基于Moldflow的透鏡雙折射優(yōu)化分析
2021-08-19 02:25:46周大路
實(shí)驗(yàn)室研究與探索 2021年7期
周大路
(華東交通大學(xué)工程訓(xùn)練中心,南昌330013)
0 引 言
光學(xué)塑料是經(jīng)常用到的材料,其主要使用于光學(xué)元器件,在材料加工過程中經(jīng)常會遇到透過的光線產(chǎn)生相位差的問題,在成像時(shí)出現(xiàn)雙重影像,這就是雙折射現(xiàn)象。盡管這種現(xiàn)象無法徹底根除,但把這種不良現(xiàn)象的影響降到最低甚至可以忽略不計(jì)是我們一直在努力的目標(biāo)[1-2]。
透明材料的折射指數(shù)屬于無量綱屬性,該屬性指定光在材料中傳播時(shí)的減速因子。對于大多數(shù)材料而言,折射指數(shù)與光的傳播方向和偏振無關(guān),但應(yīng)力可以改變材料的折射指數(shù)。如果不同方向的應(yīng)力有所不同,則材料的折射指數(shù)可能取決于入射光的偏振,這種現(xiàn)象即稱為雙折射。透明材料中由殘余應(yīng)力引起雙折射,水平偏振光和垂直偏振光在材料中以不同的速度傳播并呈異相。
相移就是制品內(nèi)部的殘余應(yīng)力使得制品呈現(xiàn)各向異性的特征。穿過制品的光線,平行于光傳播方向的偏振光波與垂直于光傳播方向的偏振光波在穿過制品后產(chǎn)生相移。相移的數(shù)值越小制品的光學(xué)性能越好。
