基于PLC的伺服電機運動控制系統(tǒng)設(shè)計
2021-08-17 14:20:12李濤仵晨李鑫唐靜媛楊軍良
軟件 2021年3期
李濤 仵晨 李鑫 唐靜媛 楊軍良
摘 要:隨著伺服系統(tǒng)不斷的發(fā)展,制造業(yè)對伺服系統(tǒng)的要求也是越來越高,現(xiàn)在很多場合下需要伺服電機做變速運動,對電機的控制方式也是多種多樣的要求。本文將介紹一種基于永宏P(guān)LC的安川Σ-7系列AC伺服電機帶手搖輪控制的運動控制系統(tǒng),并通過外接觸摸屏對伺服電機實現(xiàn)精準控制。
關(guān)鍵詞:PLC;伺服電機;運動控制;觸摸屏
中圖分類號:TP206 文獻標識碼:A DOI:10.3969/j.issn.1003-6970.2021.03.042
本文著錄格式:李濤,仵晨,李鑫,等.基于PLC的伺服電機運動控制系統(tǒng)設(shè)計[J].軟件,2021,42(03):145-148
Design of Servo Motor Motion Control System Based on PLC
LI Tao, WU Chen, LI Xin, TANG Jingyuan, YANG Junliang
(School of Mechanical and Precision Instrument Engineering, Xi 'an University of Technology, Xi 'an? Shaanxi? 710048)
【Abstract】:With the continuous development of the servo system, the requirements for the servo system are getting higher and higher. Nowadays, the servo motor is required for variable-speed motion in many occasions, and the control method of the motor is also a variety of requirements. This article will introduce a motion control system based on FATEK PLC-based Yaskawa Σ-7 series AC servo motor with hand wheel control, and achieve precise control of the servo motor through an external touch screen.
