一種三重刺網合成設備的設計與應用
2021-08-17 07:23:32朱金達高思齊牛虎利崔洪斌劉慶磊
棉紡織技術 2021年8期
關鍵詞:設備
朱金達 高思齊 牛虎利 崔洪斌 劉慶磊
(河北科技大學,河北石家莊,050018)
近30年來,黃海渤海地區的皮皮蝦和梭子蟹等經濟甲殼類動物因其具有較好的商業品質和較高的市場價格,被漁民們爭相捕撈。三重刺網對甲殼類動物具有較強的捕撈能力,且捕撈作業成本低,捕撈技術要求簡單,對漁船裝備的要求也比較低,因此被中小漁船廣泛采用。由于頻繁地捕撈作業和甲殼類動物易使漁網纏繞,漁網的完整性容易被破壞,導致漁民對漁網的需求量劇增[1?4]。
目前三重刺網的合網制作仍然是依靠手工操作來完成,人工合網效率低、勞動強度大并且生產成本高。為了提高三重刺網生產效率,實現自動化生產,本研究設計了一種三重刺網合成設備,代替人工完成合網操作,從而提高生產效率,降低生產成本,滿足生產需求。
1 三重刺網合成設備的總體方案設計
1.1 三重刺網合網工藝
經調研發現,漁民使用的三重刺網主要是由單層漁網合成,漁網參數示意圖如圖1所示,漁網原料參數如下。

圖1 漁網參數示意圖

網衣類別材質顏色網衣尺寸L1/mm網衣拉伸范圍L2/mm網衣總體高度L3/m合成漁網長度L/m大網目復絲錦綸黑色2500~5003.030小網目單絲錦綸白色250~504.630
三重刺網的合網工藝要求如圖2所示。其中,桿1、桿2、桿3為儲料桿,桿4為匯總桿。首先將兩條大網目網衣的上綱網眼分別穿在桿1和桿3上,將小網目網衣的上綱網眼穿在桿2上。按照合網要求比例1∶18進行合網任務(即1個大網目網衣網眼對應18個小網目網衣網眼),分別取桿1和桿3上的一個大網目網衣網眼掛在桿4上,然后取18個桿2上的小網目網衣網眼掛在桿4上,循環執行此動作直至大、小網目網衣均從桿1、桿2、桿3上掛在桿4上,完成三重刺網合網工作。

圖2 三重刺網合網方式示意圖
1.2 三重刺網合成設備方案設計
三重刺網合成設備采用雙工位對稱布局與首尾同時加工的方式進行三重刺網的合成,總體布局如圖3所示。主要合網流程為人工將漁網掛在儲料桿上,再經過漁網合成輸送鉤將三條單網分別定量運送到匯總桿上,最終將已經合成的漁網取下,并把等待加工的漁網掛好整理好,完成一次工作循環。

圖3 總體布局
雙工位與首尾同時加工的方案采用雙工位人員輔助工作與機器合成工作分離執行的方式,優點在于雙工位設計避免人機工作互相干擾,且充分利用了勞動者的時間,對稱布局同時進行漁網上下綱合成,提高合網效率,且使合成任務銜接緊密。
雙工位加工布局如圖4所示。機器在工位2進行合網工作時,工人將工位1上已經合成的漁網取下,并把等待加工的漁網掛好整理好,當機器將工位2上的漁網合好后自動換位,再去已經做好準備工作的工位1,以此類推反復進行三重刺網的合成工作。

圖4 雙工位加工布局
三重刺網擁有上下綱,需要將漁網的上下兩部分都進行合網任務,由于漁網在合成過程中中間部分不需要其他的操作,所以采用對稱布置,如圖5所示。

圖5 首尾同時加工布局
將兩個相同的漁網合成裝置相隔1 m對稱放置,如A區域和B區域,既能保證漁網處于松弛狀態,也能預留出足夠的工人操作空間,同時也減小機器所占空間,提高機器合網效率。
1.3 合網運動工作原理
合網運動工作原理如圖6所示。人工將漁網掛在儲料桿上并將漁網一端掛在儲料桿右側的凸起上,漁網合成輸送鉤沿著軌跡a→b→c→d→e→f→g→h運動,在此過程中,完成漁網狀態從最初在儲料桿上均勻散布到最后定量運送到合網桿上。a過程讓輸送鉤進入凹槽,然后b過程直線運動將散布漁網推至凸起處讓漁網進入輸送鉤凹槽,c過程將漁網抬起,d過程跨越凸起和匯總桿,在此過程開始時輸送鉤張開,讓漁網網眼可以套在匯總桿上,e過程和f過程輸送鉤下降并后移,依靠匯總桿上的凹槽和輸送鉤的閉合使漁網退出輸送鉤,g和h過程為復位過程,返回下一次動作起始點,這一系列動作的執行可以完成漁網在3個儲料桿與匯總桿之間的交接。

圖6 漁網合成原理圖
2 試驗數據分析及工藝參數確定
2.1 儲料桿工藝參數確定
由于漁網屬于柔性材料,易纏繞,在進行合網工作之前首先需要把漁網均勻散布在儲料桿上,以便進行漁網網目數目的確定進而保證合網質量,機器通過傳感器實現漁網散布的功能比較麻煩,因此本設計選擇從儲料桿的整體狀態、截面形狀、表面光潔度、弧度著手解決問題,盡量讓漁網在儲料桿上通過機械結構完成均勻散布。
通過對漁網儲料桿的整體形狀對比,發現在水平、豎直以及弧度桿這3種整體形狀中,弧度桿最符合設計要求,設計的弧度桿如圖7所示。

