑向定位基準(zhǔn)。
加長(zhǎng)卡爪的軸向長(zhǎng)度以適應(yīng)工件長(zhǎng)度裝夾要求,需專門定制未進(jìn)行熱處理的軟爪進(jìn)行改制后使用。按照工件外凸臺(tái)6的斜度車出錐臺(tái)圓弧面3,按照工件斜面3(如圖1)的斜度車削圖2所示的斜面位置。錐臺(tái)圓弧面3車加工后形成較大的圓弧面,增大了卡爪的夾持面積,可避免工件夾持變形,重復(fù)定位精度穩(wěn)定。
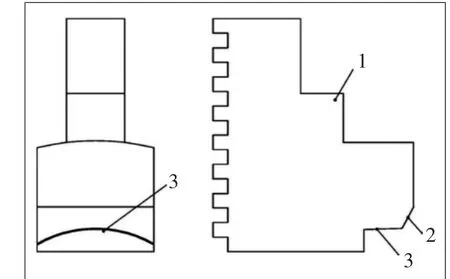
圖2 卡爪結(jié)構(gòu)示意圖
1.3 刀具選擇
圖1所示零件車削加工部分為外溝槽2、外防爆面3、內(nèi)凸臺(tái)4、內(nèi)防爆端面5等。因此,數(shù)控車加工過程中至少選擇4把刀具,具體如下:
T01:焊接式硬質(zhì)合金外圓車刀,刀片為C型,主偏角95°,主要用于加工外輪廓的粗、精加工。采用較大的主偏角Kr=95°,負(fù)偏角Kr′=10°,主后角α0=8°、副后角α0′=5°,選用γ0=15°的前角,λσ=-2°的負(fù)值刃傾角,刀具刀刃鋒利切削力減小,刀具切削中車削阻力小產(chǎn)生的切削熱降低,工件變形量減小[1]。刀具磨制較大的圓弧斷屑槽,刀刃的鋒利排屑順利。刀尖取R0.2 mm的圓弧修光刃。精車時(shí)采用小吃刀量、反向走刀的方法并選用合理的主軸轉(zhuǎn)速和進(jìn)給速度可達(dá)到較小的表面粗糙度值。
