小徑管對接接頭相控陣超聲檢測工藝研究
2021-08-19 00:25:34顧祁超
電站輔機 2021年2期
顧祁超
(上海電氣電站設備有限公司電站輔機廠,上海 200090)
0 概況
某換熱器換熱管對接接頭擬采用超聲方法進行檢測,由于小徑管超聲檢測時,聲束在管道中衰減嚴重,回波反射率低,且回波波形較為復雜,檢測結果易受人為因素干擾,所以利用常規(guī)的檢測手段難以獲得較好的檢出率[1]。
相控陣超聲檢測技術是一種可記錄式超聲檢測方法,通過計算機對聲束的偏轉、延遲和聚焦,形成扇形掃描(S-scan)、B顯示(橫斷面)和C顯示(水平面)等多種圖像顯示,可利用二維坐標對缺陷進行定位定量。與普通單晶探頭擴散且單向的聲場分布不同,相控陣探頭聲束聚焦且可轉向,更易檢出不同方向性的缺陷,有利于缺陷發(fā)現(xiàn),可用于非標小徑管的檢測。
1 工藝設計
1.1 被檢對象
被檢對象為薄壁換熱管對接焊接接頭及熱影響區(qū),集管和換熱管材質(zhì)均為低合金鋼,換熱管尺寸為?32×3.5 mm,V形坡口,鈍邊間隙1 mm,氬弧焊焊接,焊縫外表面寬度實測約10~11 mm,熱影響區(qū)寬度經(jīng)晶相組織分析,約2~3 mm。
1.2 檢測難點
熱管尺寸小于NB/T 47013.3-2015《存壓設備無損檢測》中II型焊接接頭超聲檢測使用范圍下限為?32×4 mm。采用手工脈沖反射式超聲和相控陣超聲檢測均面臨兩個難點。其一,由于焊縫余高和探頭前沿,即使采用70°探頭時往往只能采用二次波和三次波,又由于反射面直徑較小,超聲聲束在管內(nèi)外表面反射過程中聲能由于透鏡效應急劇發(fā)散,使得檢測靈敏度較低;其二,薄壁焊縫超聲檢測時易在焊縫根部和余高中產(chǎn)生的變形波,大K值探頭可能產(chǎn)生的表面波,均會影響缺陷的判定。
1.3 檢測設備
檢測采用奧林巴斯OMNISCAN MX2 32:128 PR相控陣超聲檢測設備,可同時激發(fā)32個陣元,通過轉接器可同時連接2個相控陣超聲檢測探頭對焊縫進行雙面雙側掃查。
選用自聚焦相控陣探頭,為兼顧分辨力、信噪比和聚焦性能,檢測采用7.5 MHz自聚焦相控陣探頭,楔塊銑弧曲率和檢測面曲率匹配。為獲得更好的角度偏轉能力,采用32陣元8 mm×7 mm探頭。
1.4 扇掃角度
采用ULTRAVISION軟件模擬扇掃檢測時的聲場覆蓋,由于焊縫余高和探頭前沿,為使得一次波盡可能覆蓋焊縫根部,檢測時將探頭盡可能靠近焊縫,步進偏置設置為6 mm。根據(jù)仿真結果,一次波69°~75°可覆蓋焊縫根部2.8 mm~3.5 mm范圍,實際檢測作用有限。考慮到焊縫余高和根部的不規(guī)則性對聲束傳播可能造成不良影響,實際上二次波有效聲束角度范圍為45°~72°,覆蓋焊縫0 mm~3 mm范圍,三次波有效聲束角度范圍為45°~51.5°,覆蓋焊縫3 mm~3.5 mm范圍。檢測時以二次波為主,焊縫根部區(qū)域主要由一次波檢測,三次波輔助檢測。
1.5 聚焦模式
小徑管相控陣超聲檢測的超聲聚焦情況包括三個方面:一是通過計算機對晶片的發(fā)射和聚焦的延遲控制實現(xiàn)聚焦[2],二是自聚焦探頭弧面晶片產(chǎn)生的線聚焦效果,三是曲面楔塊產(chǎn)生的聚焦效果。通過試驗發(fā)現(xiàn),檢測時采用深度聚焦模式,聚焦深度設置為二倍管徑可在二次波范圍內(nèi)獲得較好的分辨力和靈敏度。
1.6 對比試樣
小徑管超聲檢測靈敏度校驗一般采用GS系列試塊。另加工對比樣管一件,由一段換熱管加工而成,在一半壁厚位置加工?2 mm通孔一處。根據(jù)在GS試塊和該對比樣管上得到的距離-波幅曲線(見圖1),對比樣管校驗時在二次波聲程范圍內(nèi)進行了更多的靈敏度補償,而GS試塊無法補償換熱管內(nèi)表面對聲束的發(fā)散,故薄壁小徑管檢測時宜采用同規(guī)格換熱管制作對比試樣用于靈敏度校驗。

