石材雕刻鋸片的發展趨勢探究
2021-08-11 03:13:00張慧菊李春輝李蔭真周紹鴻
超硬材料工程 2021年3期
張慧菊, 李春輝, 李蔭真,周紹鴻
(廈門工學院機械與制造工程學院,福建 廈門 361000)
經過對福建省惠安共榮石材廠、鼎立石材廠等多家石材廠實際的參觀學習及實地調研,并結合國內外雕刻鋸片市場的相關調查研究,發現目前很多石材廠實際應用較多的是有價格優勢的電鍍雕刻工具,且鋸片供貨商因為利潤高的緣故也更偏向于售賣電鍍雕刻工具,而不是性能較好的釬焊雕刻工具。另外,大量文獻顯示,關于巖石雕刻鋸片的研究已取得不少成果,但對巖石雕刻鋸片的研究多集中在電鍍法、燒結法的工藝優化方面以及單層釬焊鋸片基體的失效形式以及降噪方面。因此對不同種類的石材雕刻鋸片進行對比分析和思路梳理具有重要的意義。
1 石材雕刻鋸片的分類及特點
石材雕刻鋸片是用于石材加工行業的一種專用鋸片,因為其加工對象是硬性材料,所以相比較市場上常用的普通通用鋸片而言,其結構、材料、加工方法都有很大不同。按照金剛石和金屬的結合方式,石材雕刻鋸片分為3種類型,分別為電鍍金剛石鋸片、 燒結金剛石鋸片和釬焊金剛石鋸片。對三種金剛石鋸片分別進行實驗,并對其內部組織結構進行了對比,具體見圖1(a)、圖1(b)和圖1(c)。
圖1(a)是電鍍法金剛石鋸片的顯微組織。其制作過程是首先對金剛石磨料進行預鍍、布砂和加厚,然后再將金剛石固定在基體上。電鍍法不需要繁瑣的工藝過程,操作相對簡單,具有精度高、金剛石磨損后基體可重復使用的優點,但電鍍法的鍍層對金剛石的包裹度較大,導致金剛石出露高度較小(20%~30%左右),從而容屑空間有限,散熱效果就會差,極易對工件表面造成燒傷,此外,電鍍層對金剛石的包裹屬于純機械包裹,把持力較弱,鋸片壽命較短,同時電鍍法中重金屬離子的電解液具有嚴重的污染性,有悖于當今綠色生產的主題[1]。
圖1(b)是粉末冶金燒結法鋸片的顯微組織。粉末冶金燒結法鋸片是將金剛石顆粒與胎體金屬粉末按照一定的比例均勻混合,裝入模具中進行熱壓燒結成節塊,然后焊到基體上[2]。由于金剛石磨粒與胎體界面存在較大的界面能,金剛石與胎體金屬間很難發生化學反應,胎體和金剛石磨粒之間也是屬于純機械包裹,把持力較弱。因此鋸片壽命較短。