T02:焊接式硬質(zhì)合金內(nèi)孔車刀,刀片為C型,主偏角為93°,主要用于內(nèi)孔輪廓的粗、精加工。采用Kr=93°的主偏角、10°的負(fù)偏角、5°的主后角和副后角、15°的前角,使徑向切削力較小切削輕快[1]。選用R30的圓弧斷屑槽,刀刃鋒利不易粘附切屑瘤,容屑能力強(qiáng)、排屑順暢,有利于車削內(nèi)防爆面5(如圖1)位置高表面質(zhì)量[3]。
T03:凸臺(tái)車刀,屬特殊制作磨制的焊接式硬質(zhì)合金外圓車刀,C型刀片,刀片寬度8 mm,主后角α=10°,副偏角8°。
T04:機(jī)夾式硬質(zhì)合金切槽刀,刀片寬度為3 mm,主后角為8°,兩個(gè)副后角為5°,主要用于加工外槽的粗、精加工。
所選定的刀具參數(shù)如表1所示,以便編程和操作管理。
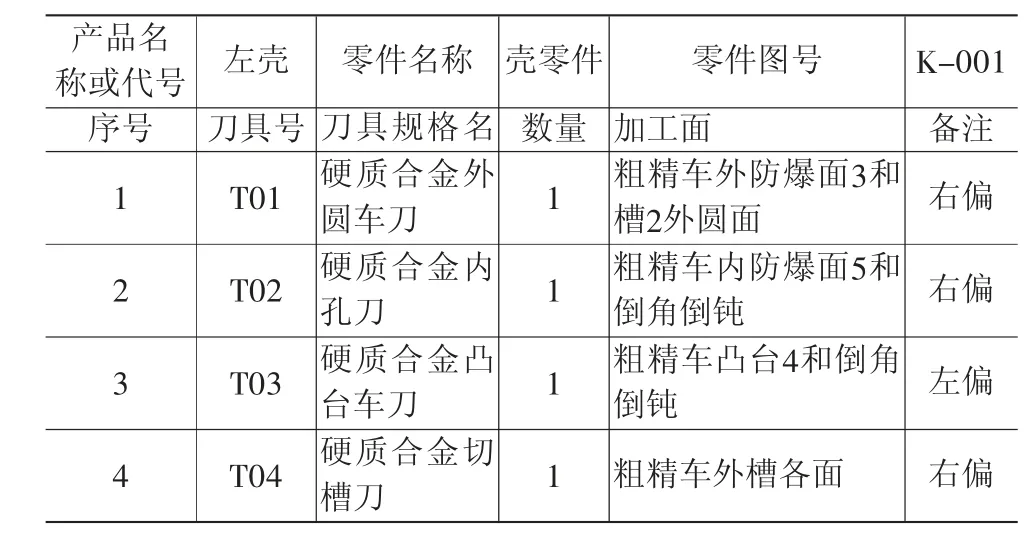
表1 薄壁外殼數(shù)控加工刀具卡片
1.4 安排加工順序
圖1所示工件的加工順序?yàn)椋汗ぜ殇X合金壓鑄件,毛坯切削余量不大,為2 mm左右,考慮內(nèi)外防爆面的精度和表面粗糙度的要求,加工時(shí)應(yīng)分為粗車和精車,可提高零件的加工精度。從圖1所示工件分析來看,其有內(nèi)孔面也有外圓表面,加工順序應(yīng)為先粗車內(nèi)、外表面,再精車內(nèi)表面和外表面。
1.5 選擇切削用量
粗加工一般以提高生產(chǎn)效率為主,選擇盡可能大的背吃刀量和進(jìn)給量,同時(shí)兼顧考慮經(jīng)濟(jì)性和加工成本;精加工首先保證加工質(zhì)量,選擇較高的切削速度和較小的進(jìn)給量,同時(shí)兼顧切削效率、經(jīng)濟(jì)性。 