【Key words】:PLC;servo motor;motion control;touch screen
0 引言
隨著科技高速發(fā)展,現(xiàn)代工業(yè)制造很多情況下需要電機的低速運轉(zhuǎn),精度準確,定位準確及特定的控制方式等要求,以電機為控制對象,電子裝置為核心[1-3],例如人工晶體生產(chǎn)、光學(xué)加工、工業(yè)機器人等領(lǐng)域。在實際生產(chǎn)應(yīng)用中通常采用伺服電機來滿足這些要求,結(jié)合PLC結(jié)構(gòu)小巧,穩(wěn)定性高,抗干擾能力強的特點[4],更大程度上保證工業(yè)條件下電機運動的可靠性。本文以單晶生產(chǎn)技術(shù)要求,提出了采用基于永宏P(guān)LC通過外部觸摸屏控制伺服電機,并帶有手輪控制的運動控制系統(tǒng)設(shè)計。
1 PLC電機控制的硬件設(shè)
根據(jù)單晶生產(chǎn)要求電機轉(zhuǎn)速量程在0~260r/min,調(diào)控精度要達到0.1r/min,采用永宏P(guān)LC型號FBS-24MCT2-AC作為可編程控制器,分配輸入輸出;選用安川Σ-7系列型號SGM7J-04AFC6S AC伺服電機及Σ-7系列型號SGD7S-2R8A AC伺服驅(qū)動器,按照要求對驅(qū)動器參數(shù)進行設(shè)置。
1.1 控制要求
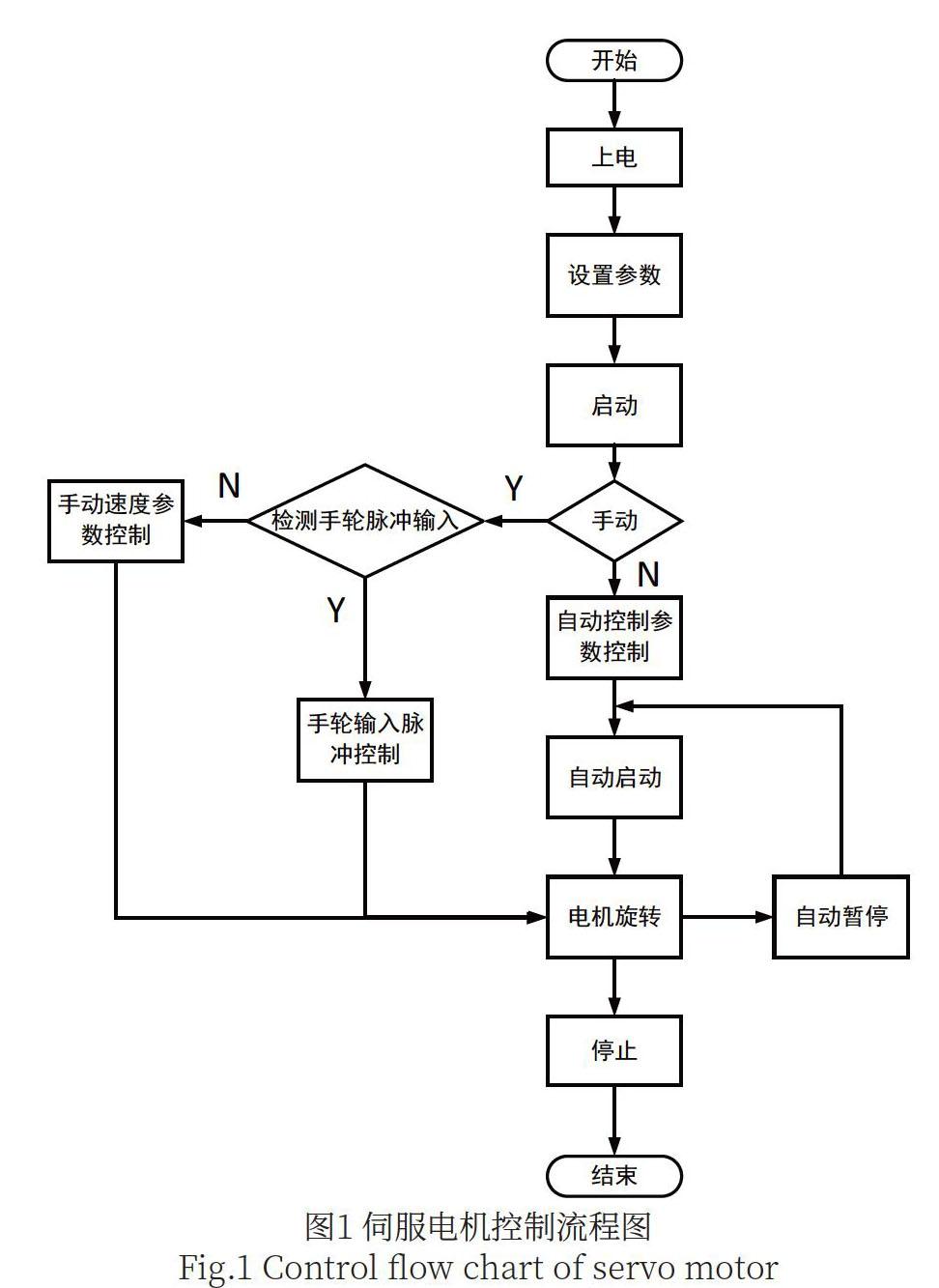
首先電機的控制要求主要分為兩種,分為手動、自動兩種模式。在自動模式下,通過在觸摸屏提前設(shè)置好自動模式參數(shù)(間隔時間、起始速度、終止速度),電機在驅(qū)動器的控制下可做勻加速或勻減速運動,達到終止速度后電機做勻速運動,自動模式下若出現(xiàn)問題,電機也可暫停,解決問題后,以原速度繼續(xù)運行;在手動模式下,電機按照提前設(shè)置好的手動速度做勻速運動,若手搖輪有脈沖輸入則手搖輪直接切入控制電機。具體的控制流程如圖1所示。
1.2 硬件配置
為保證設(shè)計要求,要明確所用硬件配置的各性能指標,本次選用的永宏P(guān)LC FBS-24MCT2-AC有14點24VDC數(shù)組輸入(4點高速200KHz,2點中速20KHz,6點總和5KHz)和10點繼電器或晶體管數(shù)出(4點高速200KHz,4點中速20KHz),其它相關(guān)參數(shù)如表1所示。
