小型化頂錘在合成金剛石過程中的應用
2021-08-11 03:12:52陳孝鵬許俊杰魯森遠
超硬材料工程 2021年3期
關鍵詞:有限元
陳孝鵬,許俊杰,魯森遠,劉 杰
(鄭州華晶金剛石股份有限公司, 鄭州 450001)
1 引言
金剛石材料因為具有超高的硬度,導熱性極好,比較低的熱膨脹系數[1]等特點,所以在高溫惡劣難加工的工況下磨削性能屬于材料中的佼佼者;而開采天然鉆石作為磨料磨削工程使用,不僅破壞環境,并且從經濟效益上來說極其不劃算;所以從上世紀開始,眾多的科研人員都在研究如何模擬天然的高溫高壓來制造金剛石。經過幾十年的技術積累,合成金剛石的技術已經日漸成熟,我國普遍采用鐵鈷鎳等金屬作為催化劑[2],采用旁熱式加熱方式通過合成塊內部的加熱器來提供高溫[3],使用國產鉸鏈梁六面頂壓機配合耐高溫高壓的硬質合金頂錘[4]產生高壓,所以,硬質合金頂錘一直在合成金剛石的過程中起著重要的作用。
我國的鉸鏈梁六面頂壓機所使用的頂錘材料主要以YG8硬質合金為主,頂錘內部含有92%的WC以及8%的Co,屬于中顆粒硬質合金;硬質相WC含量保證了硬質合金頂錘的抗壓性能要求,粘結相Co的含量較低在一定程度上影響了頂錘的抗拉強度,在Co含量一定的情況下,WC的晶粒度越細則相應的硬質合金頂錘的密度、硬度以及抗壓強度越高;而我國的硬質合金頂錘使用壽命約為5000次左右,十萬克拉金剛石頂錘消耗>3kg,主要原因是這些都與缸梁大型化[5]導致的硬質合金頂錘單體重量增大有關,現在單個硬質合金頂錘的重量都大于35千克了,與之配套的六面頂壓機正在迅速大型化,市場上缸徑800mm壓機現如今已經大規模的投產,最大的缸體直徑已經達到1000mm[6]。目前大型化鋼梁直徑650~800mm的壓機已經是合成金剛石等超硬材料行業的主力軍,但是大型化壓機所必需的硬質合金頂錘使用壽命過低是中國傳統鉸鏈梁六面頂壓機繼續大型化發展遇到的難題。
眾所周知,目前的頂錘同比放大,都是根據碳化鎢硬質合金頂錘的使用經驗以及彈性理論,將原先成功設計的頂錘簡單地按照比例放大,這種設計方法優點是快速可以達到頂錘的量產和生產目的,但肯定不是最安全最合理的設計結果[7]。為此,本文就六面頂壓機大型化帶來的頂錘大型化,導致的錘耗偏高問題,進行重新驗證并新設計相同錘面的小型化頂錘代替原先的大型化頂錘,進行了降低單個頂錘重量的實驗。通過并實驗合成40~45粒度工業金剛石,和長時間保溫保壓合成大單晶金剛石,從頻繁超壓卸壓合成工業金剛石以及長時間保溫保壓合成大單晶金剛石驗證小型化頂錘的可靠性和耐用性,并借助有限元模擬軟件計算了小型化頂錘在工作過程中垂直作用力的受力情況[8],并對此進行了分析。
2 設計及試驗
2.1 小型化頂錘的設計理論
硬質合金頂錘和預緊鋼環在六面頂壓機中所承受的壓應力永遠比拉應力大得多,并且拉應力幾乎可以忽略不計;而碳化鎢硬質合金材料的抗壓強度是抗拉強度的2到3倍,所以硬質合金作為頂錘材料使用,發揮了壓應力遠遠超過拉應力的材料優勢。再加上頂錘小斜邊和預緊鋼環的側向支撐作用,能夠發揮頂錘能承受高壓的最大效用,使硬質合金頂錘承受比自身更大的壓應力。
在合成過程中的高壓工況下,硬質合金材料受到較大的壓應力,便會徑向膨脹,超過自身的壓應力則會發生破裂,此時就需要預緊鋼環來承受這部分徑向應力,使得頂錘能夠承受更大的壓應力而不致破裂。根據預緊鋼環的作用,頂錘小斜邊的作用,設計同樣錘面的小直徑、低高度的頂錘,并設計配套新型鋼環。小直徑頂錘后面采用圓錐柱體合金鋼進行大質量分散壓力。這樣便可以減少單個頂錘的質量。
2.2 小型化頂錘及配套鋼環工程圖
本小型化頂錘及配套鋼環設計中,頂錘錘面附近的材料采用碳化鎢硬質合金,通過縮小頂錘直徑方向上的尺寸,其縮小部分使用合金鋼設計到鋼環中進行代替,從而節約頂錘材料;通過縮小頂錘高度方向上的尺寸,其縮小部分使用圓錐柱狀合金鋼代替,從而節約頂錘材料。原先的大型化頂錘及鋼環配合工程圖見圖1a所示,新設計的小型化頂錘、兩級合金鋼和新型鋼環見圖1b所示。