光進(jìn)入雙折射材料時(shí),將分解為沿各個(gè)主應(yīng)力方向偏振的分光束。每條光束的折射指數(shù)都不同,因此在材料中的傳播速度也不同。當(dāng)這些分量重新組合在一起時(shí),便呈異相,這種相位差異有時(shí)稱為遲滯。將材料放在兩個(gè)交叉的偏振濾光器之間即可觀察到這種效果。
水平偏振和垂直偏振光波出現(xiàn)距離為x的偏移。這可完全采用長度或波長的一部分(波長的1/4或90°)形式來表示。遲滯結(jié)果可顯示出水平偏振光和垂直偏振光從指定方向穿越零件時(shí)彼此之間的差異,此差異可表示為絕對距離或波長的若干分之一。遲滯的數(shù)值越小制品的光學(xué)性能越好。
1 分析架構(gòu)及工藝參數(shù)設(shè)定
1.1 雙折射分析架構(gòu)
熔體充模、保壓過程中在模腔做非等溫流動形成流動應(yīng)力。冷卻過程中內(nèi)外溫度分布不均勻,而被“凝固”在制品中的各種應(yīng)力之和稱之為殘余應(yīng)力。注塑件的殘余應(yīng)力不僅影響制品的表面形狀、力學(xué)性能而且影響著其光學(xué)性能。
制品內(nèi)部的殘余應(yīng)力會改變穿過光線的折射率。如果制品內(nèi)部各方向上的應(yīng)力分布不均,那么經(jīng)過此處光的折射率就取決于入射光的偏振程度,這就是引起制品出現(xiàn)雙折射的主要原因。相移一般控制在90°以內(nèi),越小越好。高品質(zhì)的光學(xué)元件要控制在30°以內(nèi)[3]。
