汽車覆蓋件模具型面修復技術的研究與探索
2021-08-06 01:07:48隋曉峰馬利杰李鵬書吳寶利楊冠宇
模具制造 2021年6期
關鍵詞:實驗
隋曉峰,任 政,馬利杰,李鵬書,吳寶利,楊冠宇
(上汽通用東岳汽車有限公司,山東煙臺264006)
1 引言
汽車外覆蓋件焊疤印問題是指:拉伸模型面受損進行焊補修復后,在焊補位置所對應的零件表面產生涂裝之后仍然可見的印記(見圖1),最終影響整車外觀質量的問題。汽車外覆蓋件焊疤印不僅會在首次焊補后產生,即使修復后通常在2萬沖次內仍會復發。以某年產能30萬輛整車廠的沖壓車間為例,2019年發生10例焊疤印問題,其中3例為新壓傷焊補修復后產生,其余7例均為復發。并且焊疤印問題并非汽車外覆蓋件的專屬問題,所有對面品質量要求較高的沖壓件以及注塑件都困擾于這一業界難題。

圖1 某車型翼子板輪罩區域焊疤印問題
2 焊疤印問題的產生機理
焊疤印作為長期困擾業界的一大難題,其產生原因是得到業界共識的:由于模具鋼普遍含碳量較高,大型的汽車外覆蓋件模具型面甚至采用含碳量3%~4%的球墨鑄鐵,在焊補修復的接縫區域極易出現白口組織,焊接白口的硬度可達到600HB,在打磨研配和后續生產的過程中,都將成為一個局部硬點,造成制件的焊疤印缺陷。
而焊接白口的產生原理是:基于鐵碳合金相圖(見圖2),鑄鐵或高碳鋼由液態冷卻至固態的過程中,發生共晶轉變,析出滲碳體FeC3,FeC3在高溫下不穩定,會分解成Fe和C,但當冷卻速度過快時,滲碳體無法及時分解,得到的就是白口組織,而焊補通常都是快速熔化再快速冷卻的過程,焊接白口(見圖3)就難以避免的產生了。
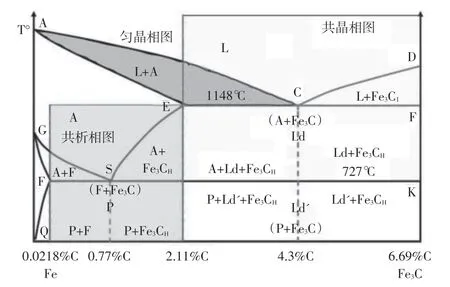
圖2 鐵碳合金相圖
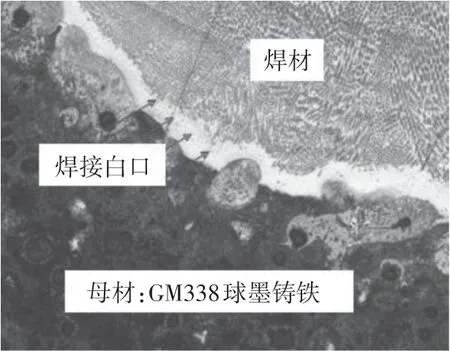
圖3 焊補白口金相圖