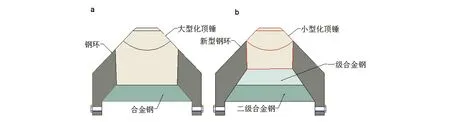
圖1 頂錘和鋼環配合工程圖Fig.1 Matching engineering drawing of anvil and steel ring
2.3 小型化頂錘合成工業金剛石
設備采用國產鉸鏈梁六面頂壓機,液壓缸工作直徑為700mm,采用天宏第二代操作系統,匹配高精密超高壓柱塞泵和無級液控伺服泄壓閥,能夠實現按照設定的工藝曲線自動超壓、保壓、卸壓等功能,壓力控制精度能達到±0.1MPa,加熱系統中的交流變壓器通過操作系統中的硅片整流器,功率控制精度±1W,可以輸出合成電流500~2500A,錘頭電壓1~5V,采用小型化硬質合金頂錘,同時在鋼環中保持恒溫恒流冷卻水來保護頂錘。
合成工業金剛石的合成塊外圍采用復合型葉蠟石,上下導電鋼圈采用博士帽形狀的導電鋼圈,鋼圈內部填芯采用密度較高的白云石。博士帽下方采用白云石環和葉蠟石環組合的方式來傳壓保溫,博士帽導電鋼圈與導電石墨片相互連接,導電石墨片與鐵鉻鋁錳加熱帶相連接,這樣就構成了一個加熱系統。加熱系統內部是絕緣白云石管,防止加熱電流從石墨柱流過,從而造成電流的熱效應不能充分發揮。石墨芯柱采用單質鐵鎳按照5.5∶4.5的比例作為金屬粉,起催化作用,石墨粉采用人造高純石墨粉,相互混合、擠壓成型后放入惰性氣體保護的隧道窯中進行還原除雜。
工藝上一次暫停壓力48MPa,最高壓力73MPa,采用臺階式升高壓力;功率最大采用7.2kW,功率整體上先高溫,后采用慢降溫措施,連續實驗200塊,將所得到的料棒進行破碎,鹽酸硫酸混合酸液浸泡,通過整流器電解、搖床分選、水洗、烘干、炒料,最后進行選型,得到一批40/45粒度工業金剛石。對SCD90型號的工業金剛石進行光學顯微放大(如圖2所示)。

圖2 工業金剛石光學顯微放大圖Fig.2 Enlarged optical micrograph of industrial diamond
2.4 小型化頂錘長時間保壓合成大單晶金剛石
2.4中合成工業金剛石的六面頂壓機設備,頂錘型號依舊是YG8,頂錘采用小型化頂錘及與之配套的鋼環和二級合金鋼墊片。設備油壓設定78MPa,功率設定6.3~6.5kW,此壓力和功率能將合成塊內部的壓力長時間穩定在5.2~5.6GPa附近,溫度長時間穩定在1350℃附近。
合成大單晶的合成塊采用U型導電鋼圈作為導電傳壓鋼帽,內部設置有傳壓保溫效果較好的白云石保溫餅來防止合成塊中的熱量通過兩端傳輸至硬質合金頂錘上;采用嵌有白云石襯套的復合型葉蠟石作為整個合成塊的保溫、絕緣、傳壓、密封外圍材料,合成塊內部使用耐高溫的導電石墨片和發熱石墨管作為整個合成塊的發熱元器件來為合成大單晶金剛石提供熱量,采用氯化鈉+20%氧化鋯的鹽管來屏蔽葉蠟石白云石等雜質,并減少合成塊內部熱量損失和徑向溫度差。高純石墨碳源和高純鐵基觸媒分別為合成大單晶金剛石提供原料、及催化作用;0.5mm的工業金剛石作為晶種來引導由石墨原材料轉化的金剛石結晶體附著在晶種表面。全穩二氧化鋯在加熱管內部以填充的方式,用來隔絕外部雜質,由外向內傳遞壓力,并建立起垂直軸向上的溫度差,為大單晶金剛石的生長提供動力。
進行連續實驗20塊,工藝設定保溫保壓70小時,將合成好的大單晶合成塊打開,剝離合成塊內部的大單晶芯柱,放入王水中煮沸,得到0.6~0.8克拉的大單晶金剛石。對大單晶金剛石進行10倍光學顯微放大(如圖3所示)。
圖3 大單晶金剛石10倍光學顯微放大圖Fig.3 Optical micrograph of large single crystal diamond with 10 times magnification
2.5 小型化頂錘壓應力有限元模擬分析及計算