注塑保壓的目的就是為了補(bǔ)充因冷卻導(dǎo)致的熔體體積收縮,體積收縮率越均勻,其翹曲變形越小,制件質(zhì)量越高,而造成這些的主要原因就是殘余應(yīng)力。要進(jìn)行保壓方案的優(yōu)化,就需要先確定優(yōu)化的目標(biāo),即可接受的雙折射的相移和遲滯大小,而后進(jìn)行初始保壓分析,再基于分析結(jié)果不斷調(diào)整保壓曲線來達(dá)到優(yōu)化目標(biāo)。
生成雙折射結(jié)果,要設(shè)置標(biāo)準(zhǔn)的翹曲分析序列,然后在填充+保壓工藝設(shè)置中選擇“材料數(shù)據(jù)包含光學(xué)屬性時(shí)進(jìn)行雙折射分析”。此外,必須選擇具有測量光學(xué)屬性(折射指數(shù)、應(yīng)力-光學(xué)系數(shù)、黏彈性延遲光譜)的材料。
1.2 保壓壓力優(yōu)化
本文采用Mouldflow 2017進(jìn)行模擬分析,首先通過填充分析得到保壓時(shí)間、溫度、壓力等基本參數(shù),在此基礎(chǔ)上著力對保壓壓力進(jìn)行分析。在得到優(yōu)化保壓壓力值以后再對保壓曲線進(jìn)行優(yōu)化,最終得到最優(yōu)化的相移、遲滯值。
