接片軋花機研制實現過接頭不退嘴涂布
2021-08-14 03:41:38王志剛張建榮
信息記錄材料 2021年7期
王志剛,張建榮
(樂凱膠片股份有限公司 河北 保定 071054)
1 引言
彩紙涂布是使感光乳劑均勻地分布在支持體表面再經冷卻、干燥而制成可用的感光材料的過程,是鹵化銀感光材料生產工藝的重要組成部分[1]。照相感光材料特別是彩色感光材料的涂層結構十分復雜,有的涂層數多達十幾層,而總厚度僅20 μm左右。因此,在照相感光材料生產過程中,對感光乳劑的涂布和干燥要求十分嚴格:諸如涂層薄而均勻,性能一致而穩定,表面潔凈而平整,不能有各種劃傷、條道、疵點等弊病[2]。
三號機車間自成立以來采用的過接頭退嘴方式生產,以生產SA-60彩色相紙為例,135 m/min車速生產每軸會損失20米左右寬片,且易發生拉絲、條道、發花等表觀弊病[3],不僅浪費了紙基的利用,而且也嚴重影響彩紙表觀質量。本文通過對現有設備進行分析改造,學習借鑒汕頭公司軋花接片方式,確定了通過設計制作手工軋花機方案,詳細記錄了改造過程,并對改造前后效果進行分析對比。
2 現狀分析及改造方案實施
2.1 生產現狀
彩色相紙生產過程中,對涂布間隙與穩定彎月面的形成要求十分嚴格,如一個條件變化超差就會導致較嚴重的表觀弊病。三號機涂布線采用是過接頭退嘴生產模式,交替接片后過接頭退嘴涂布存在一個正常負壓、歸零、抽高負壓再恢復到正常負壓的一個過程,從退嘴直至涂布負壓穩定需10至12秒的時間,135 m/min車速生產就會有20米左右的寬片損失。涂布嘴頻繁動作如復位精度超差就會導致涂布間隙的變化,從而導致條道、拉絲等的生產表觀弊病。近年退嘴涂布生產中,黃乳劑層又出現嚴重“云朵”發花問題,甚至影響整軸涂布表觀質量,為市場質量反饋退貨的主要因素。因此進行設備改造勢在必行。
2.2 改造目標
鑒于上述原因,在學習汕頭膠片生產接片軋花的經驗后,結合三號機設備特性研制軋花機,將接片錫箔膠帶片頭軋花,實現過接頭不退嘴涂布生產,避免退嘴涂布過程中負壓變化,并將氣泡消除在軋花點30毫米位置,解決過接頭退嘴的寬片損失問題,提高涂布表觀質量,消除因負壓波動導致的發花問題。
2.3 改造論證
2.3.1 汕頭接片方式
參觀學習汕頭膠片分公司生產線,學習汕頭軋花接片方式,如圖1所示:汕頭涂布線為手工接片方式,選用日本專用刀具進行切片和接頭部位紙基接液面,軋花破壞光面層,阻擋和消除過接頭不退嘴所造成的拉絲等表觀問題。