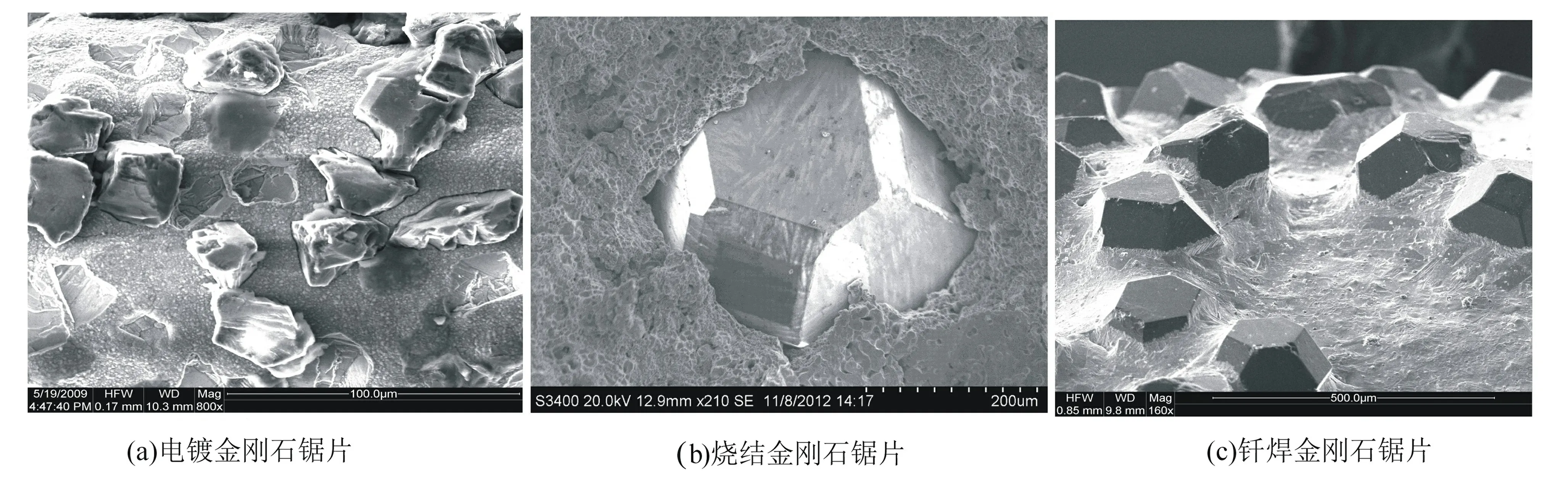
圖1 三種金剛石鋸片內部組織對比圖Fig.1 Comparison of internal organization of three diamond saw blades
圖1(c)是釬焊法鋸片的顯微組織。釬焊法鋸片的制作過程是使用一些活性釬料為焊接材料,使金剛石與基體實現高強度的化學結合,具體鋸片結構圖如圖2所示。釬焊法鋸片金剛石的出露高度較大(70%~80%左右),因此容屑空間大;基體和金剛石之間不僅是機械包裹,還存在化學冶金結合,因此基體對金剛石具有較強的把持力,從而延長鋸片使用壽命[3]。但釬焊金剛石鋸片目前比較成熟的存在形式是單層磨料釬焊鋸片,存在磨損后無法繼續工作,影響使用壽命的缺陷。

圖2 釬焊金剛石鋸片結構圖Fig.2 Structure diagram of brazed diamond saw blade
釬焊采用釬料為焊接材料,釬焊過程中釬料通過Ti或者Cr親鐵元素分別與金剛石磨粒和基材發生化學反應形成高強度的化學鍵,從而間接實現金剛石磨粒與基體材料強有力的結合。基體、釬料、金剛石磨粒通過釬焊工藝,形成基體-釬料-磨粒這種牢固的焊接結構,把持力大大增強[3]。金剛石20%~30%的出露高度就能滿足加工需求,而實際上釬焊工藝的特有性質金剛石出露高度可達70%~80%左右,那么可以大大增加了金剛石磨粒的容屑空間,提高了磨料的加工性能以及使用壽命。因此,釬焊雕刻鋸片是金剛石雕刻鋸片的發展趨勢以及重點研究對象。
2 影響釬焊金剛石鋸片性能的主要因素
2.1 釬料
釬料在釬焊鋸片生產過程中起著非常關鍵的作用,大量文獻表明,釬料的化學元素不同,所制得的金剛石雕刻鋸片的磨削性能和使用壽命也會不同。釬焊之所以能夠實現金剛石磨粒和金屬基體之間高強度連接,其最大原因在于釬料的存在,釬料中含有Cr、Ti、V、W等活性元素,他們既能有效潤濕金屬基體和金剛石磨粒,同時又能與金剛石磨粒和金屬基體中C元素發生化學反應[1,4]。但是Cr、Ti、V、W等活性元素熔點較高,甚至高達 1500℃以上,在此溫度下金剛石會發生嚴重的石墨化,導致基體的嚴重熱燒損。因此為了降低釬料的固溶線,在釬料中除了Cr、Ti、V、W元素外,還需Ni、Cu、Ag等熔點較低的化學元素,同時為了增強連接強度,也會增加一些高強度元素,如 Ni、Si、B、Mn 等。
