汽車外板冷軋后表面清潔度的提高
2021-08-06 08:34:42供稿孫鵬張杰周宏偉盧秉仲王鯤鵬
金屬世界 2021年4期
供稿|孫鵬,張杰,周宏偉,盧秉仲,王鯤鵬
作者單位:1. 本鋼板材有限公司技術研究院,遼寧 本溪 117000;2. 上汽集團乘用車公司,上海 200000
內 容 導 讀
由于冷軋板表面清潔度的優劣將直接影響下道工序的后續處理并最終影響成品表面質量,因而為了提高市場競爭力各大汽車生產企業對汽車外板表面清潔度尤為重視。針對某酸軋聯合機組設備特點和機組狀況,通過對影響表面清潔度相關工藝關鍵控制點的優化,包括酸洗段、乳化液系統及軋輥粗糙度,提高了軋后帶鋼表面清潔度,使其反射率達到65%以上,滿足了企業對汽車外板冷軋后表面清潔度的要求。
隨著用戶對汽車用板質量的不斷提高,尤其對汽車外板表面清潔度有著非常苛刻的要求,因而為提高市場競爭力企業對汽車外板的表面清潔度尤為重視,而冷硬板表面清潔度的優劣直接影響下道工序對表面的后續處理,最終影響成品表面質量。由于連退脫脂段也只能清除冷硬板表面80%~90%的污染物,所以最根本的措施是優化冷軋工藝,提高冷硬板表面清潔性[1]。帶鋼表面清潔度取決于殘留物的多少,通常用帶鋼表面殘油量和殘鐵量來衡量,現場采用Scotch膠帶光反射率來衡量[2]。針對某酸軋聯合機組,通過優化酸洗段、乳化液系統及軋輥粗糙度相關的關鍵工藝控制點,實現冷軋后帶鋼表面清潔度的提高。
酸洗段工藝的優化
帶鋼酸洗質量的好壞是影響軋后帶鋼表面反射率的主要因素之一,通過加強氧化鐵皮的清洗效果并控制酸洗后帶鋼表面殘留物及粗糙度來提高軋后帶鋼表面清潔度。該酸軋聯合機組由三個紊流式酸洗槽和四個漂洗槽組成,結合該酸軋機組的設備特點和機能,通過優化酸洗段關鍵工藝控制點來提高酸洗質量,主要包括:酸液的濃度和溫度、酸洗段速度、鐵離子濃度。