圖1 距離-波幅曲線對比圖
2 驗證試驗
分別制作人工槽的對比試塊和帶有自然缺陷的模擬試塊,驗證檢測工藝對缺陷的檢出能力和定量準確度。
2.1 對比試驗
對比試樣參考API 1104-2005《管道及相關設施焊接標準》,在無缺陷焊接件上刻槽,槽寬1 mm,槽深分別為0.2 mm、0.37 mm、0.6 mm、1.0 mm,設計圖如圖2。

圖2 對比樣管示意圖
對試樣外壁刻槽檢測結果如圖3,缺陷均能檢出。通過二次波檢測試樣外壁缺陷,波束經(jīng)過內(nèi)壁母材反射,信噪比較高。
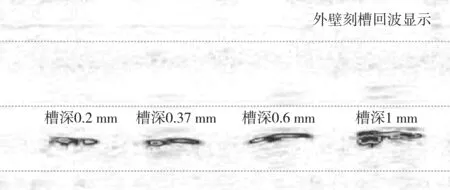
圖3 外壁刻槽回波顯示圖
對試樣內(nèi)壁槽檢測結果如圖4,缺陷均能檢出,但0.2 mm刻槽信噪比較差,容易被根部信號遮擋。通過直射波回波檢測試樣內(nèi)壁缺陷,細小缺陷易受根部成形的影響。

圖4 內(nèi)壁刻槽回波顯示圖
2.2 模擬試驗
制作模擬試樣3根,模擬試樣采用與實際產(chǎn)品相同工藝焊接,試樣中制作各類產(chǎn)品中可能存在的缺陷,試樣要求如表1。
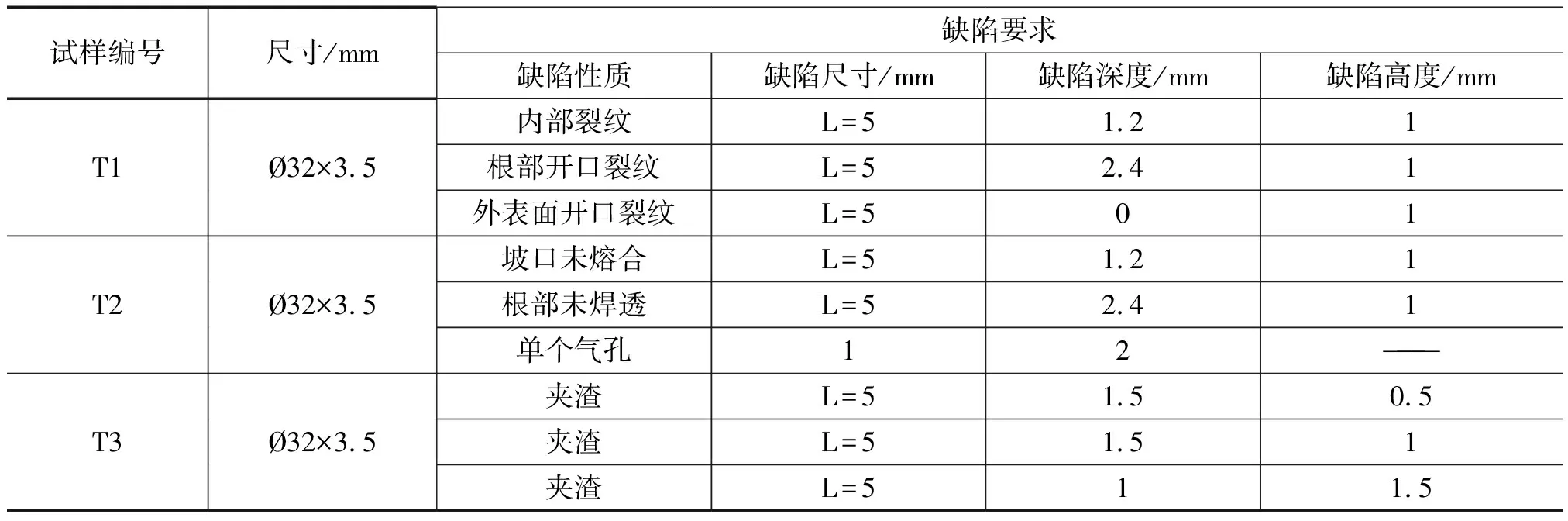
表1 模擬試樣制作要求
將相控陣檢測結果與CR檢測結果對比,結果分別如表2、圖5一圖8。