2 模擬分析
2.1 分析制品模型
分析制品為帶倒圓角長方形平板模型,幾何尺寸為100 mm×80 mm×5 mm(長×寬×厚),本制品采用點(diǎn)澆口,實(shí)驗(yàn)采用四面體網(wǎng)格模型進(jìn)行3D模擬,幾何模型與網(wǎng)格劃分如圖1所示。
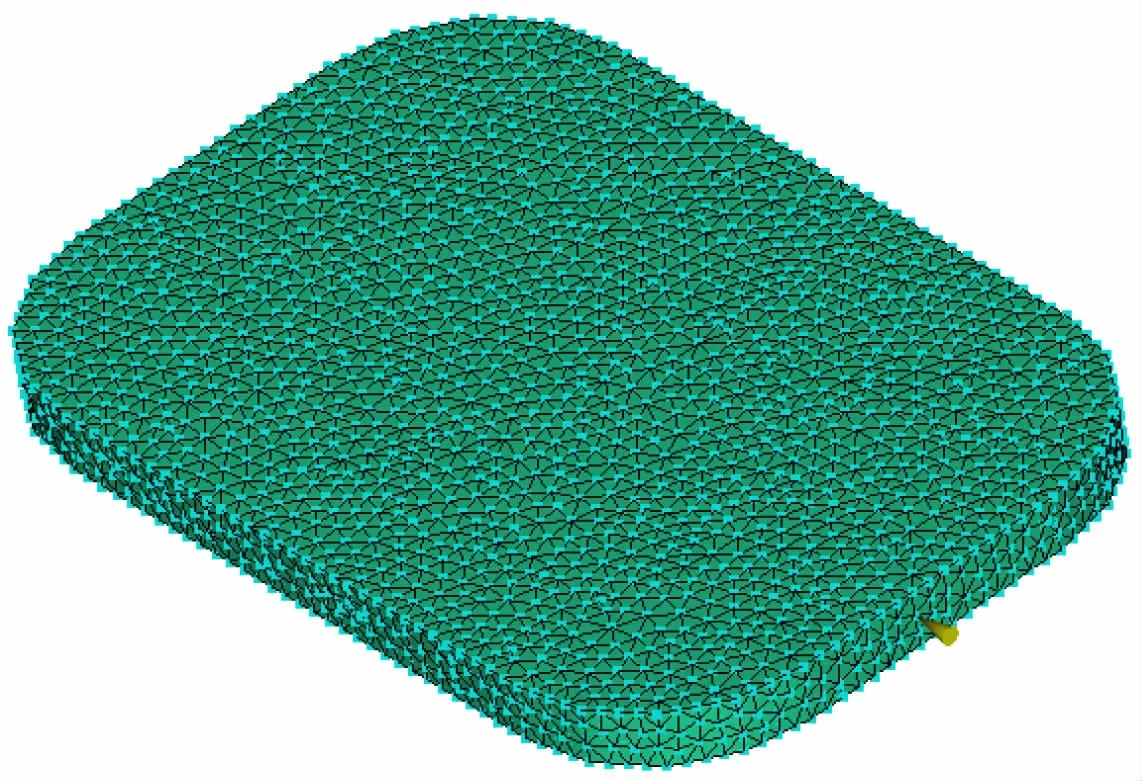
圖1 制品網(wǎng)格模型
2.2 材料選擇
本實(shí)驗(yàn)材料選擇Mitsubishi Rayon公司的聚甲基丙烯酸甲酯(PMMA),牌號為ACRYPET VH001。材料經(jīng)過光學(xué)性能測試如圖2所示,分析結(jié)果中包含偏振光通過制品時(shí)形成的相移和遲滯。

圖2 PMMA材料的光學(xué)屬性
2.3 成型參數(shù)設(shè)置
先進(jìn)行充填分析,其工藝參數(shù):充填時(shí)間1.5 s,保壓壓力9.5 MPa,如圖3所示。從分析日志得知:達(dá)到頂出溫度的時(shí)間為58 s;可以設(shè)置最大充填壓力的80%作為初始保壓力,如圖4所示。

圖3 充填分析結(jié)果
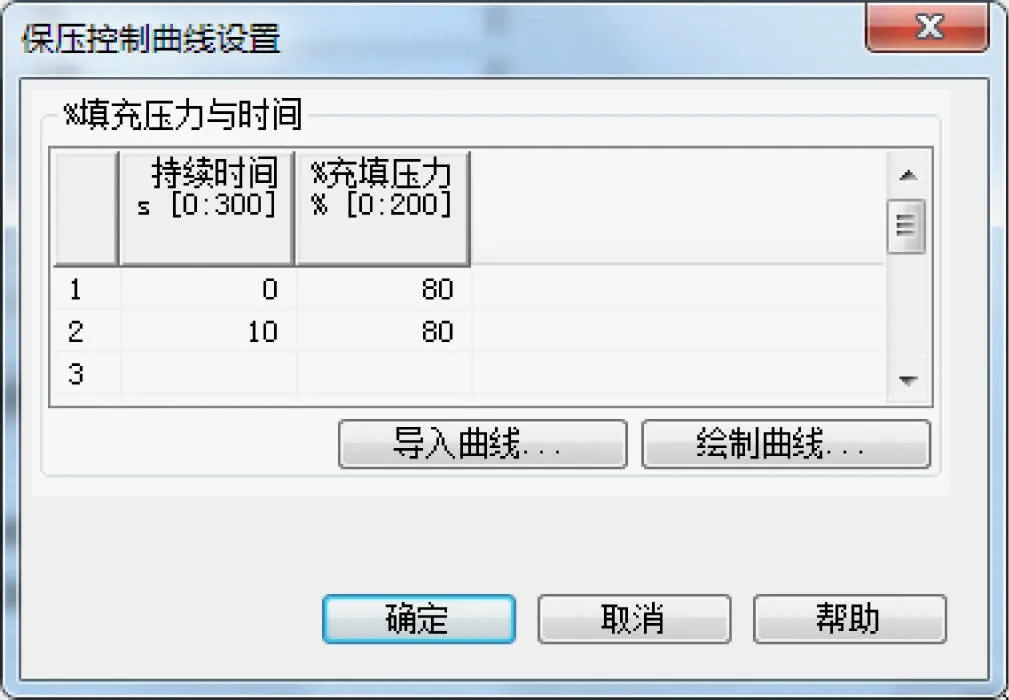
圖4 保壓控制曲線的設(shè)置
2.4 保壓分析及保壓力調(diào)整
(1)在“選擇分析序列”對話框中選擇“填充+保壓+翹曲”選項(xiàng)。