將各種元素進行組合,可制備出不同類型的釬料。簡言之,根據金剛石釬焊鋸片釬料中的活性元素不同,釬料可大致分為 Cr 系和 Ti 系兩大類別, Cr 系、 Ti 系分別包含不同類別不同含量的低熔點元素(Ag、Cu、Sn、Zn等) ,以及不同類別不同含量的高強度元素( Ni、Si、B、Mn等)。研究釬料中元素類別以及元素含量對金剛石鋸片性能的影響是一個非常熱門的研究方向,目前關于此方面的研究較多[1]。
2.2 釬焊方法
根據加熱原理的不同,當前用于金剛石釬焊的方式主要有鹽浴釬焊、爐中釬焊、激光釬焊、高頻感應釬焊等[5]。
鹽浴釬焊是把工件放到鹽浴爐中,通過提高鹽浴溫度的方式進行焊接的方法。這種釬焊方式在焊接之前要先在磨粒表面鍍一層 Ti 粉,同時在工具表面涂覆 Ni 基粉末,以保證磨粒和金屬之間有足夠的浸潤性。此方法焊接工藝較為煩瑣,且焊后工具表面會留有很多的釬劑,難以去除。所以鹽浴釬焊不便于釬焊結構復雜的工件,金屬基體也不利于廣泛使用該工藝。
爐中釬焊是將工件放入一個密閉的腔體內,利用腔體周圍的電阻爐來輻射加熱的方法。腔體一般尺寸較大,因此可以一次焊接多個工件,或者焊接尺寸較大、結構較為復雜的工件,工件受熱均勻,加工效率較高,投資小。但由于是整體式加熱,所以升溫速率較慢,焊一批工件往往長達數小時之久,磨料在高溫下暴露太久,易造成磨粒和工件的熱損傷。
激光釬焊是通過激光源發射激光束,使得激光束打在焊件上使釬料熔化從而實現釬焊的方法。釬焊速度快,一般只需幾秒,可實現工件部分釬焊,因此效率較高。同時金剛石磨粒在高溫下的時間較短,其熱損傷程度較小。但又由于受熱時間過短,反應界面難以生成連續的化合物,在一定程度上降低了釬料的固結能力。
高頻感應釬焊是利用電磁感應原理,在工件內部產生感應電流,利用工具本身的電阻產生熱量,使焊料熔化從而實現焊接的方法。高頻感應釬焊的時間在幾十秒到幾分鐘之間,能保證磨粒和釬料化學反應的時間,減少了磨粒的受損程度。此工藝的缺點是加熱過程中存在鄰近效應和集膚效應,所以有時候要采取一些輔助工序。
