三鋼6號(hào)高爐爐殼焊接工藝研究
2021-08-18 05:31:54段晨
天津冶金 2021年4期
段 晨
(福建三鋼冶金建設(shè)有限公司,福建 365000)
0 引言
高爐設(shè)備在冶金行業(yè)應(yīng)用廣泛,是主要冶煉設(shè)備之一,高爐爐殼作為高爐的重要組成部件,其質(zhì)量是決定高爐能否正常運(yùn)行的關(guān)鍵因素。爐殼的作用是固定冷卻設(shè)備,保證高爐砌體牢固,密封爐體,不僅要承受爐頂載荷,還要能承受熱應(yīng)力和內(nèi)部的煤氣壓力,抵抗突然沖擊,因此高爐爐殼必須具有足夠的強(qiáng)度才能保證高爐安全可靠。而爐殼又是由眾多部分焊接而成的,故而焊縫的質(zhì)量又是重中之重。制訂合理的焊接工藝,并嚴(yán)格按工藝施工是確保高爐爐殼焊接質(zhì)量的關(guān)鍵環(huán)節(jié)。
本文對(duì)福建三鋼閩光煉鐵廠6號(hào)高爐大修改造工程概況進(jìn)行了介紹,對(duì)6號(hào)高爐爐殼接方法、焊接材料、焊接設(shè)備進(jìn)行了分析和確定。同時(shí)根據(jù)焊接工藝評(píng)定和驗(yàn)證結(jié)果,制定出了高爐爐殼具體焊接工藝,并對(duì)最終的焊接結(jié)果進(jìn)行了評(píng)定。
1 工程概況
此次福建三鋼閩光煉鐵廠6號(hào)高爐大修改造工程,爐殼材質(zhì)采用BB503鋼板,殼體厚度為45 mm、50 mm、55 mm、60 mm、70 mm五種規(guī)格。高爐殼體共分為22帶(見圖1),所有殼體需要在車間分片進(jìn)行下料,卷制后運(yùn)至施工現(xiàn)場的組裝平臺(tái),進(jìn)行爐體單節(jié)制造,然后在現(xiàn)場吊裝成爐體。
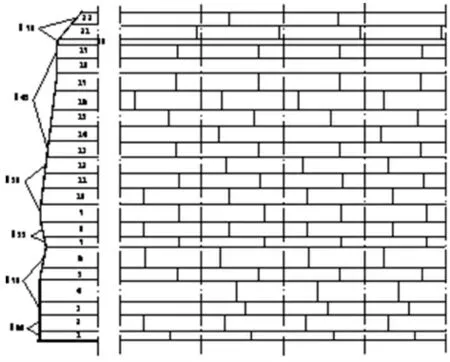
圖1 6號(hào)高爐爐殼結(jié)構(gòu)示意圖
2 焊接工藝的確定
2.1 BB503鋼板的可焊性分析
BB503鋼板屬于低合金高強(qiáng)度鋼板,化學(xué)成分見表1,力學(xué)性能見表2。根據(jù)國際碳當(dāng)量計(jì)算公式,計(jì)算得到其碳當(dāng)量為0.48%,大于0.4%,具有較高的冷裂紋敏感性,可焊性不好,焊接過程中容易出現(xiàn)裂紋。另外,該材質(zhì)中含有N,焊接操作不當(dāng)會(huì)產(chǎn)生時(shí)效脆化,所以,必須嚴(yán)格控制焊接工藝及參數(shù)[1,2]。

表2 BB503的力學(xué)性能
2.2 焊接方法
為了保證爐殼焊接的效率和可操作性,降低成本,采用最常用的CO2氣體保護(hù)多層多道焊[3]。
2.3 焊接材料
采用與爐殼鋼板成分相近、直徑為Φ1.2 mm的ER49-1實(shí)芯焊絲,成分和力學(xué)性能見表3、表4。

表3 ER49-1焊絲的化學(xué)成分 /%

表4 ER49-1焊絲的力學(xué)性能
2.4 焊接設(shè)備
采用硅整流CO2自動(dòng)焊機(jī),型號(hào):KR-500。
3 焊接工藝評(píng)定