(2)進(jìn)行首次保壓分析,工藝參數(shù)為:熔體溫度235℃。在“保壓控制”選項(xiàng)中選取“保壓壓力與時(shí)間”,如圖5所示。

圖5 保壓控制設(shè)置
(3)勾選“材料數(shù)據(jù)包含光學(xué)屬性時(shí)進(jìn)行雙折射分析”選項(xiàng)。
(4)保壓壓力與時(shí)間關(guān)系曲線如圖6所示。

圖6 保壓壓力與時(shí)間關(guān)系的曲線
2.5 保壓壓力與相移、遲滯的關(guān)系
首先保壓壓力以10 MPa為單位順序展開,根據(jù)實(shí)驗(yàn)數(shù)值模擬結(jié)果得到保壓壓力與相移、遲滯的相關(guān)數(shù)據(jù),如表1所示。分析雙折射結(jié)果一般都是以光學(xué)品質(zhì)為標(biāo)準(zhǔn),這里考慮的都是相移、遲滯的最小值[4-6](限于篇幅只列出9組數(shù)值)。
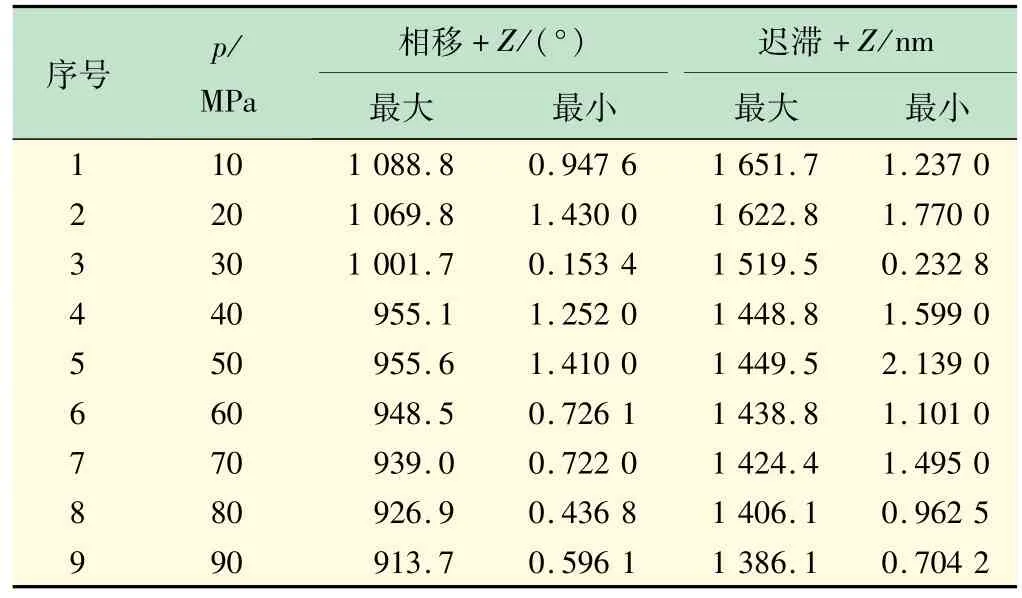
表1 實(shí)驗(yàn)數(shù)值模擬結(jié)果
由表1看出,當(dāng)壓力為30 MPa時(shí),相移為0.153 4°,遲滯為0.232 8 nm,如圖7所示。與20 MPa的相移值相差93%。根據(jù)圖中色帶所示,制品的絕大部分為藍(lán)色,紅色部分只是制品邊緣很小一部分。從表1的結(jié)果還可以看出,30 MPa的壓力相移角度和遲滯距離最小,其他皆比它大[7-9]。