3 解決焊疤印問題的可行性方案分析
3.1 不進行焊補
對于汽車外覆蓋件模具型面受損,按照一般經驗,當受損深度小于0.2mm時,可不進行焊補修復。可采用320#以上的細油石網狀交叉推順,然后依次使用400#、600#、800#的砂紙進行網狀交叉拋光,最后沿拉伸方向進行終拋光。當受損深度大于0.2mm時,僅推順拋光無法修復受損型面,如不進行焊補,可制造鑲塊過盈配合至受損型面,過盈量一般為0.03~0.05mm。該方案雖然不產生焊疤印,但鑲塊制造周期較長,與焊補相比費用較高,且不適用量產模具的搶修,同時對過盈量的精度控制要求較高,存在型面擠壓變形或鑲塊脫出的風險,一般不建議采用。
3.2 改善焊補條件
改善焊補條件,即焊補前預熱、焊補后緩冷,是業界對于消除焊接白口的普遍研究方向,采用高頻感應加熱設備也可以實現被焊補件的局部加熱,實現局部的預熱和緩冷,焊補后730℃~780℃恒溫1~2h,使滲碳體有足夠的時間分解成Fe和C,消除焊補白口。該方案被普遍應用于高值鑄鐵或高碳鋼機械零件的焊補修復,但在模具型面修復領域一般不采用,主要弊端在于高溫對模具型面造成不可逆的損傷以及焊補修復的效率較低。
3.3 改善焊補材料
采用低碳或不含碳焊條進行型面焊補修復時,理論上可以降低焊補接縫區域的總體的碳元素含量,減少滲碳體的產生,但是否可以消除焊接白口需要進行實驗驗證。
3.4 改進焊補方式
目前模具行業認可不產生焊疤印的焊補方式為冷焊貼片,其原理是利用瞬時放電(以10-3~10-1s為周期,10-6~10-5s超短時間放電),實現焊補貼片(0.05~0.2mm)和模具接觸部位的瞬間熔化和凝固,將焊片粘貼至模具受損表面,非常適合精密模具精細部件的修復。但面對汽車外覆蓋件模具動輒1mm深的壓傷時,修復效率較低,且當焊片累計焊補層數達到3層時,結合強度降低,使用中易出現爆皮問題。