合理調節酸液濃度和溫度能增加帶鋼的酸洗速度。隨著酸液濃度和酸洗溫度的增加,酸洗速度隨之增加[3]。當酸液濃度和溫度工藝不變的情況下,通過匹配合適的酸洗速度來達到最佳酸洗效果,避免出現欠酸洗和過酸洗。尤其是過酸洗會導致帶鋼表面粗糙度增大,在軋制時過大的軋輥表面粗糙度會導致帶鋼表面粗糙度增大,而軋制過程中軋輥和帶鋼表面粗糙度尖峰被磨平會產生大量鐵粉微粒,易殘留在帶鋼表面形成殘鐵,降低帶鋼表面的清潔度。
在酸洗過程中,氧化鐵皮溶解生成氯化亞鐵。隨著氯化亞鐵含量的增加,加速鹽酸的揮發并降低酸洗效率。此外,如果帶鋼表面殘留較多的氯化亞鐵進入乳化液系統,會使乳化液的pH值降低,導致乳化液顆粒度增大,穩定性下降。通過對漂洗槽pH值管控從而判斷酸洗后的帶鋼表面是否達到有效清洗。
采用規格牌號為DC06的汽車外板進行工藝實驗。實驗條件為:酸洗槽溫度80~85 ℃、1#酸洗槽≥40 g/L、3#酸 洗 槽≥140 g/L、4#漂 洗 槽 的pH值≥5.5,在保證酸液濃度和溫度不變的情況下,對酸洗速度進行調試,在酸洗出口質檢臺對酸洗后的表面質量進行檢查,結果見圖1所示。
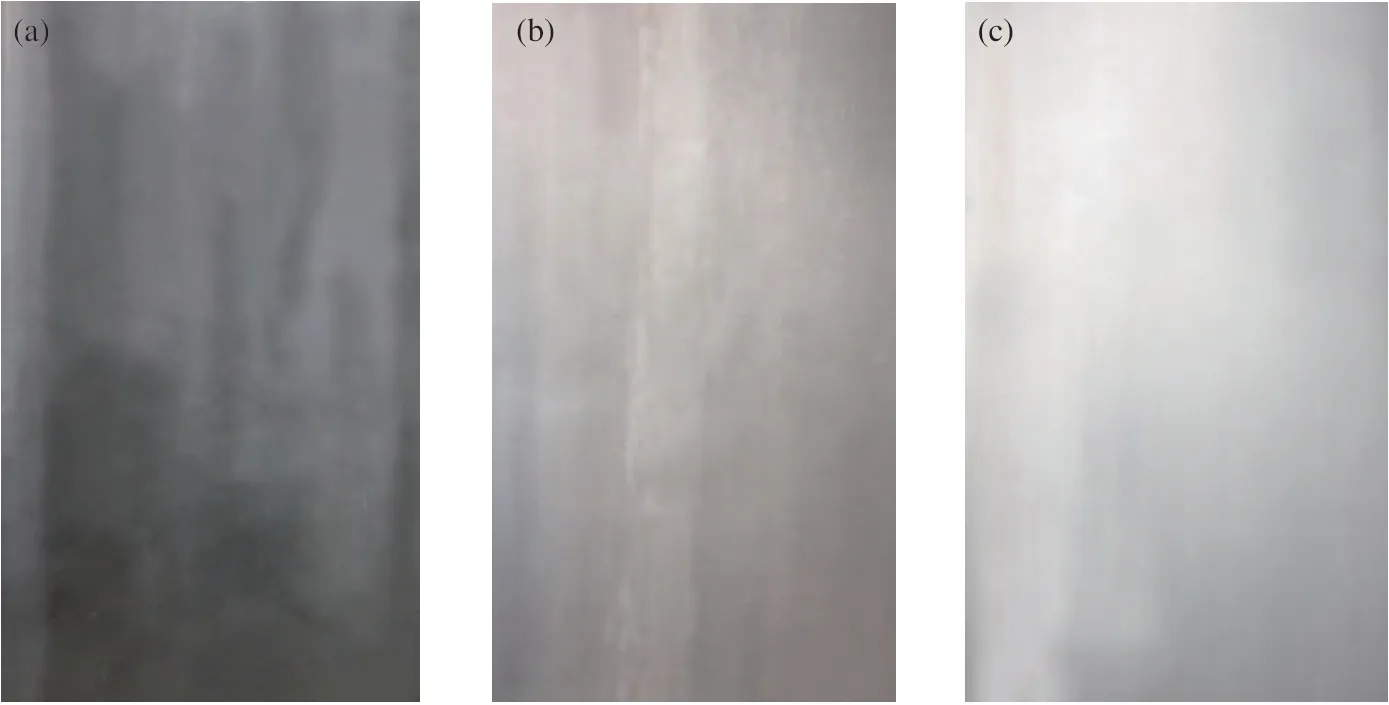
圖 1 不同酸洗速度下酸洗出口帶鋼表面質量形貌:(a)30~50 m/min;(b)60~90 m/min;(c)100~140 m/min
由圖1可見,當酸洗速度低于50 m/min時,帶鋼表面出現嚴重過酸洗;當酸洗速度控制在60~90 m/min時,過酸洗得到改善,但帶鋼表面發暗,且板面存在一定的色差;當酸洗速度控制在100~140 m/min時,帶鋼表面光亮,酸洗質量最優。
為了減少因產線故障降速甚至停車而造成過酸洗,在生產汽車外板時,在酸洗出口采取圓盤剪進行切邊,改善了原料邊部質量,有效避免了機組因出現輥硌印而導致的停機換輥。同時,向酸槽中添加合適的緩蝕劑,可有效減緩帶鋼的過酸洗。
軋輥粗糙度優化
軋輥粗糙度越高,與帶鋼的摩擦力就越大,勢必產生較大磨損,從而影響帶鋼表面清潔度。降低軋輥表面粗糙度能明顯提高帶鋼表面清潔度,但粗糙度太低會造成軋制時打滑,影響軋制穩定性和換輥周期。該酸軋聯合機組采用的五機架六輥連軋機,考慮到用戶對汽車外板表面粗糙度的特殊要求,末架軋輥需采用毛化后的ETC輥,主要負責帶鋼粗糙度的轉印和板形控制,因此將1~4機架分配了較大壓下率。