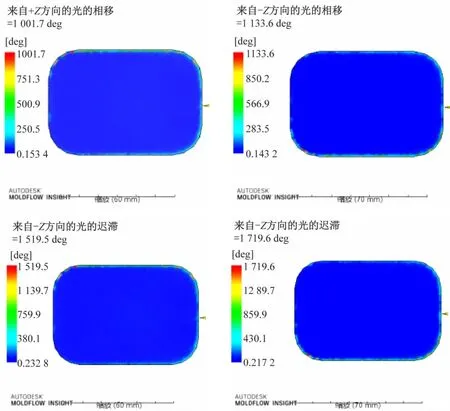
圖7 壓力為30 MPa時(shí)的相移、遲滯值
2.6 相移角度與保壓壓力關(guān)系
通過模擬把保壓壓力值改變,而其他參數(shù)保持不變,得到了如圖8所示關(guān)系曲線。由圖8可知:制品的相移變化與保壓壓力有關(guān)。當(dāng)保壓壓力為30 MPa時(shí)相移角度最小,其相移角度分布如圖9所示。
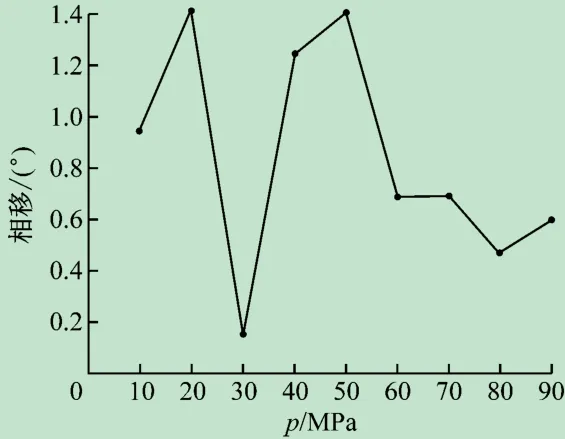
圖8 壓力對相移的影響

圖9 相移角度的分布
2.7 遲滯距離與保壓壓力關(guān)系
由圖10可知:制品的遲滯距離與保壓壓力有關(guān)。當(dāng)保壓壓力為30 MPa時(shí)遲滯距離度最小,其遲滯距離分布如圖11所示。
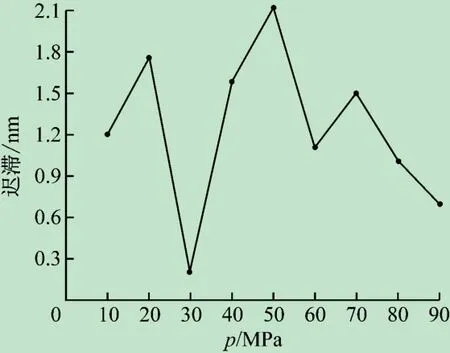
圖10 壓力對遲滯的影響
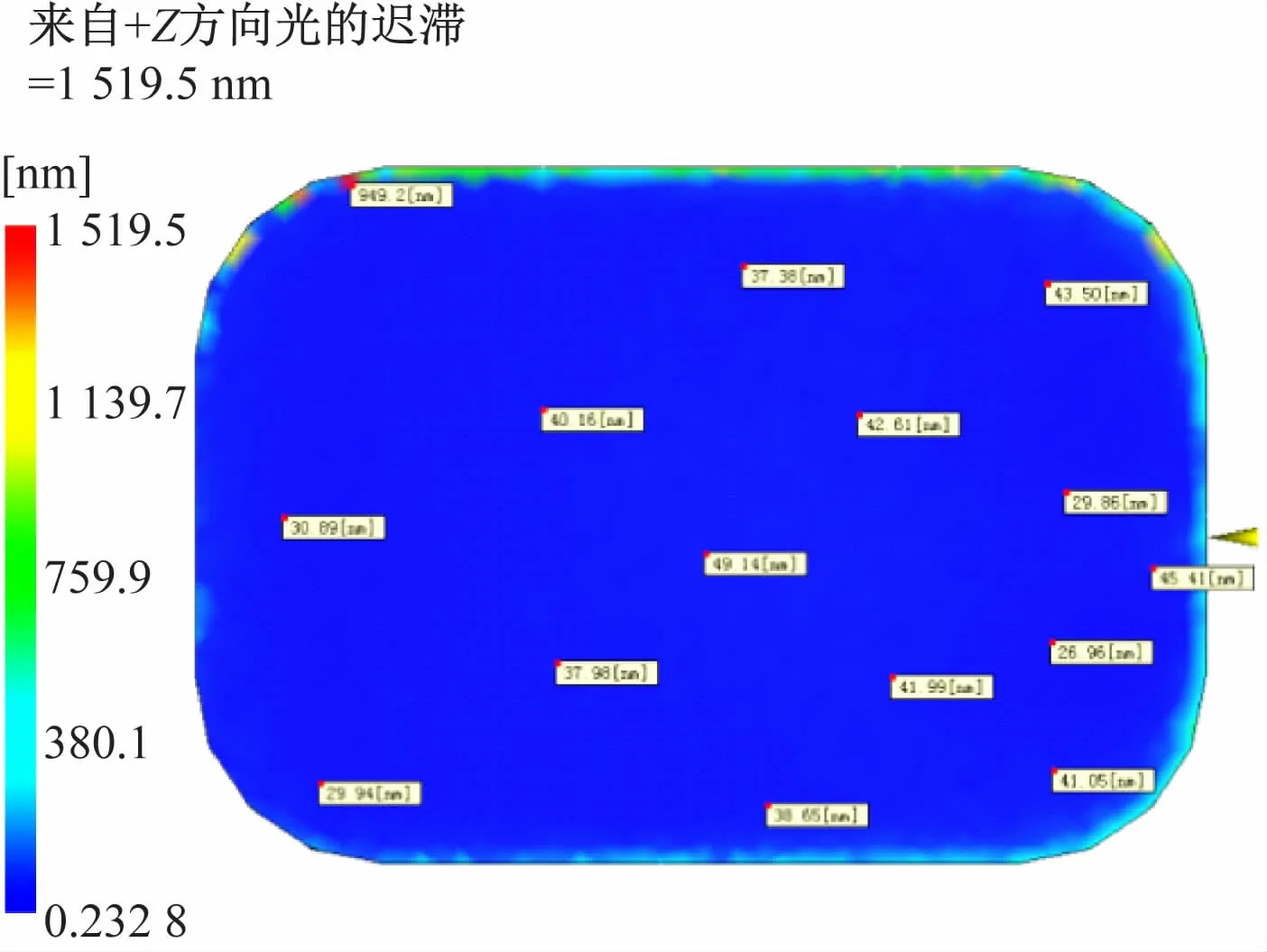
圖11 遲滯距離分布
2.8 優(yōu)化保壓曲線對相移角度、遲滯距離的影響