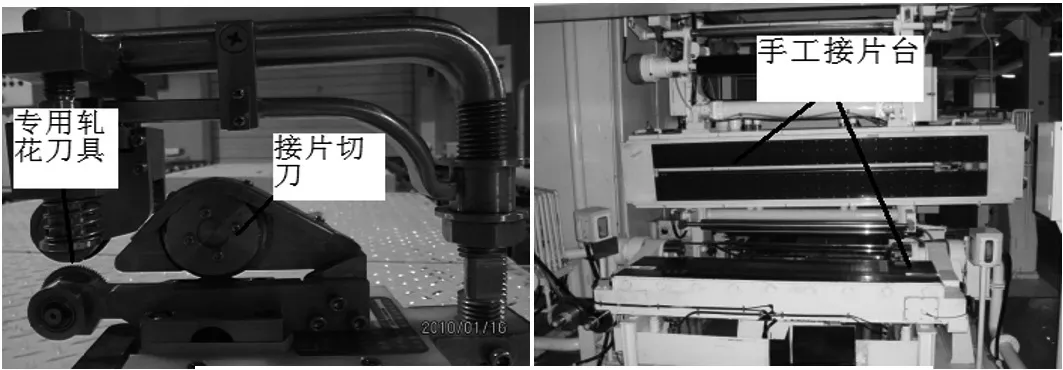
圖1 汕頭接片刀及接片臺Fig1 Shantou fillet cutter and fillet platform
2.3.2 三號機接片方式
2003年柯達合作改造對三號機接片機進行了更新,現為自動對接、無膠帶折邊形式,具備涂布生產過接頭不退嘴的基礎設備條件,可設計制作手工軋花機。
2.3.3 壓花機設計思路
根據接片設備現狀,反復驗證,認為以下幾方面為軋花機是否成功的關鍵點。
(1)利用負壓接片臺開導槽與片刀槽平行為軋花機的定位導向基準。
(2)軋花專用刀具的選材加工。
(3)軋花機動作執行的機架設計加工。
(4)因接片臺的結構和自動切片刀的使用,暫不具備實現自動軋花的條件。
2.4 改造方案實施
2.4.1 軋花機設計
根據設計思路完成圖2圖紙的繪制,并與加工單位進行交流核實加工的可行性。
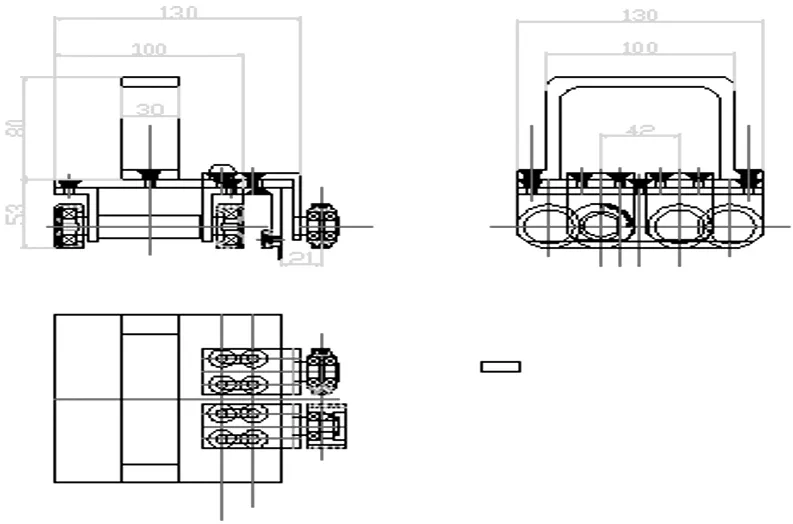
圖2 軋花機設計圖紙Fig2 Gin design drawing
2.4.2 軋花機加工制作
經過1個多月時間完成機架加工,但軋花輪加工遇到較大困難,相繼選幾個廠家試制均因軋花輪硬度不適合,不能產生期望的軋花點而未能成功,通過咨詢金屬加工專家和查閱相關資料,最終采用激光雕刻梯形軋花并高頻蘸火方式加工軋花輪,將硬度提高到60~65 HRC滿足了軋花輪硬度需求。最終完成了壓花機的制作,如圖3所示。

圖3 軋花機Fig3 cotton gin
2.4.3 接片臺改造
根據軋花機設計圖紙,制定接片臺開導向槽的方案,如圖4所示。選定軋花位置,接片臺按設計位置開軋花機導向槽,將接片臺拆底邊板去寬3毫米,入刀位置倒角。北側同位置去3毫米,距邊50毫米,滿足軋花機行程要求。
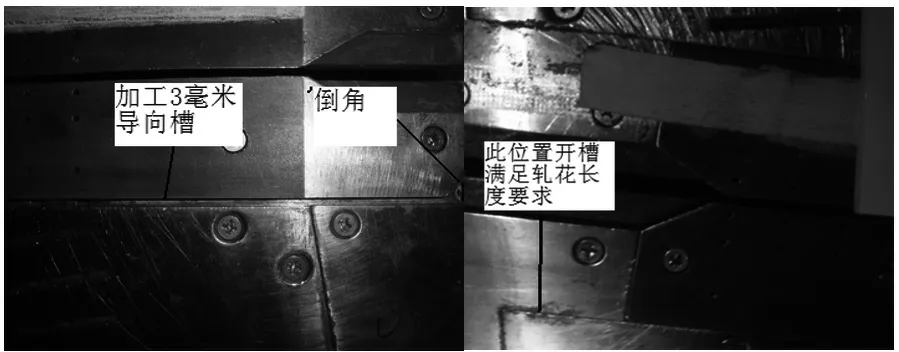
圖4 接片臺導向槽位置Fig4 Position of the guide groove of the connector
2.4.4 效果驗證
上述工作完成后現場進行軋花效果驗證,參照汕頭軋花樣片,如圖5所示,從軋花點清晰度觀測效果不錯,取樣片,車間組織工藝、裝備人員進行專題會,對軋花機進行工藝操作論證,軋花機壓痕點和均勻度較理想,可在生產中試用。組織對工藝員工軋花機操作培訓,同時校正A、B軸膠帶粘貼的中心位置。保障生產中軋花效果。

圖5 壓花效果均勻良好Fig5 The embossing effect is uniform and good