根據(jù)圖1所示工件的各工步內(nèi)容選擇使用的刀具,粗車時(shí)選擇主軸轉(zhuǎn)速800 r/min,橫向進(jìn)給量與縱向進(jìn)給量選擇0.2~0.3 mm/r,切削深度為1~2 mm;精車時(shí)主軸轉(zhuǎn)速為1200 r/min,橫向進(jìn)給量與縱向進(jìn)給量選擇0.05~0.10 mm/r,切削深度為0.1~0.2 mm。
1.6 工藝文件設(shè)計(jì)
綜合上述工藝分析的各項(xiàng)內(nèi)容,制定數(shù)控車加工工藝卡,如表2所示。
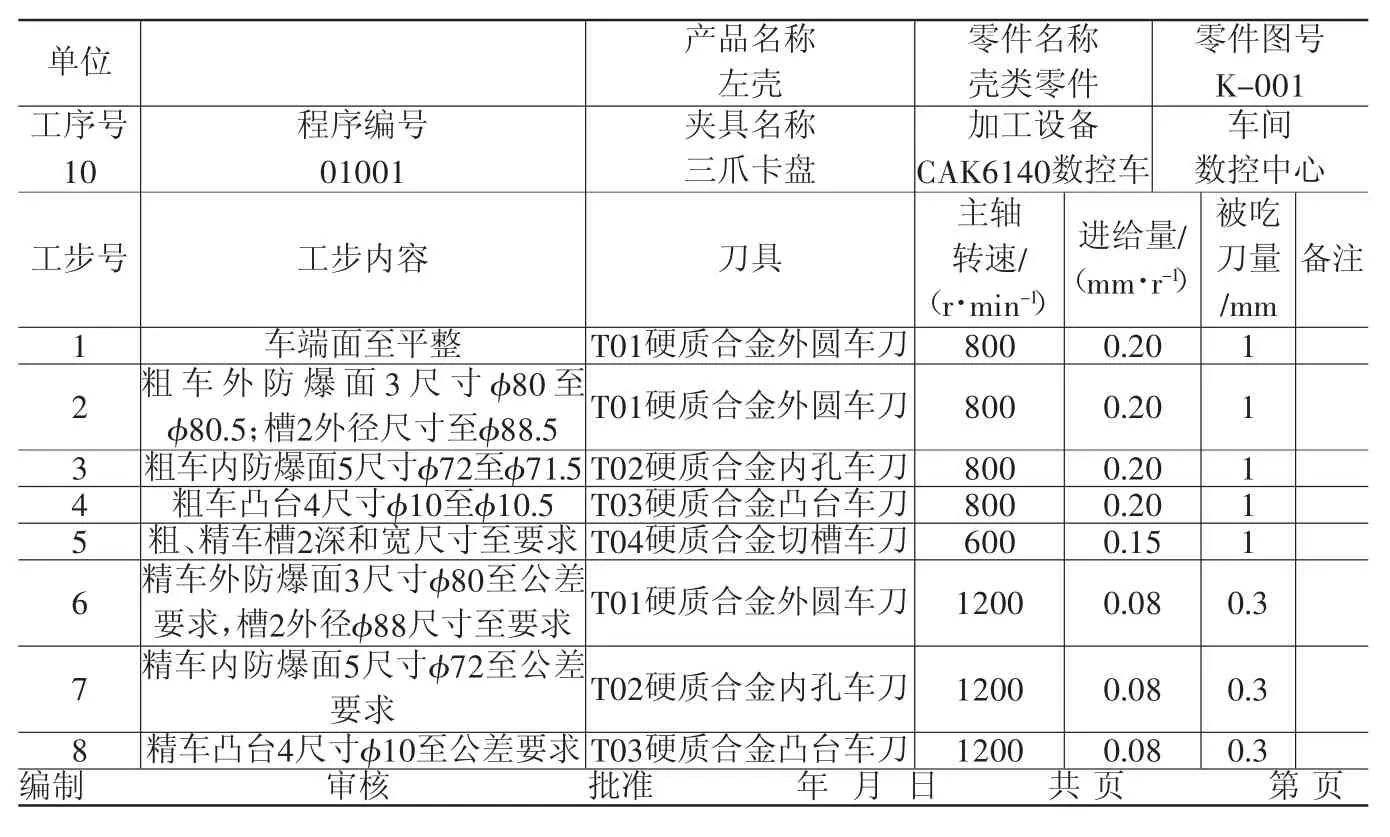
表2 薄壁外殼數(shù)控加工工藝卡
1.7 程序編制
在FANUC-oi數(shù)控系統(tǒng)的數(shù)控車床上加工圖1所示薄壁外殼,由于篇幅所限只對(duì)其精加工部分程序進(jìn)行表述。薄壁外殼精加工程序編制如表3中所示。
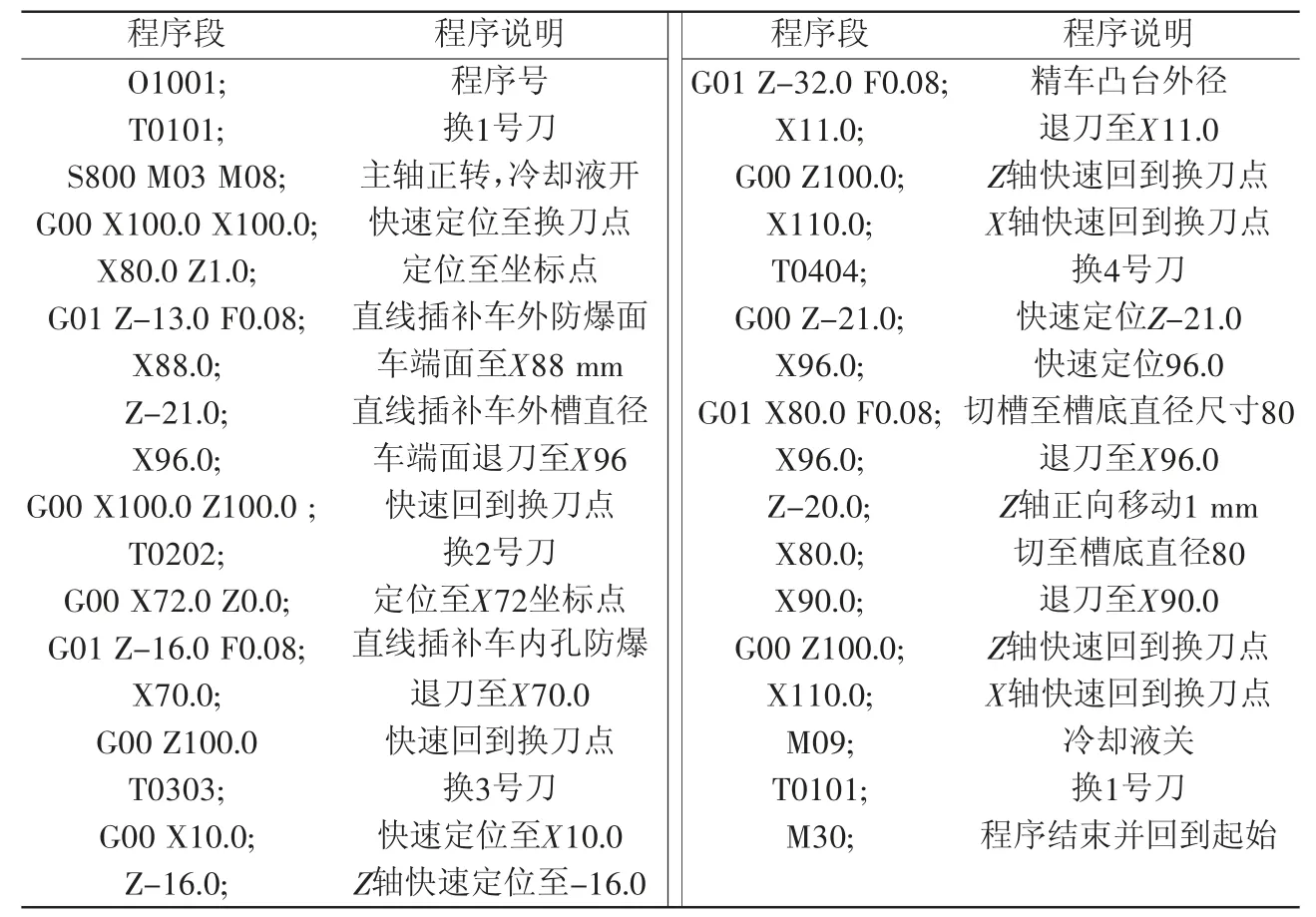
表3 薄壁外殼數(shù)控加工精加工程序清單
2 鋁合金薄壁外殼的加工
2.1 工件安裝
如圖3所示,卡爪設(shè)計(jì)并車加工后與三爪卡盤裝配,工件鑄造毛坯件裝入卡爪2上的錐臺(tái)圓弧面,并使卡爪2上的斜面與工件斜面貼合定位,然后施加一定的預(yù)夾緊力,開車查看工件是否與車床主軸同心,無誤后對(duì)鑄件毛坯適當(dāng)力度夾緊即可進(jìn)行車削加工。裝夾鑄件毛坯時(shí)不可用力過度,防止工件由于夾緊力過大而造成工件夾扁或變形。