釬焊作為一種傳統的焊接方式,其焊接后的變形小、美觀、結合強度高,目前高端汽車的車頂與側圍的拼接方式普遍采用激光釬焊。同時釬焊與熔焊相比,釬焊不熔化母材,那么選用不含碳釬料焊補時,理論上可以防止焊疤印的產生。但在可查閱的文獻中,未見釬焊應用于模具型面的修復,且釬焊焊材較軟,焊接后是否滿足使用要求需要實驗/實踐驗證,如表1所示。
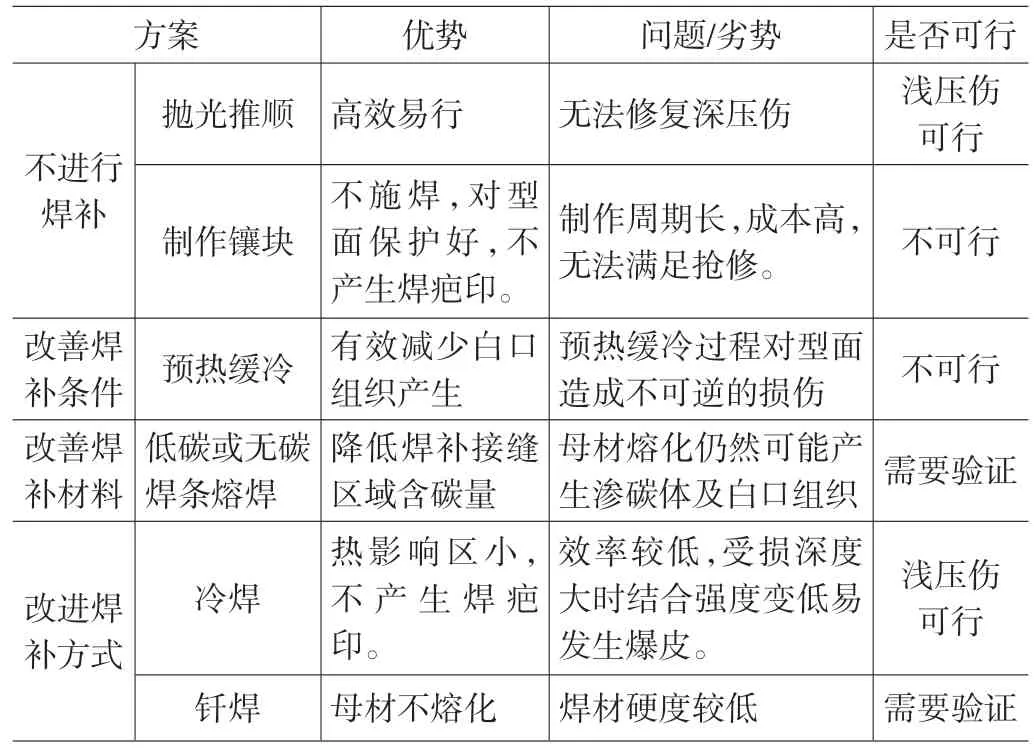
表1 解決焊疤印問題的可行性方案分析
4 不同焊補方式及焊補材料的對比實驗
(1)實驗目的。尋找一種不產生焊接白口的模具型面焊補修復技術。
(2)實驗對象。受損的GM338(GM標準,與國內QT700-2接近)型面試塊,數量:12個,尺寸:60×60mm。
(3)實驗方法。選用不同的焊條和焊補方法對受損型面焊補修復。焊補方式包括:釬焊、氬弧焊、電焊;焊材包括:J422、S211、TM2000、11CR、TM2000B、純 鎳 、RT38、GM241、R407、R312、G202、G302、ZMH41、CHR517、J506、J507、ENiCrFe-3、Gold-330、SHD212、PP-302。
(4)驗證方法。里氏硬度計測試焊補后的焊材、母材和熔合線的硬度,拍攝熔合線顯微組織金相圖檢查焊補白口是否存在。
(5)實驗報表。共進行24組實驗,此處僅展示具有代表性的6組實驗結果,如表2所示。

表2 模具型面修復技術的探索實驗報表(部分)
(6)驗證結論。
a.熔化焊(包含電焊、氬弧焊)都產生白口,不含碳或含碳量低的焊條(如純鎳焊條、ENiCrFe-3鎳基焊條和GM241鑄鐵焊條)白口組織較窄,但不能避免。
b.采用1.6mm硅青銅焊絲S211釬焊不熔化母材,不產生焊補白口,但焊補后的區域硬度較低(110~190HB)。
5 硅青銅釬焊型面修復的方法優化及實踐驗證
5.1 硅青銅釬焊型面修復方法優化