2.5 生產驗證
2.5.1 軋花后首個周期生產
實驗軋花效果,如圖6所示,觀察過接頭,大量生產第一周期效果理想,使用軋花機對消除表觀弊病效果明顯,將拉絲、氣泡消除在軋花點30毫米位置,由于實現了過接頭不退嘴,使涂布彎月面處于穩定狀態,消除了因涂布工藝條件變化,尤其是退嘴后高負壓的變化,導致的涂布表觀弊病,而且平均每軸少損失20米寬片。

圖6 軋花前后效果對比Fig6 Comparison of effect before and after ginning
2.5.2 生產使用過程中改進
周期生產期間我們根據工藝操作人員使用情況對軋花機問題進行匯總并進項針對性的改進。
(1)設備份量較重,手工操作不方便,每位員工操作效果不統一。
改進措施:①更換鋁支架減輕份量。②將手持把手移動到軋花輪側,拆除外側導輪減輕份量便于操作。
(2)軋花點淺。
改進措施:①調整膠輪位置確保壓點緊密接觸。②試驗加工軋花輪,增大軋花點距和增長軋花寬度。③接片臺軋花部位粘貼專用墊片
(3)片臺螺絲組裝孔位置不能軋花
改進措施:使用專用膠封堵螺絲孔。
(4)軋花機無保護
改進措施:制作專用存放盒,防止設備磕傷、損傷。
2.6 崗位操作法完善總結
通過以上改造方案的實施,成功實現了過接頭不退嘴涂布,為避免裝備、工藝操作對軋花質量產生影響,我們總結歸納將其補充到崗位操作法中。
(1)軋花機實現底槽定位,并定期對底槽進行清理,消除軋花導向對接片質量的影響。
(2)大周期生產前更換X刀片,保障進刀貼上邊、回刀貼下邊,接片后中間有2毫米間隙,片頭邊無毛茬。
(3)大周期生產前緊固軋花機所有固定螺絲,檢查導向片磨損狀況和尼龍滑塊磨損狀況,導向片兩個周期更換一次。尼龍滑塊一個月更換一次。
(4)檢查錫箔膠帶鋪展情況,超聲波刀切膠帶狀況,驗證并處理錫箔膠帶接片起褶問題。
(5)操作人員兩天更換一次軋花位置膠布,為保軋花質量暫時不要去掉底層錫箔膠帶,膠布厚度不超過兩層。
(6)值班人員認真對待工藝反饋接片問題,如切片毛邊、軋花輪松動、導向器磨損、膠帶粘貼中心偏移、錫箔膠帶起褶等問題,現場核實及時處理。
2.7 長周期生產發現問題及措施
2.7.1 接片質量問題
經過長時間運行觀察,如圖7所示,接片機多次出現錫箔膠帶紙起褶、氣泡膠帶脫落問題。嚴重影響到不退嘴涂布表觀質量,針對接片質量問題我們經過現場分析,出現問題原因如下。
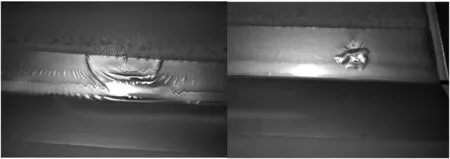