圖7 弧度儲料桿上的漁網狀態
利用弧度桿的豎直桿段(1號區域)進行漁網散布,漁網滑過弧度桿段(2號區域)賦予其一定的張緊力,使漁網在水平桿段(3號區域)時散布更加均勻且網目張開大小均勻,有利于漁網網目的確定,并且增加了輸送鉤的下鉤空間,有利于三重刺網合網工作的順利進行。并且弧度桿進行漁網散布,機構整體高度降低,可操作空間增加,有利于機械設備的調整及工人上下網等輔助工作的開展。
試驗發現影響漁網儲料桿均勻散網功能的因素還有桿的截面形狀、截面尺寸、弧度半徑、材料表面光潔度等。因此通過使用不同的材料、不同折彎半徑進行測試獲得試驗數據,見表1。

表1 不同漁網儲料桿材料、截面形狀等試驗效果對比
通過數據和試驗效果綜合分析,兩種儲料桿都應使用材料為8鎳18鉻的圓形截面不銹鋼管,小網目漁網使用的不銹鋼鋼管直徑為9.5 mm,弧度彎曲半徑為350 mm;大網目漁網使用的不銹鋼鋼管,直徑為19 mm,弧度彎曲半徑為400 mm。
2.2 匯總桿工藝參數確定
匯總桿用于漁網合成的主要桿之一,主要是接收來自漁網輸送鉤送來的漁網,3份漁網交錯匯聚在匯總桿上,實現三重刺網合網要求。
為方便實現輸送鉤上的漁網退下且漁網掛在匯總桿上,設計如圖8所示的結構,使用直徑為10 mm的8鎳18鉻圓形不銹鋼鋼管,開出寬6 mm的凹槽。在使用時,當漁網完全套在匯總桿時,輸送鉤閉合從凹槽內后退,讓凹槽兩側凸起擋住漁網后退,使漁網與輸送鉤分離,此時漁網依靠重力下落,不影響下次漁網的交接。

圖8 匯總桿結構示意圖
2.3 輸送鉤工藝參數確定
輸送鉤是三重刺網自動合成設備的關鍵部件,是直接與漁網接觸的執行部件,直接決定漁網合網質量。經過手工模擬設備動作試驗,發現輸送鉤需要保證漁網在桿上滑動時不相對于輸送鉤旋轉(即避免出現菱形漁網網目拉直對角,使下一漁網網目脫離合網點),經過試驗最終選擇如圖9所示的輸送鉤狀態。
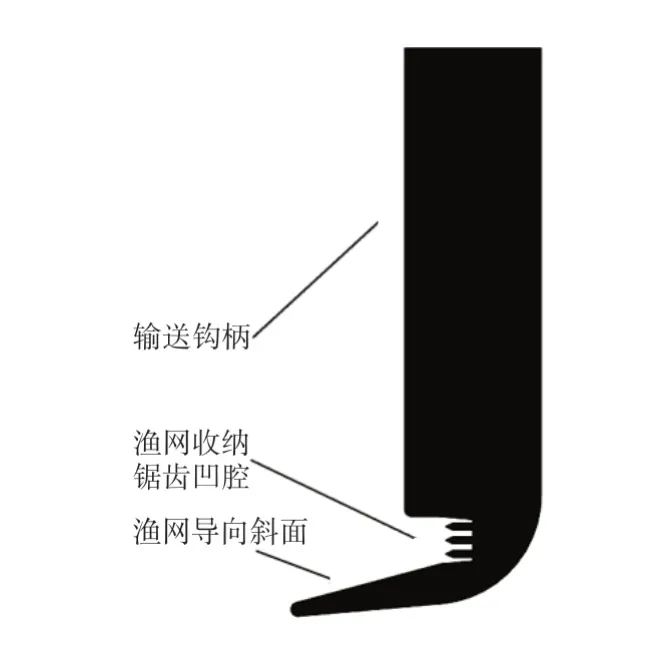
圖9 三維軟件構建輸送鉤
試驗時使用電火花線沿路徑切割1 mm厚的彈簧鋼板,將切好的輸送鉤黏連在鑷子上,模擬機械末端開合運動,如圖10所示,漁網在掛往匯總桿時利用開合運動使漁網張開,便于將漁網掛在匯總桿上。

圖10 試驗使用輸送鉤
3 三重刺網合成設備實物樣機試驗
機械設備的運動實現如圖11所示。主合網機構含有6個運動,包含5個直線運動和1個回轉運動。1號直線運動和3號回轉運動實現對工位1與工位2之間的加工轉換;2號直線運動主要實現輸送鉤與待合成漁網儲料桿的對位;4號直線運動與5號直線運動實現輸送鉤圖6的a→b→c→d→e→f→g→h的運動;6號直線運動實現漁網輸送鉤的開合動作。
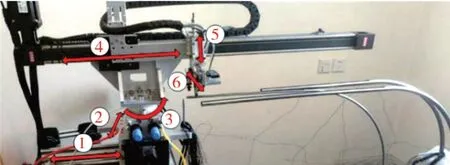
圖11 三重刺網合成機構實物樣機
三重刺網的人工合網效率為80 m/h,使用三重刺網實物樣機進行漁網合成試驗,經過大量試驗得出該設備的平均合網效率為110 m/h,并且一個熟練工人可以同時操作4臺合網設備,所以使用合網設備后合網效率可以提高將近5倍,大大提高了合網速度,降低了合網成本。
4 結論
三重刺網合成設備是針對漁業普遍使用的三重刺網進行單層漁網合成加工為三重刺網的設備,滿足人工合成向機械合成發展的要求,解決了目前人工合網效率低、勞動力缺乏、三重刺網供不應求的情況,解放了勞動力,提高了生產效率,同時提高了生產質量;且該設備適應性強,可以自動識別故障及調整合網比例,可以完成多種型號的三重刺網合網任務,為社會的漁業發展提供了便利。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