3.1 焊接工藝評(píng)定
在正式焊接爐殼前,對(duì)BB503鋼板的CO2氣保焊進(jìn)行焊接工藝評(píng)定。通過對(duì)焊接接頭的質(zhì)量檢測以及拉伸、彎曲、沖擊一系列的力學(xué)實(shí)驗(yàn),驗(yàn)證焊接接頭的質(zhì)量,以確定合適的工藝參數(shù)。
3.2 評(píng)定材料及焊接參數(shù)
為保證焊接工藝評(píng)定的認(rèn)可范圍達(dá)到施工要求,根據(jù)《承壓設(shè)備焊接工藝評(píng)定》標(biāo)準(zhǔn),選擇δ=40 mm的鋼板為焊接工藝評(píng)定對(duì)象,其認(rèn)可的板厚范圍為16~80 mm,符合高爐殼體的需要。
選定焊接方法為板狀對(duì)接雙面CO2氣體保護(hù)立焊,工藝評(píng)定試板的尺寸為500 mm×250 mm×40 mm,其坡口示意圖如圖2所示。焊接工藝參數(shù)為電流100~140 A,電壓為20~25 V。
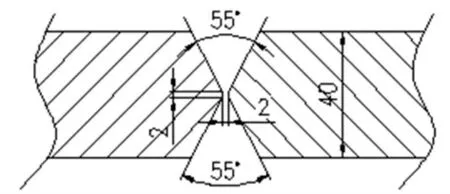
圖2 試板坡口示意圖
3.3 評(píng)定結(jié)果與分析
3.3.1 接頭外觀質(zhì)量
焊縫外觀檢查結(jié)果符合GB 50236—2011《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗(yàn)收規(guī)范》的Ⅱ級(jí)標(biāo)準(zhǔn)的質(zhì)量要求,未發(fā)現(xiàn)裂紋、咬邊、未焊透、氣孔、夾渣等缺陷。焊縫經(jīng)超聲波無損探傷檢測,達(dá)到Ⅱ標(biāo)準(zhǔn)。
3.3.2 力學(xué)性能測試
對(duì)焊接接頭進(jìn)行拉伸、側(cè)彎、沖擊力學(xué)實(shí)驗(yàn),結(jié)果見表5。試驗(yàn)數(shù)據(jù)證明,此種焊接工藝得到的焊接接頭抗拉強(qiáng)度和沖擊值都高于母材的標(biāo)準(zhǔn)下限值,側(cè)彎試驗(yàn)結(jié)果均合格。

表5 力學(xué)試驗(yàn)結(jié)果
經(jīng)過焊接工藝評(píng)定,BB503鋼板可采用CO2氣保焊,焊接接頭性能好,可將此焊接方法使用于高爐爐殼焊接。
4 爐殼焊接工藝
根據(jù)BB503鋼板CO2氣保焊的工藝評(píng)定,設(shè)計(jì)制定了6號(hào)高爐爐殼焊接工藝。
4.1 焊接坡口
爐殼焊縫分為環(huán)焊縫與立焊縫,環(huán)焊縫的坡口型式采用非對(duì)稱K型坡口方式(見圖3),立焊縫的坡口形式采用非對(duì)稱X型坡口方式(見圖4)。
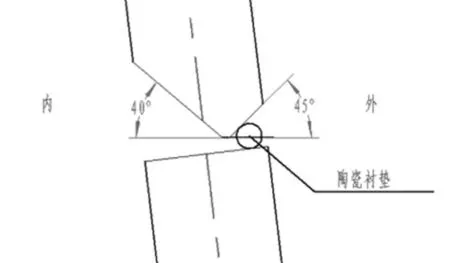
圖3 爐殼環(huán)焊縫坡口方式
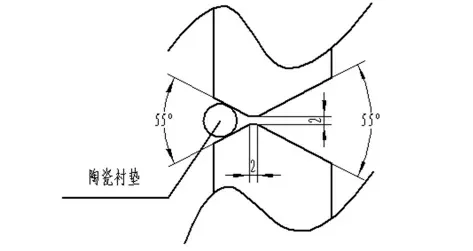
圖4 爐殼立焊縫坡口方式
4.2 坡口加工要求