為了避免1~4機架軋機工作輥在軋制過程產生大量鐵粉,根據壓下率分配情況,對1~4機架工作輥粗糙度進行優化,并作為汽車外板生產專用輥進行管理。在生產汽車外板前需提前備好專用軋輥,并對軋輥表面質量進行檢查,軋制過程對專用工作輥的軋制周期進行嚴格控制。
乳化液參數的優化
乳化液的使用性能除與軋制條件有關外,還取決于軋制油品的性能,主要體現在乳化液的各項理化指標,包括皂化值、濃度、電導率、雜油含量、乳液穩定性、鐵粉含量、乳液pH值等。在生產汽車外板前,需要對乳化液進行取樣檢測,判斷其各項理化指標是否出現異常,其中關鍵理化指標出現異常及其原因見表1所示。
該酸軋聯合機組采用S1箱給1~4機架供液,S3箱給5機架供液。由于1~4機架鋼板變形量大,末機架變形量小,所以設計乳液S1箱濃度高,用于前面機架的潤滑冷卻,減少鐵粉產生;S3箱濃度低用于末機架的冷卻和清洗帶鋼表面。乳化液濃度過高會使軋后帶鋼表面殘油過多,造成軋輥打滑,增加乳化液消耗,增加生產成本;乳化液濃度過低,將引起潤滑不足,帶鋼表面和軋輥之間形成的油膜易被破壞,增大軋輥與帶鋼的接觸磨損,使殘鐵增加,造成軋后帶鋼表面發黑等問題。

表 1 乳化液關鍵理化指標異常波動原因
乳化液溫度也是一個很重要的影響因素[4]。隨著乳化液溫度升高,乳化液的顆粒度增加,能分離出較多的油,增加帶鋼與軋輥之間的油膜厚度,提高了潤滑性能。但是溫度過高乳化液顆粒度會逐漸增大,軋制油難于保持在軋制液中,導致穩定性下降;溫度過低,乳化液容易滋生細菌,導致pH值下降,防銹能力下降,穩定性下降,并產生異味。因而乳化液的溫度應控制在55~60 ℃為宜。