為了更好地提高頂錘在使用過程中的耐久性,對小型化的頂錘進行有限元模擬分析,為了便于清晰明了地展現錘頭各處的垂直應力值,在頂錘的1/4截面圖上取9個點為分析對象,頂錘模擬分析取點圖見圖4a所示;設定1點的壓力值為5.4~5.6GPa,對取點處的垂直應力運用有限元分析軟件對原先的大型化頂錘跟現有的小型化頂錘進行模擬計算,兩種頂錘的垂直應力分布對比見圖4b所示。
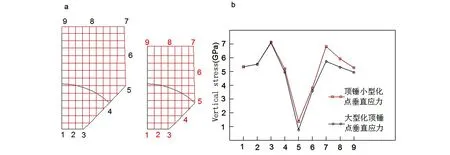
圖4 頂錘取點及垂直應力分布對比圖Fig.4 Comparison of jacking point and vertical stress distribution
3 結果和討論
在實驗2.3中運用小型化頂錘合成工業金剛石,是因為工業金剛石合成過程中需要頻繁地快速超壓、保壓、泄壓。硬質合金頂錘在此過程中的使用工況最為復雜和惡劣:
從頂錘溫度上來說,需要大概一個小時為周期,需要從低溫、升溫至200℃~300℃的高溫,甚至更高,合成金剛石加熱停止后,頂錘溫度從高溫又變成80℃;簡而言之每實驗合成工業金剛石一次,小型化頂錘的溫度會從80℃升溫至300℃再降溫至80℃。從頂錘所經歷的壓應力來說,同樣以一個小時為周期,六面頂壓機油壓壓力需要先從0超壓至50MPa附近,然后保壓10分鐘左右,然后再快速超壓至70MPa,最后在進行3~5MPa的慢升壓來彌補腔體內轉化金剛石帶來的合成塊內部腔體收縮,然后就是3~5分鐘內油壓從73MPa快速下降至0;簡而言之每實驗合成工業金剛石一次,小型化頂錘錘面上的壓力會從0升高至3.8GPa,然后保壓10分鐘左右,再快速超壓至5.3GPa,然后保壓一小段時間,頂錘錘面壓力再快速降為0。
正是這種復雜和惡劣的使用工況,才是檢驗新設計的小型化頂錘是否能夠正常使用的最有效,最直接的方法,本實驗連續合成200 塊,沒有出現異常情況,說明小型化頂錘能夠在合成工業金剛石的過程中正常使用。
在實驗2.4中運用小型化頂錘合成大單晶金剛石,因大單晶金剛石合成過程中需要長期的保溫保壓,保壓時間越長,硬質合金頂錘在保壓過程中已經形成“高壓的習慣”,也就是內部存在高壓方向上的集中應力,這種情況下,硬質合金頂錘在合成結束后,頂錘錘面壓力突然降低為0,極易發生應力釋放,從而造成頂錘出現裂紋而不能使用。在長期的保溫保壓過程中,因為需要經過70小時的持續的高溫,頂錘在高溫情況下,更容易出現熱疲勞的情況,也就是頂錘的內部材料和肉眼及探傷設備不可見缺陷在高溫情況下出現屈服,從而造成頂錘錘面附近邊緣部位發生裂紋。這種長期的高溫,高壓條件下合成大單晶金剛石,能夠檢驗出頂錘在長期使用過程的最終耐用性。本實驗中連續合成200塊,共計約60天的長期實驗能夠進行,說明小型化頂錘在合成金剛石的過程中頂錘耐用性是符合使用要求的,達到了頂錘小型化之后降低頂錘硬質合金使用量的目的。
在有限元模擬分析頂錘的垂直應力對比中,因為有限元模擬分析時兩種頂錘錘面正中心都是壓力在5.4GPa附近,并且兩種頂錘的小斜邊沒有發生變化,所以1點、2點、3點的垂直應力幾乎相同;因為小型化頂錘的4點相比原先大頂錘的4點輕微向下偏移,越靠近頂錘錘面的壓應力越大,所以4點的小型化頂錘垂直壓應力輕微大于大型化頂錘的垂直壓應力;同理5點也一樣;7點受3點頂錘斜邊巨大的密封邊影響,7點的壓應力比較高,并且因為小型化頂錘直徑減小,導致7點、8點、9點的這三處的小型化頂錘壓應力大于大型化頂錘的對應位置壓力,這也符合大質量支撐原理。
4 結論
六面頂壓機合成工業金剛石所需的硬質合金頂錘同比放大并非是一種最優的選擇,存在一定的優化空間,本次優化后,單個頂錘重量節省材料約40%左右。
優化后的硬質合金頂錘通過有限元垂直應力計算,在保證頂錘錘面壓應力達到合成金剛石的壓力條件下,頂錘后面壓應力有所增大,但滿足使用工況:能夠在頻繁的超壓、保壓、卸壓過程中合成工業金剛石,能夠在長期高溫高壓的工況下合成大單晶金剛石。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18