汽車座椅頭枕套鎖扣注射模設計*
2021-08-06 01:07:48方迪成
模具制造 2021年6期
方迪成,蔣 燕
(汕頭職業技術學院,廣東汕頭515078)
1 引言
圖1所示的頭枕套鎖扣塑件是汽車座椅上的重要零件。由于設備內部零件裝配和固定的需要,塑件的表面既有側凹與突耳結構(位置A、B、C處)又有方孔穿過側凹而形成的內凹(位置4處),這些結構增加了成型難度。本例中,通過設置動模滑塊帶定模滑塊的抽芯機構解決了塑件成型和脫模的難題。
2 塑件結構工藝分析
圖1所示汽車座椅后排頭枕套鎖扣塑件材料為PP+TD20(聚丙烯加入20%的滑石粉),其收縮率是1%。塑件的外形尺寸為?45×118.5mm,塑件平均壁厚2.0mm,厚度最大處為4.8mm,最薄處為加強筋處0.6mm。塑件成型后要求表面光滑、無毛刺,突耳無損傷、卡接力達到預定目標值,且要有良好的機械強度、尺寸穩定性和耐沖擊性等特性。圖1中位置A、C處為同一方向的裝配結構,其通過設置動模滑塊機構來實現側向結構的成型;位置B處為另一方向的裝配結構,也通過設置動模滑塊機構成型;考慮到模具量產的結構穩定性及降低模具成本,位置D處方孔采用定模滑塊先抽芯然后附著在動模滑塊上完成最終抽芯的成型機構[1~2]。

圖1 汽車座椅后排頭枕套鎖扣
3 模具設計要點
3.1 澆注系統設計
由于型腔的排布與澆注系統布置密切相關,綜合考慮塑件的生產批量、外形尺寸和注塑機臺注射容量等因素,將模具設計為一模兩腔。綜合考慮塑件主要表面質量要求高,不允許在外表面出現澆口痕跡,便于做抽芯結構,大批量生產和模具具體結構與布局的需要,設計了如圖2所示的單點潛伏式澆口澆注系統。主流道采用冷流道系統,直徑為?6mm;分流道采用普通圓形截面流道,直徑為?5mm,側澆口端面尺寸為?0.8×2.0mm。開模時澆注系統凝料隨動模一起移動,澆口在塑件推出時強行拉斷,從而完成與塑件的自動分離[3]。

圖2 潛伏式澆口
3.2 成型零件設計
成型零件主要包括動、定模型腔、型芯、定模滑塊、動模滑塊、動模鑲件、司筒套裝等。動、定模型腔、型芯成型塑件的主體部分,整體鑲入到動、定模板中;定模滑塊成型汽車座椅后排頭枕套鎖扣(見圖1)所示位置D方孔處部分;動模滑塊成型圖1中位置A、B、C處的卡扣裝配結構;動模鑲件成型塑件末端筋條部分(便于筋條前端部分膠位在動模型芯中用線切割加工);司筒套裝成型塑件內孔部分。采用UG的模具設計模塊進行分模,最后的分模圖如圖3所示,動、定模型腔、型芯圖如圖4所示。