將保壓時(shí)間1.5 s分為1.2 s和0.3 s兩個(gè)時(shí)間段(經(jīng)過多次時(shí)間段的反復(fù)調(diào)整,限于篇幅,這里就不一一列出了),其他參數(shù)不變,再次分析。由圖12可見,制件相移最小值減小到0.052 0°,制件遲滯最小值減小到0.078 9 nm。如圖13、14所示[10-13]。

圖12 保壓壓力與時(shí)間關(guān)系曲線

圖13 優(yōu)化的相移角度
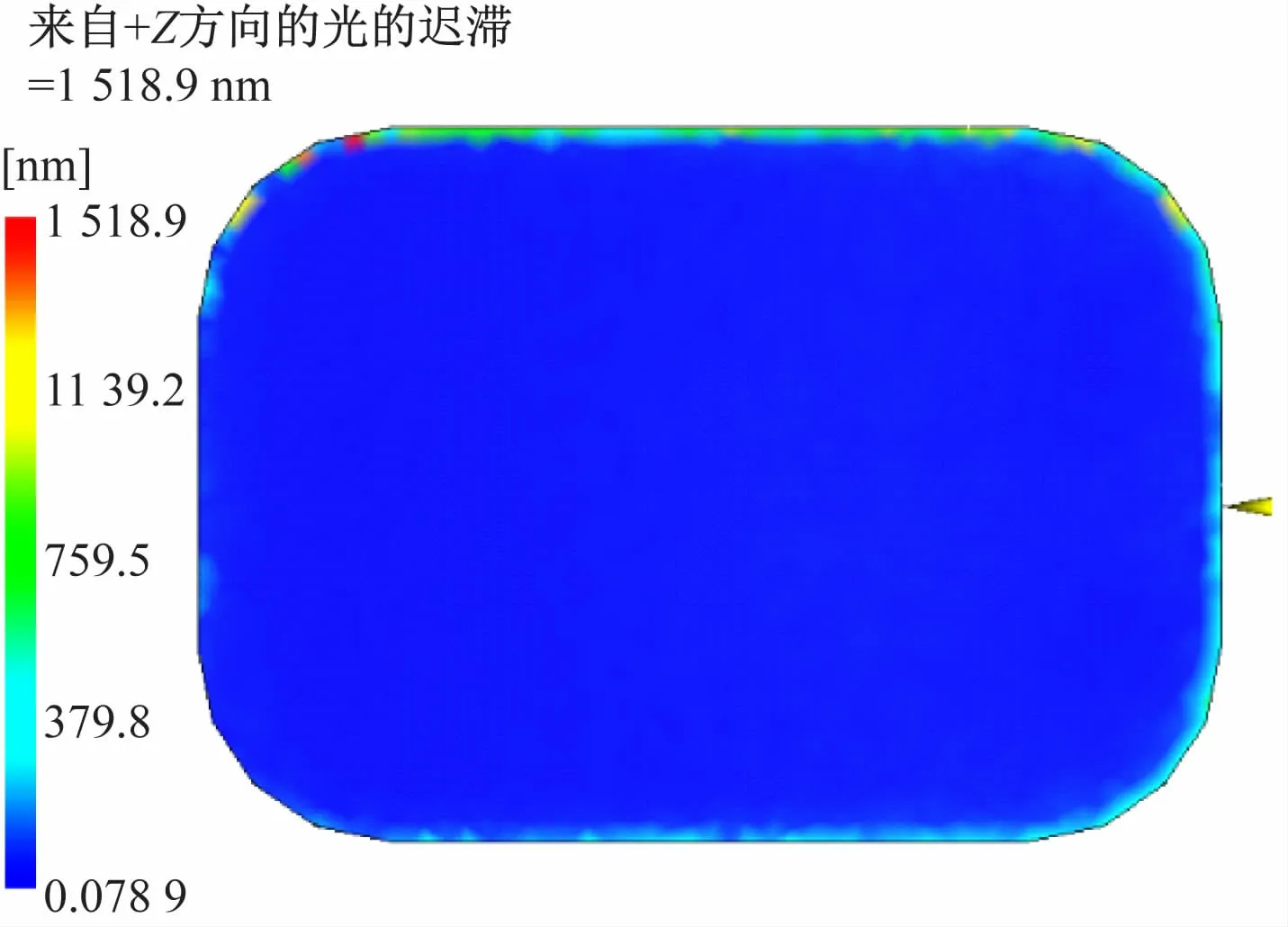
圖14 優(yōu)化的遲滯距離
3 結(jié) 語
本文采用數(shù)值分析得到聚甲基丙烯酸甲酯(PMMA),牌號為ACRYPET VH001的成型最佳保壓成型工藝。參數(shù)為熔體溫度235℃,模具溫度70℃,填充時(shí)間1.5 s,保壓壓力30 MPa,冷卻時(shí)間20 s。分析表明,合適的保壓壓力可以很好地降低雙折射的影響。對于合適的制品保壓壓力,如果再調(diào)整好保壓曲線,可以在原有的優(yōu)化基礎(chǔ)上再進(jìn)行優(yōu)化[14-17]。
保壓壓力對雙折射值影響顯著,對于相移和遲滯范圍嚴(yán)重超出了光學(xué)性能的允許范圍的注塑加工可以通過注射成型分析,調(diào)整保壓壓力和保壓曲線來達(dá)到預(yù)期的效果。這樣的方法對雙折射問題的分析處理方法效率很高,也適用于其他注塑缺陷問題的分析解決。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