通過對比1.6mm和2.0mm S211硅青銅焊絲,1.6mm BAg72Cu銀銅釬焊絲,1.6mmS201紫銅釬焊絲在不同焊接電流下的焊接效果,如圖4、圖5及表3所示,確定選擇1.6mm S211硅青銅釬焊絲。焊接電流范圍:100A~110A。
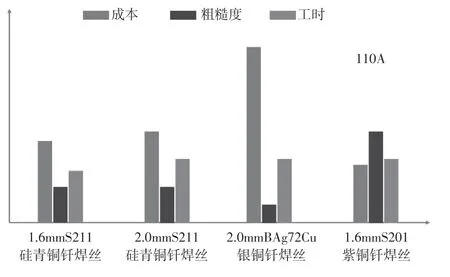
圖4 110A焊絲對照
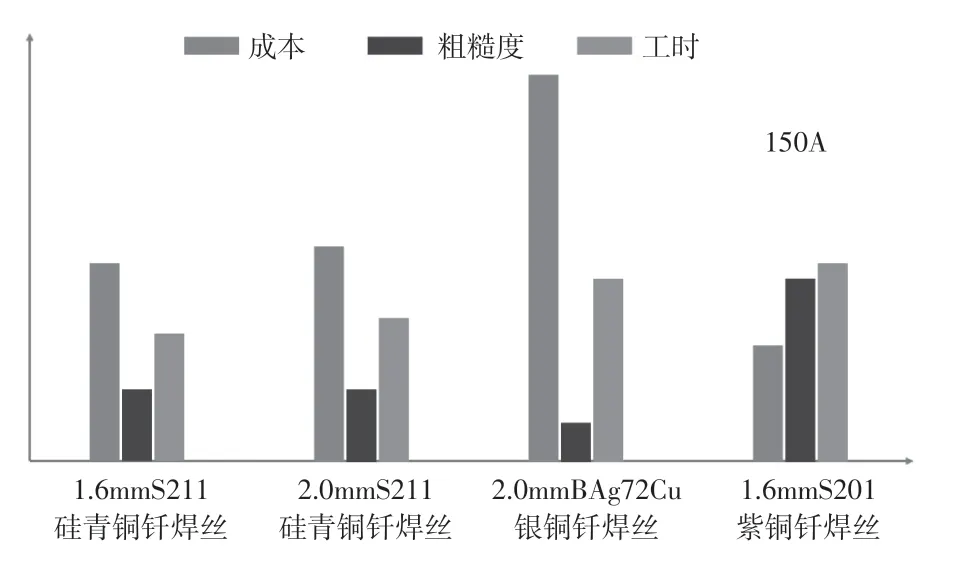
圖5 150A焊絲對照

表3 直接釬焊&開焊料坑后釬焊對比
在模具受損位置直接施焊,釬料沿型面流動不受控,釬料附著力不佳,故采用開3mm焊料坑后再進行釬焊。
5.2 硅青銅釬焊型面修復實踐驗證
考慮到硅青銅有很好的潤滑性,即使硬度較低,應用于拉伸模的型面焊接修復中,理論上不會產生拉毛等其它缺陷,團隊決定在某量產模具拉伸模型面上進行實踐驗證,如圖6所示。
圖6 某量產模具實踐驗證硅青銅釬焊型面修復驗證
驗證結果:焊接后制件無焊疤印,量產5萬沖次后制件無焊疤印,焊補型面無拉傷,無其它缺陷。已在5副模具上實踐應用硅青銅釬焊修復型面,最高沖次超過10萬沖次,均未出現焊疤印或其它次生問題。
6 硅青銅釬焊模具型面修復標準
總結形成硅青銅釬焊模具型面修復標準如表4所示。
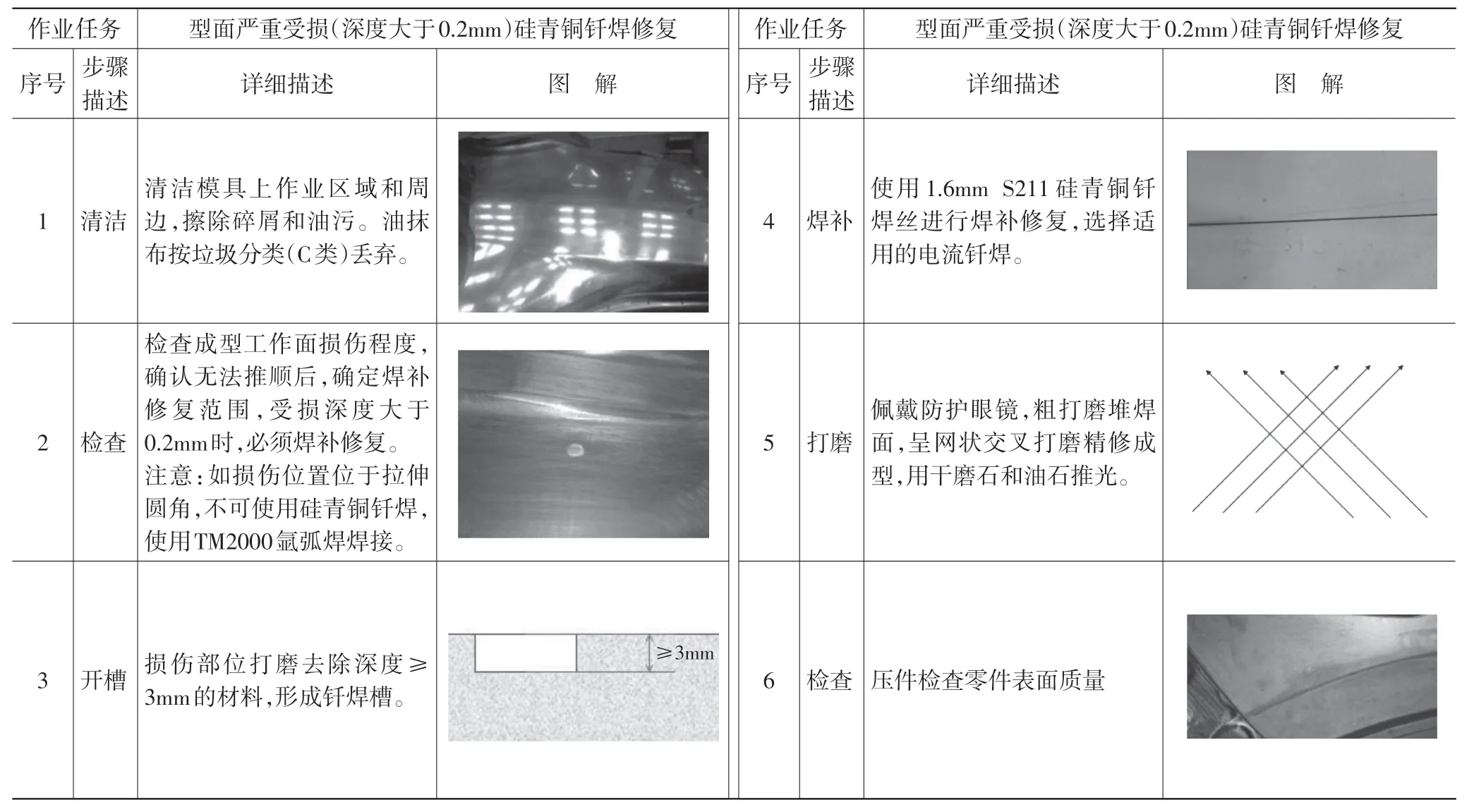
表4 硅青銅釬焊模具型面修復標準
7 結束語
S211硅青銅釬焊用于汽車外覆蓋件拉伸模的型面修復,可有效避免焊補白口產生,杜絕焊疤印質量問題。經生產實踐證明:硅青銅釬焊型面修復技術簡單高效、成本低廉、質量穩定無焊疤印等質量問題,滿足量產模具的搶修條件。可為同行業沖壓模具的型面修復提供參考借鑒。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