為保證坡口加工的一致性,采用半自動(dòng)切割機(jī)加工坡口,確保坡口表面沒有裂紋、夾渣、分層以及大于1 mm的缺棱等缺陷。焊接前應(yīng)對(duì)坡口進(jìn)行打磨至露出金屬光澤,尤其是組對(duì)時(shí)進(jìn)行定位焊焊縫及周邊雜質(zhì)打磨,必要時(shí)需用碳弧氣刨清理,同時(shí)要對(duì)坡口兩側(cè)30 mm范圍內(nèi)的油污、水分、鐵銹等雜質(zhì)清理干凈。
4.3 坡口組對(duì)要求
坡口組對(duì)后,要進(jìn)行整體檢查。對(duì)于坡口有深刻痕的,要在焊前堆焊長肉,確保打底焊道的質(zhì)量。
4.4 定位焊
定位焊采用CO2氣保焊,其他要求與正式焊接要求相同。定位焊的位置在焊接背面,反面焊接時(shí)要將其刨除。橫焊縫定位焊長度50~80 mm,間距500~600 mm,焊肉高8 mm。定位焊縫不得有裂紋、氣孔、夾渣等缺陷。定位焊縫如有微裂紋,則定位焊前也應(yīng)預(yù)熱,預(yù)熱溫度100~150℃,預(yù)熱方法可采用火焰加熱。對(duì)于定位焊產(chǎn)生的微裂紋,要徹底刨除干凈,預(yù)熱后重新點(diǎn)焊。
4.5 預(yù)熱
由于爐殼鋼板厚,剛性大,焊接量大,且母材碳當(dāng)量較高,因此正式焊接前要做預(yù)熱處理。預(yù)熱方式采用氧氣-乙炔焰大烤槍均勻地烘烤爐殼加熱。預(yù)熱應(yīng)在焊接的反面進(jìn)行,范圍在坡口兩側(cè),每側(cè)預(yù)熱范圍不小于板厚的3倍。控制預(yù)熱溫度為150℃~200℃,且預(yù)熱時(shí),溫度上升不宜過快,同時(shí)注意控制總預(yù)熱時(shí)間為1~2 h完成。在焊接過程中仍需邊預(yù)熱邊焊接,直至打完底并填焊兩遍后才停止預(yù)熱工作,但焊縫仍需一氣焊完。環(huán)焊縫焊接時(shí),對(duì)層間溫度進(jìn)行控制,控制溫度為100~150℃。
預(yù)熱、層間溫度的控制設(shè)專職人員管理。開始加熱的時(shí)候就要進(jìn)行測溫,每次測溫間隔30分鐘,同時(shí)做好記錄工作;如果升溫異常,過快或者過慢要及時(shí)采取調(diào)整措施。環(huán)縫位置的測溫點(diǎn)布置,要先將環(huán)縫等分為16點(diǎn),每點(diǎn)上、下距焊口200 mm位置各為1點(diǎn)(共32點(diǎn))為測溫點(diǎn),見圖5。
圖5 測溫點(diǎn)分布
4.6 焊前準(zhǔn)備
(1)領(lǐng)取焊材時(shí),檢驗(yàn)ER49-1焊絲包裝是否完好,拆封使用時(shí)倘若發(fā)現(xiàn)焊絲表面存在銹跡應(yīng)將焊絲退還倉庫。
(2)二氧化碳?xì)怏w純度不低于99.5%,含水量不超過0.05%,瓶內(nèi)氣體壓力低于1 N/mm2應(yīng)停止使用。
4.7 正式焊接
4.7.1 焊接順序
先焊內(nèi)側(cè),焊2~3層后,外側(cè)清根,打磨干凈后,內(nèi)外側(cè)交錯(cuò)施焊,注意內(nèi)外部的焊接方向相反。焊接前對(duì)間隙較大的區(qū)域在外側(cè)加陶瓷襯墊,完成焊接后去除陶瓷襯墊,并用碳弧氣刨對(duì)爐殼內(nèi)側(cè)焊縫第一道焊縫進(jìn)行清根打磨,務(wù)必保證去除氣孔、夾渣、氧化物等可能存在的缺陷、雜質(zhì)。