表2 模擬試驗結果對比

圖5 T1試樣裂紋相控陣顯示與CR顯示對比圖
根據(jù)檢測結果可見(圖5、圖6、圖7),相控陣檢測對高度約為1 mm的內(nèi)部及表面裂紋、未熔合和未焊透均能有效檢出。相控陣檢測可發(fā)現(xiàn)焊縫內(nèi)部實際大小約為?0.5 mm的單個氣孔回波信號(圖8),其回波幅度一般低于定量線靈敏度。相控陣檢測得出的缺陷長度同缺陷設計尺寸接近,偏差在1 mm范圍內(nèi),為減小測量誤差,可將編碼器步進控制在0.5 mm。
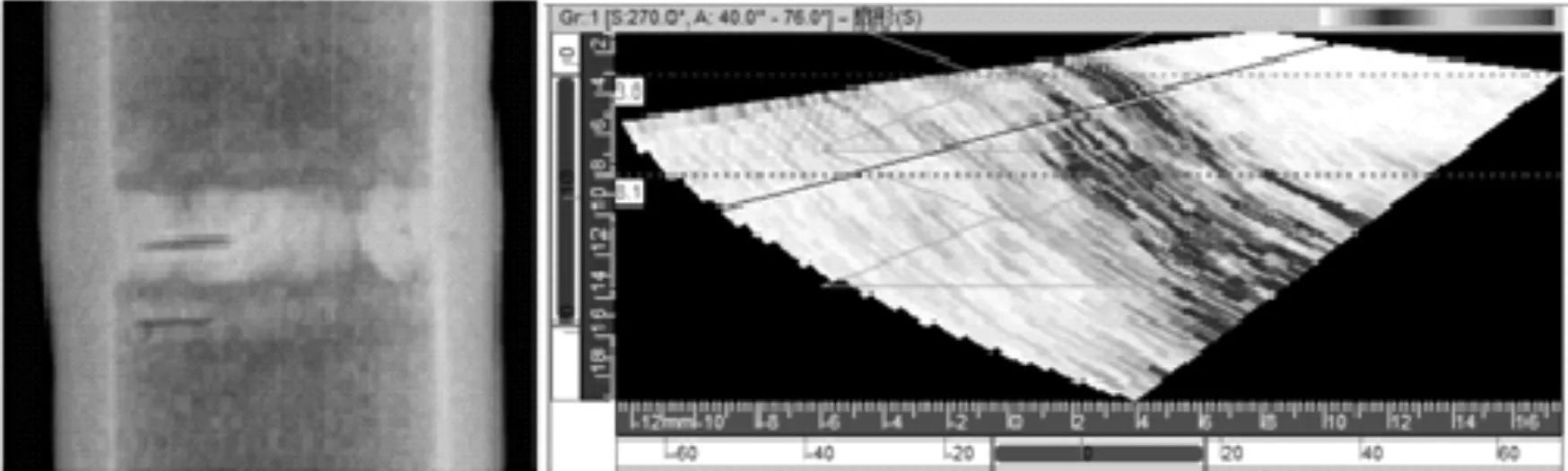
圖6 T2試樣未熔合相控陣顯示與CR顯示對比圖

圖7 T2試樣未焊透相控陣顯示與CR顯示對比圖

圖8 T2試樣氣孔相控陣顯示與CR顯示對比圖
3 結 語
通過軟件仿真和對比試驗,對薄壁小徑管相控陣超聲檢測的探頭頻率、步進偏移、扇掃角度、聚焦方式和對比試樣進行優(yōu)化,經(jīng)驗證檢測工藝能夠發(fā)現(xiàn)各類缺陷,滿足產(chǎn)品質(zhì)量要求。實際檢測過程中,探頭前沿到焊縫中心距離和耦合效果直接影響檢測圖像的判讀和最終的檢測結果。檢測人員在檢測時需要關注焊縫表面粗糙度、橢圓度、焊縫間隙、錯邊和蓋面偏移等可能造成探頭步進偏移誤差的因素。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13