2.3 鋸片結構
金剛石鋸片是一種切割型金剛石工具,在石材行業中應用最為廣泛。金剛石鋸片中以金剛石圓鋸片的使用率和普及程度最高,是我國石材加工行業中非常重要的切割工具。金剛石圓鋸片按照直徑不同可分為小徑鋸片(直徑小于230mm)、中徑鋸片(直徑約為250~750mm)和大徑鋸片(直徑大于800mm)[5]。
2.3.1 金剛石圓鋸片的結構及參數
金剛石圓鋸片結構見圖3所示,其結構由基體和刀頭兩部分組成,鋸片的刀頭上面鑲嵌著金剛石顆粒。
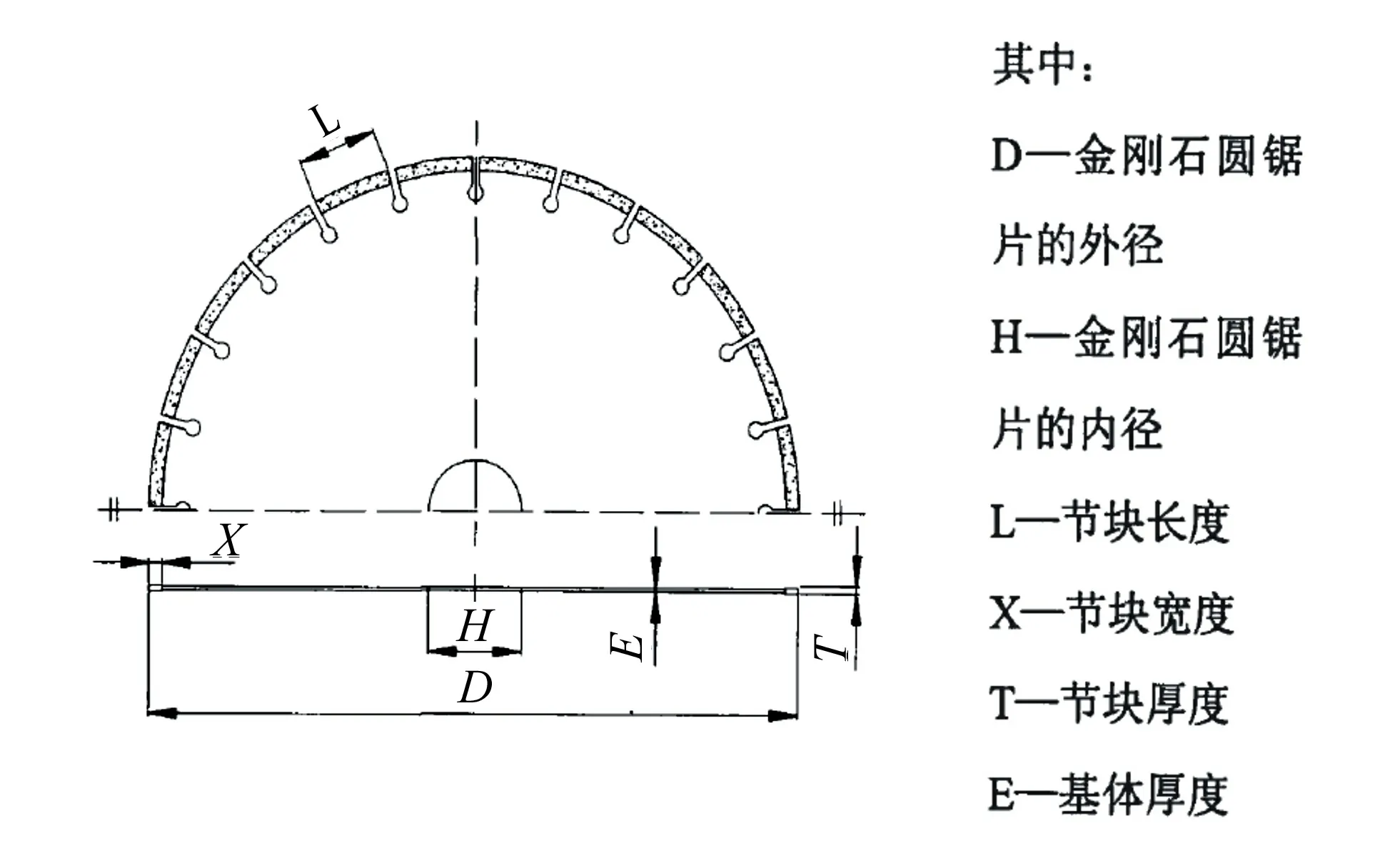
圖3 鋸片結構圖Fig.3 Saw blade structure diagram
2.3.2 金剛石圓鋸片的刀頭
金剛石圓鋸片工作時刀頭表面的金剛石顆粒會受到來自材料和碎石的沖擊和摩擦。一般被加工的材料越硬、摩擦性越強、進給越快,鋸片受到的沖擊越大。金剛石圓鋸片刀頭上的金剛石顆粒是否充分磨損和消耗決定了金剛石圓鋸片的加工效率和使用壽命,其中影響的因素有很多,例如胎體的耐磨性、對金剛石的把持力、加工參數、被加工材料的理化性能,等等。所以可以通過改善金剛石粒度、結合劑、加工參數等來提高金剛石圓鋸片的使用壽命和加工效率[1,5]。
金剛石質量越好,耐磨性越強,不易破碎,但是結合劑對其難以把持,容易脫落。采用高質量金剛石時應使刀頭表面變得粗糙,提高金剛石顆粒的附著能力,同時要選用較粗的金剛石顆粒,相應降低金剛石顆粒的濃度。如果刀頭包鑲低品質的金剛石,抗沖擊性就差,易破碎。采用低品質金剛石時應相應的提高金剛石顆粒的濃度,這樣才能較好地發揮金剛石的作用。另外值得注意的是,使用高溫耐磨的結合劑、高品級金剛石在加工難加工的材料時,如果摻雜低品質的金剛石或是高品質的金剛石分散性大,都會影響鋸片的使用壽命和加工效率。
2.3.3金剛石圓鋸片的基體