爐殼環(huán)焊縫焊接時(shí)需4名焊工(對(duì)角同時(shí)順時(shí)針方向同步施焊),焊工必須均勻?qū)ΨQ施焊,各段的焊接速度、焊接電流、焊接電壓保持一致。為避免應(yīng)力,各道焊縫起弧點(diǎn)、收弧點(diǎn)必須間隔100 mm以上。
4.7.2 焊接參數(shù)
爐殼焊縫的焊接參數(shù)如表6所示。

表6 焊接參數(shù)
4.7.3 焊接措施
(1)在施焊過程中注意層層打渣,層層檢查,每道焊縫中的焊瘤、飛濺和氣孔清除干凈后,方可進(jìn)行下一層焊接;多層焊的層間接頭應(yīng)錯(cuò)開50~100 mm,避免因始、終點(diǎn)疊在一起引起應(yīng)力集中和其他焊接缺陷。后一層焊道壓前一層焊道30~50 mm。
(2)在施焊過程中注意采取有效的防風(fēng)、防雨措施。
(3)每道焊縫宜連續(xù)焊接,若不得不中斷時(shí),下次焊前需重新預(yù)熱。
(4)對(duì)采用碳弧氣刨時(shí),清根后應(yīng)修整刨槽,磨除滲碳層。
4.8 焊后處理
焊接完成后要在焊縫上包一層保溫巖棉,做好焊縫緩冷工作。待焊縫冷卻后應(yīng)及時(shí)清除焊縫表面熔渣及兩側(cè)飛濺,對(duì)焊瘤、咬邊等缺陷進(jìn)行處理,控制立焊縫余高≤3 mm,環(huán)焊縫余高≤3.5 mm,同時(shí)對(duì)環(huán)焊100 mm范圍內(nèi)進(jìn)行打磨(見圖6),為超聲波探傷做好準(zhǔn)備。
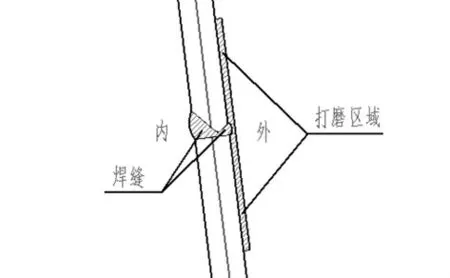
圖6 焊縫與打磨探傷區(qū)域
5 焊接檢驗(yàn)
爐殼上的鐵口框、風(fēng)口法蘭、檢修門及爐殼對(duì)接與T形接頭,焊縫應(yīng)符合《煉鐵工藝爐殼體結(jié)構(gòu)技術(shù)規(guī)范》(GB50567)中的一級(jí)焊縫要求,爐缸段與爐底環(huán)板連接采用焊透的T形接頭對(duì)接與角接組合焊縫。爐底板對(duì)接焊縫等級(jí)為二級(jí),所有角焊縫等級(jí)為三級(jí),外觀二級(jí),焊縫質(zhì)量檢測應(yīng)符合《鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范》(GB50205)中的相關(guān)規(guī)定。
6 結(jié)語
通過對(duì)BB503爐殼鋼板的焊接性分析,確定了此次6號(hào)高爐爐殼焊接方法、焊接材料及焊接設(shè)備,經(jīng)過焊接工藝評(píng)定,制定了此次高爐爐殼焊接工藝方案和保障措施。實(shí)踐證明,此次6號(hào)高爐爐殼采用上述焊接工藝方案,經(jīng)過檢驗(yàn),所有焊縫均滿足工藝質(zhì)量要求,大體形位公差良好,只有局部位置進(jìn)行了火焰調(diào)整。在加快了爐殼焊接進(jìn)度、節(jié)約成本的同時(shí),保證了焊接質(zhì)量,提高了高爐的使用壽命。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