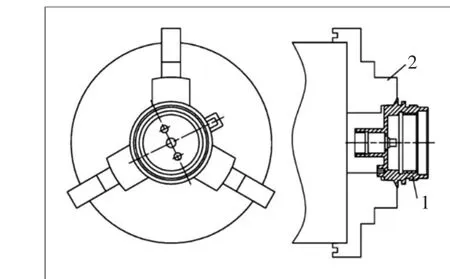
圖3 工件安裝示意圖
2.2 工件加工
1)根據(jù)圖1所示工件的各工步內(nèi)容選擇使用的刀具,粗車時(shí)選擇主軸轉(zhuǎn)速800 r/min,橫向進(jìn)給量與縱向進(jìn)給量選擇0.2~0.3 mm/r,切削深度為1~2 mm。精車時(shí)主軸轉(zhuǎn)速為1000 r/min,橫向進(jìn)給量與縱向進(jìn)給量選擇0.05~0.10 mm/r,切削深度為0.1~0.2 mm[4]。
2)精加工過程中,主軸轉(zhuǎn)速調(diào)整至1200 r/min,進(jìn)給量選擇0.08 mm/r,切削深度為0.1 mm,大幅度提高了工件的表面粗糙度質(zhì)量要求。
本工藝在FANUC系統(tǒng)數(shù)控車床上加工圖1所示工件尤其適用,程序的編制簡(jiǎn)單、節(jié)約刀具調(diào)換、調(diào)整等輔助時(shí)間,可確保工件的互換性,顯著提高加工質(zhì)量,生產(chǎn)效率大幅度提高。
3 結(jié)論
針對(duì)礦用防爆電器鋁合金薄壁外殼車削工藝的設(shè)計(jì),已在實(shí)際生產(chǎn)應(yīng)用中得到了驗(yàn)證,實(shí)踐證明達(dá)到了以下目的和效果:1)專用卡爪的設(shè)計(jì)解決了鋁合金薄壁外殼裝夾易變形的工藝難題,重復(fù)定位準(zhǔn)確、精度高;2)工藝設(shè)計(jì)科學(xué),程序編制合理,工件加工節(jié)省了工時(shí),大幅度提高了生產(chǎn)效率。