1.3 I/O分配表
根據(jù)控制要求,通過觸摸屏控制輸入,而外部輸入只有手搖輪脈沖輸入,永宏P(guān)LC支持手搖輪輸入,有專用的指令,在使用手搖輪時還要進行一些組態(tài)設(shè)置,一般是在50Ms中斷程序中使用。電機轉(zhuǎn)速控制系統(tǒng)的I/O分配如表2所示。
1.4 原理接線圖
該系統(tǒng)原理接線圖如圖2所示。PLC的電源端L接相線,N端接零線,S/S接24V,所用的信號連接線皆采用雙絞線,保證信號不被干擾。
1.5伺服驅(qū)動參數(shù)設(shè)置
伺服電機的控制模式主要有速度控制、位置控制、轉(zhuǎn)矩控制[5-6]三種,每種控制模式下伺服驅(qū)動參數(shù)各不相同,根據(jù)控制要求選用位置控制模式。對伺服驅(qū)動參數(shù)進行設(shè)置之前,首先要對伺服驅(qū)動參數(shù)進行初始化Fn005,必須在伺服OFF狀態(tài)下執(zhí)行,重啟后生效。位置控制模式下需要設(shè)置的參數(shù)如表3所示。
伺服電機選用的是安川伺服電機24位增量型,則電機分辨率為16777216,即電機旋轉(zhuǎn)一周,需要輸入16777216個脈沖,設(shè)置伺服電機的脈沖圈數(shù)為12000,Pn20E和Pn210分別是電子齒輪的分子和分母,故電機旋轉(zhuǎn)一周,PLC需要發(fā)送的脈沖數(shù)等于分辨率除以電子齒輪比[2],即:
(1)
2程序設(shè)計
WinProladder是永宏系列的PLC編程軟件,擁有強大的控制算法指令,超強通訊,NC定位等功能,軟件全采用Windows環(huán)境設(shè)計,操作簡單,易學(xué)易用,軟件采用項目觀念,內(nèi)容直觀,多樣化的聯(lián)機方式。
以高速脈沖方式控制伺服驅(qū)動器是最常用的控制方式,F(xiàn)Bs-PLC有專用的單軸高速脈沖輸出指令FUN140(HSPSO)如圖3所示,以文字的書寫方式來編輯,Pulse Output包含三種工作模式,分別為U/D、P/R、A/B,該指令還需與伺服命令表格配合使用。
無論是手動還是自動模式下,都是通過PLC負責(zé)發(fā)送出高速脈沖指令給伺服驅(qū)動器,伺服電機將從伺服電機輸入的脈沖信號通過編碼器反饋回驅(qū)動器,驅(qū)動器將輸入信號頻率和脈沖數(shù)與反饋回的頻率和脈沖數(shù)進行處理,構(gòu)成閉環(huán)系統(tǒng),保證伺服電機高速,精確運轉(zhuǎn)。