金剛石圓鋸片基體的強度是由金剛石圓鋸片的工作狀態和加工對象決定的。工作在高轉速下的金剛石圓鋸片鋸切過程中與被加工材料產生劇烈的摩擦和沖擊,隨著使用時間的增加,金剛石圓鋸片的加工質量和效率相應的下降。鋸片在自身的生產過程中也會存在一些問題,如鋸片的不平度等會降低金剛石圓鋸片的剛度,從而影響金剛石圓鋸片的壽命。因此,金剛石圓鋸片基體須具有足夠的強度、剛性和硬度。同時基體須消除變形力、微裂紋,以確保張應力平衡、平直度及其它形位要求。
65Mn屬于高質彈簧鋼,具高硬度、脫碳傾向少的特點,且價格低廉。目前,65Mn常作為金鋼石圓鋸片的基體材料。激光焊鋸片基體宜用調質鋼30CrMo、35CrMo,因其碳含量較低,能與激光焊接過渡層很好地焊合。65Mn的化學成分見表1所示。75Crl和50Mn2V這兩種材料中主要增加了錳和鉻等的含量,這樣既很好地改善了鋼的力學性能,最重要的是材料壽命得到了延長。其中50Mn2v中還增加了釩的含量,有效地改善了基體的淬火性能[5]。

表1 65Mn的化學成分
3 新型金剛石鋸片的開發趨勢
3.1 低噪聲鋸片
金剛石鋸片在使用過程中,金剛石與加工零件產生強烈的摩擦和強烈的碰撞沖擊,從而導致基體劇烈振動,噪聲強度高達100dB以上,嚴重超過了國標中的80~85dB。目前國內外研制低噪聲鋸片的途徑大致有兩種:一種是通過在基體上用激光加工出特定溝槽,且溝槽中填入阻尼材料,從而達到改變基體結構的目的;第二種是將基體分層處理,目前比較多用的是分三層,在中間層用阻尼材料進行降噪。經過檢測,低噪聲鋸片的噪聲強度可以降低到85dB以下[5]。常見的低噪聲鋸片結構示意如圖3所示。
圖4 低噪聲鋸片Fig.4 Low noise saw blade
3.2 復合基金剛石鋸片
復合基金剛石鋸片采用金剛石鑲嵌工藝和低溫電沉積合金胎體,能夠有效地解決胎體機械性能差、基體對金剛石保持力弱等問題[6],利用這種新技術制備的胎體具有良好的機械性能,其性能與用冶金方法制備的胎體相當,且抗彎強度較高,根據各種石材特點,通過調整成分的配比,能使其具有最適宜的硬度和最適宜的韌性,最終達到基體適合金剛石鑲嵌的目的。
4 結論
本文以企業實際調研為出發點,重點研究了電鍍金剛石鋸片、 燒結金剛石鋸片和釬焊金剛石鋸片三種鋸片的內部組織、使用性能以及各自的特點,同時以具有發展前景的釬焊雕刻鋸片為研究對象,重點研究了其釬焊工藝、鋸片結構以及釬料的分類和作用,等等。