乳化液中鐵粉會破壞乳化液的穩定性,惡化乳化液的潤滑性能,同時鐵粉會與乳化液中油分反應,生成軋制油泥粘附在帶鋼表面,大大降低軋后帶鋼表面清潔性。而粒徑較小的鐵粉顆粒進入乳化液體系后可以起到微納米顆粒添加劑的作用,可使帶鋼表面質量得到進一步提高[5]。因此需要控制鐵粉含量在合理范圍內,并采用磁過濾系統過濾乳化液系統中大量顆粒鐵粉。
實驗采用同規格DC06鋼種,在乳化液溫度相同情況下,對不同濃度和鐵粉含量下軋后帶鋼反射率進行測量。采用便攜式反射率測量儀,每組參數選三卷進行測量,取平均值,測量結果見表2所示。
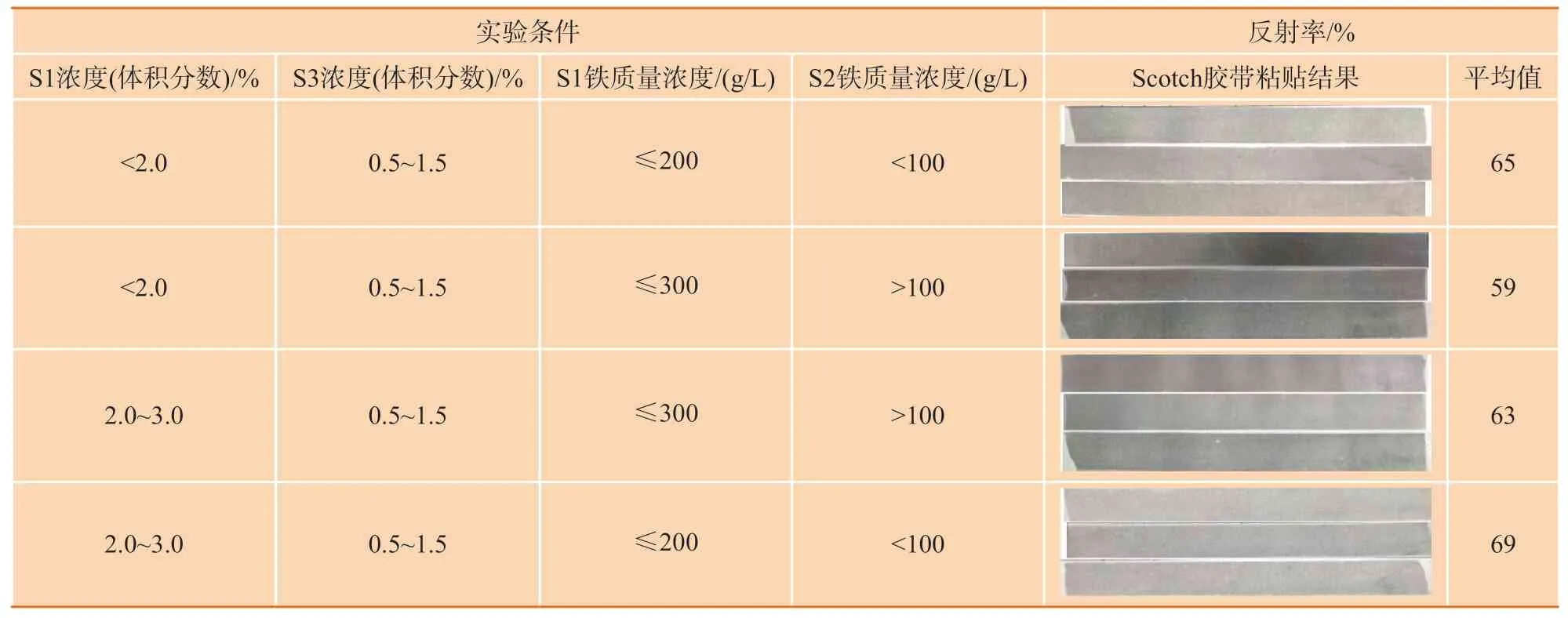
表 2 不同濃度和鐵粉含量下軋后帶鋼反射率情況
由表2可見,通過嚴格監控乳化液濃度和鐵粉含量,可有效改善軋后帶鋼表面清潔性,提高反射率。當乳化液濃度(體積分數)S1箱為2.0%~3.0%,S3箱為0.5%~1.5%,鐵質量濃度:S1箱為≤200 g/L,S2箱為<100 g/L時,軋后帶鋼反射率最優,可將軋后帶鋼反射率提升到65%以上。
此外,為保證乳化液的潤滑、冷卻及清潔作用,通過調試增加了各機架噴嘴的噴射壓力,并通過定期檢修保證出口吹掃系統的噴射角度和壓力,有效減少軋后帶鋼表面乳化液殘留和殘鐵。
對于新配制的乳化液,由于顆粒度較小,呈弱堿性,需要連續運行一段時間才能獲得較好的顆粒度分布。針對新配制乳化液其連續運行時間和軋后帶鋼反射率關系進行實驗(圖2),可見帶鋼反射率隨著乳化液運行時間的增加而升高,對于新配制乳化液需要連續穩定運行75 min以上才能用于汽車外板的生產。
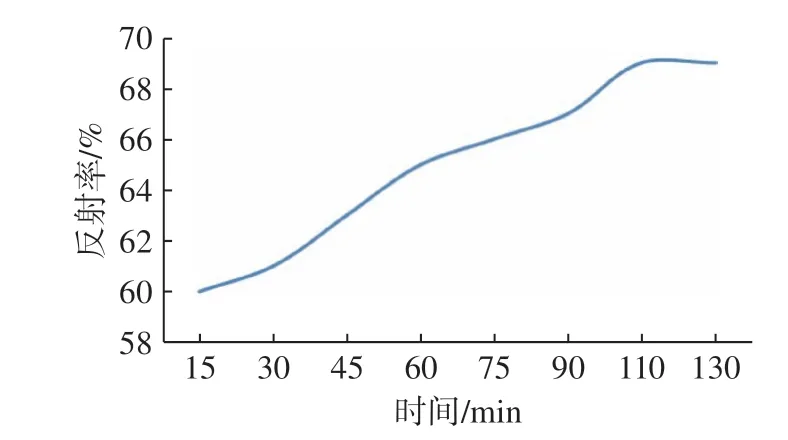
圖 2 新配制乳化液運行時間與反射率關系曲線圖
結束語
在酸軋聯合機組生產中,影響帶鋼表面潔凈度的因素很多。通過優化酸洗段關鍵工藝參數,提高了酸洗后帶鋼表面質量;在保證潤滑和冷卻條件的前提下,優化乳化液的各項理化指標,提高了乳化液的清洗效果;通過優化各機架軋輥表面粗糙度,最終可將軋后帶鋼反射率提升到65%以上,滿足了企業對汽車外板在經過酸軋工序后,其冷硬板表面清潔度的要求,為成品帶鋼表面質量提供保障。