圖7 錫箔膠帶起褶、氣泡問題Fig7 tin-foil tape pleats, bubble problems
(1)三號機接片機方式為:S輥真空吸附錫箔膠帶、自動對接、無膠帶折邊形式
(2)接片過程中負壓能力不足,錫箔膠帶無法緊密吸附在S輥上,導致在接片過程中出現起褶,氣泡問題。
2.7.2 S輥增大負壓改造
對此我們進行接片S輥負壓系統改造:獨立的接片負壓風機能力不足,S輥最大真空度為—1.8 Kpa。現場觀察分析最近的1FR負壓風機最大負壓量—400 mmAQ(1 Kpa=102 mmAQ)也就是說1FR抽負壓能力遠大于獨立的接片負壓風機,而1FR自控閥門開度35%,從控制上1、2FR拉片輥負壓風機富余量滿足接片S輥負壓量需求。選用1、2FR管路實施S輥真空系統改造,S輥真空度最大值可達—3 Kpa,摸索調整S輥真空度為—2.5 Kpa,接片效果最為穩定。效果情況如圖8所示,在未采買設備前提下根治了膠紙脫落、起褶、氣泡問題。
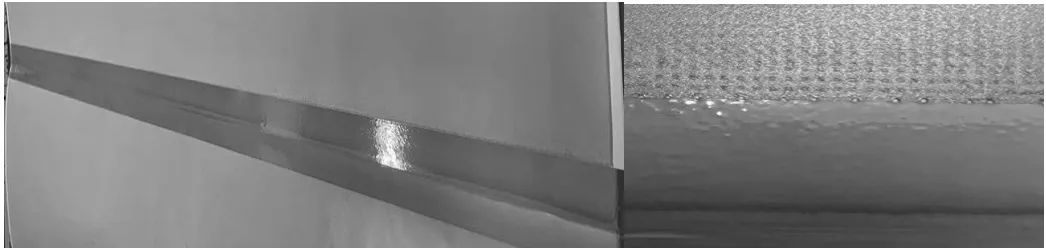
圖8 S輥負壓改造后接片與軋花效果Fig8 The laminating and ginning effect of S roll after negative pressure modification
3 結論
(1)通過正確操作使用軋花機對消除表觀弊病效果明顯,將拉絲、氣泡消除在軋花點30毫米位置,由于實現了過接頭不退嘴,使涂布彎月面處于穩定狀態,消除了因涂布工藝條件變化,尤其是退嘴后高負壓的變化,導致的涂布表觀弊病,平均每軸少損失20米寬片,完成了設備改造預定目標,按每月三個周期生產統計年可降低成本70萬元,屬于可持續降成本改造措施。
(2)改造工作的整體實施不僅僅是一個軋花機制作加工的過程,更重要的是設備人員對工藝過程的深入了解,對工藝了解越深入,越少走彎路。
(3)軋花機設計要便于工藝操作,讓員工能理解改造工作的目的,統一培訓操作手法和標準,開始推進中會遇到習慣操作的阻力,實際推進后以涂布表觀效果的提升來加深認識,從前期工作解決了大量涂布表觀問題,減少處理表觀問題的異常停車,尤其上海紙生產的鋪展不均勻問題的解決,即方便了工藝員工的操作又將易出表觀弊病有效消除。
(4)軋花點的有效和統一是不退嘴涂布實現的關鍵。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