永宏P(guān)LC有專用的手搖輪控制指令148號指令MPG,使用時還需設(shè)置硬件高級計數(shù)和脈沖數(shù)出,該指令放在50ms定時中斷處理程序中來執(zhí)行,以便以準確的對手輪輸入脈沖進行取樣,手搖輪控制指令如圖4所示。
3人機操作界面
人機交互系統(tǒng)和PLC基于變量形式搭起HMI與控制過程之間的通信,I/O模塊則是PLC與控制過程交流的橋梁,HIM利用變量讀取或?qū)懭隤LC的控制數(shù)據(jù),在計算機上利用觸摸屏組態(tài)軟件,對觸摸屏進行組態(tài)設(shè)置,包括變量設(shè)置以及與PLC之間的鏈接[7-8]。系統(tǒng)組態(tài)基本結(jié)構(gòu)如圖5所示。本次設(shè)計主要設(shè)計四個界面分別為主界面,參數(shù)設(shè)定界面,速度監(jiān)控界面以及報警界面。
3.1主界面
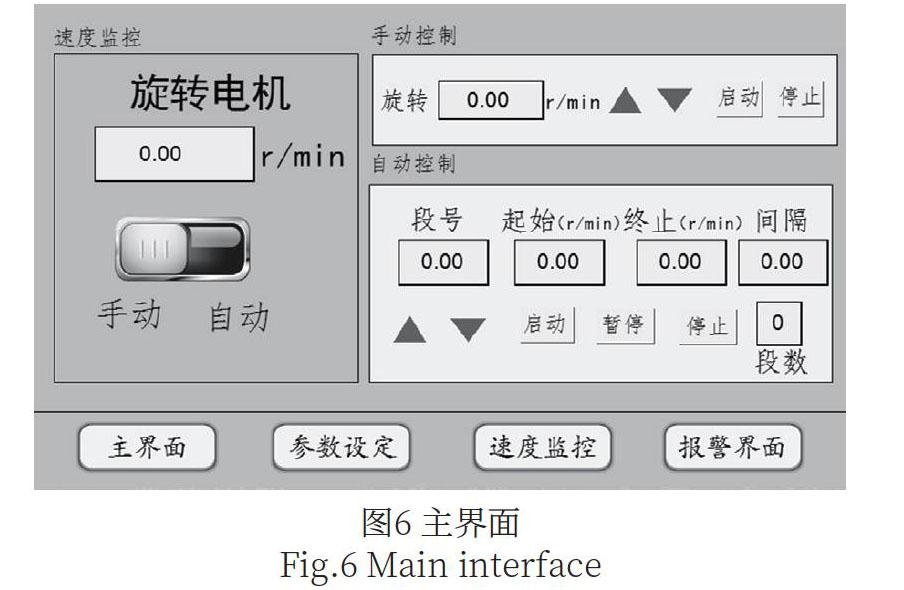
主界面是人機交互系統(tǒng)的基礎(chǔ)界面,顯示電機轉(zhuǎn)速的控制情況,直接通過主界面全程進行控制并且對整個過程實時監(jiān)控,還包含手動模式下電機速度設(shè)置,自動模式下旋轉(zhuǎn)速度段數(shù)的選擇,段數(shù)選擇后電機開始按設(shè)計好的參數(shù)運動,以及手動自動模式選擇開關(guān)。通過EasyBuilder Pro軟件建立觸摸屏與PLC之間的通訊,實現(xiàn)觸摸屏控制電機,設(shè)計效果如圖6所示。
3.2參數(shù)設(shè)定界面
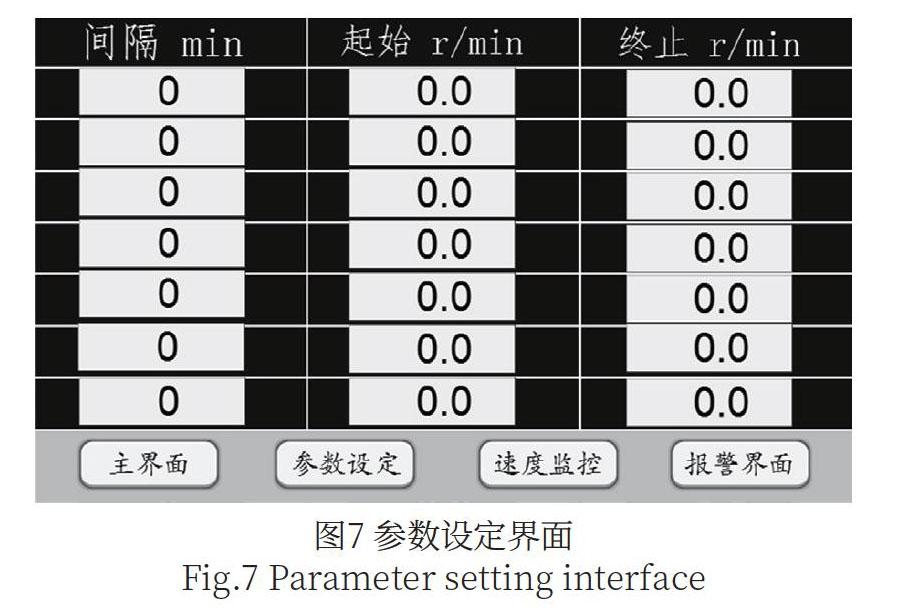
參數(shù)設(shè)定界面是在自動控制模式下,人為設(shè)置電機速度的變化,包含間隔時間,起始速度,終止速度,總共七段速度從上到下依次設(shè)定。整個過程實現(xiàn)勻速運動,該界面設(shè)計效果如圖7所示。
3.3速度監(jiān)控界面
在速度監(jiān)控界面,主要是對電機實時速度的采集和統(tǒng)計,利用平面直角坐標設(shè)置,實時繪制速度隨時間變化的情況,繪制成趨勢圖,將電機數(shù)據(jù)采集下來有助于對數(shù)據(jù)的分析。速度監(jiān)控界面的效果如圖8所示。
3.4報警界面
報警界面的目的是在電機運行的過程中,某些數(shù)值出現(xiàn)了超出電機運轉(zhuǎn)極限的變化,或是超出設(shè)定值的等一系列故障問題,為了能夠及時排除問題,保證電機快速恢復(fù)正常運轉(zhuǎn)。通過報警界面可以很清楚的得知故障序號,以及故障時間,為分析提供幫助。報警界面的設(shè)計效果如圖9。
4結(jié)語
本文采用PLC對伺服電機進行變速控制,分析了系統(tǒng)的硬件參數(shù)以及伺服驅(qū)動器的參數(shù)設(shè)置,通過Win Proladde編程軟件編寫梯形圖,設(shè)計組態(tài),建立PLC與觸摸屏通訊,實現(xiàn)對伺服電機的運動控制。通過現(xiàn)場測試,伺服電機的控制精度達到0.1r/min,量程達到0~260r/min,已經(jīng)滿足要求,并且能夠通過觸摸屏實時編輯,手動模式下,手輪外部輸入能控制電機正反轉(zhuǎn),自動模式下,伺服電機也能按照設(shè)置的參數(shù),自動運轉(zhuǎn),速度誤差也在合理范圍之內(nèi)。實踐證明該控制方案可行。
參考文獻
[1] 楊麗,孫瑞雪.基于PLC的電動機多段速控制[J].數(shù)字技術(shù)與應(yīng)用,2019(4):1-2.
[2] 郭亮,秦永晉.PLC控制伺服電機應(yīng)用設(shè)計[J].科技創(chuàng)新與應(yīng)用,2017(24):110.
[3] 李虹靜.基于S7-1200 PLC的伺服電機運動控制系統(tǒng)設(shè)計[J].機電信息,2019(29):125-126.
[4] 吉紅,夏春茂,王鳳桐.基于PLC的伺服電機位置控制系統(tǒng)研究[J].科技經(jīng)濟導(dǎo)刊,2016(15):77.
[5] 劉希璐,劉鵬.PLC在數(shù)控機床控制系統(tǒng)中的應(yīng)用[J]. 裝備制造技術(shù),2013(8):149-150.
[6] 李泳龍.永宏P(guān)LC在全自動端子壓著機上的應(yīng)用[J].可編程控制器與工廠自動化,2013,8(8):66-70.
[7] 靳永周.基于PLC的伺服電機運動控制系統(tǒng)設(shè)計[J].中國高新技術(shù)企業(yè),2017(6):6-7.
[8] 陳淳.基于PLC的伺服位置控制[J].現(xiàn)代制造技術(shù)與裝備, 2019(5):192-193.