圖3 成型零件分模圖
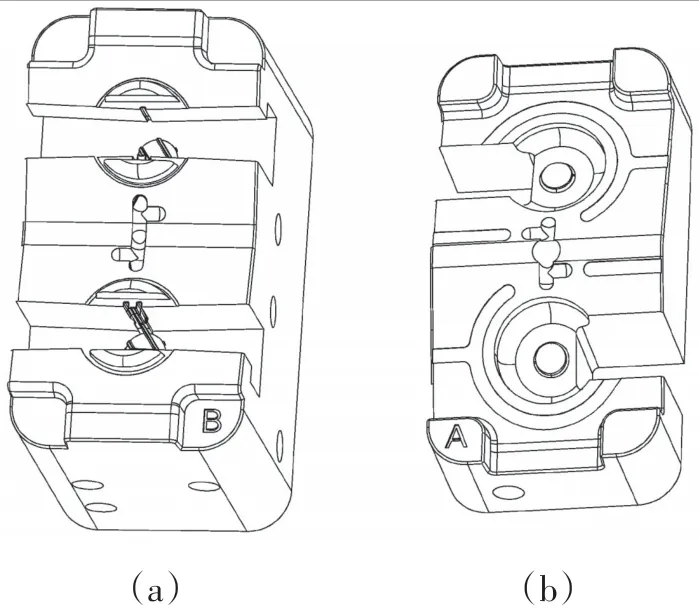
圖4 定、動模型腔、型芯圖
此外,考慮到生產批量及塑件使用、成型要求的前提下,型芯、型腔、動模鑲件選用738H模具鋼,定模滑塊、動模滑塊選用H13模具鋼,司筒套裝選用SKD61模具鋼。德國738H具鋼材是預硬塑膠模具鋼,具有良好的拋光、電蝕、焊補性及切削加工性能,用于大型長壽命、高表面光潔度及復雜可能變形的注射模,選此材料能保證塑件的外觀質量及大批量生產的模具壽命;H13屬于熱作模具鋼,淬透性高(在空氣中即能淬硬),熱處理變形率較低,具有良好的韌性、耐磨性、切削加工性能以及優良的抗熱裂能力,選此材料可保證滑塊的耐磨及抗熱裂能力;SKD61是一種具有較高強度、切削加工性能良好、較高韌性及耐磨性極其優良的熱作模具鋼,選此材料可使司筒套裝具有高強度、高韌性及高耐磨性[4~5]。
3.3 動模滑塊帶定模滑塊的抽芯結構設計
針對汽車座椅后排頭枕套鎖扣的形狀結構,設計模具2D結構如圖5所示。在圖5c中設計了動模滑塊帶定模滑塊的抽芯結構來實現圖1所示位置A、C、D的方孔出模問題。其原理就是開模時在彈簧的作用力下,定模滑塊率先完成位置D的方孔抽芯,然后在限位螺釘的限制下附著在動模滑塊上,最終和動模滑塊一起完成抽芯動作,這樣的結構空間占比小、動作運行順暢與穩定,也提高了塑件的設計想像空間。
動模滑塊帶定模滑塊的抽芯結構主要由斜楔22、斜導柱24、定模滑塊25、限位螺釘27、彈簧28、滑塊鑲件29、滑塊鑲件30、斜楔32、螺釘33及滑塊壓塊60組成,如圖5、圖6所示。
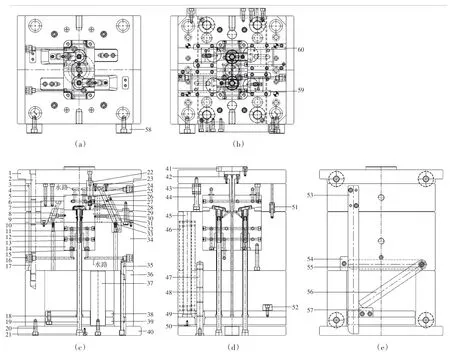
圖5 模具2D結構圖
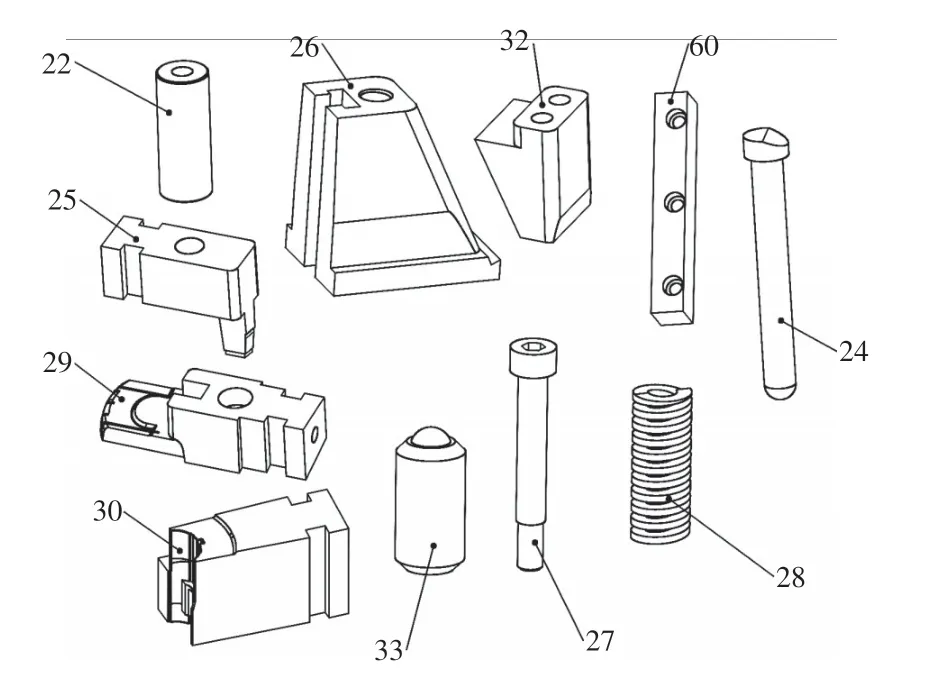
圖6 抽芯結構各關鍵部件的3D示意圖
在注塑機的開模力及彈簧43的作用下,圖5中定模座板1與定模板4分開(注:定模板4與動模板34因為尼龍膠塞51的作用下連接在一起),定模座板1帶動斜楔22脫離定模滑塊25,此時定模滑塊25在彈簧28的作用力下產生向上抽芯的動作,在滑塊鑲件29中滑動,然后在限位螺釘27的限制下完成預定的抽芯距離,并附著在動模滑塊26上;繼續開模,在限位螺釘44的限制下完成定模座板1與定模板4的預定分開距離;繼續開模,在注塑機開模力的強力作用下,尼龍膠塞51暫時失去粘合力,定模板4與動模板34開始分離,斜楔32也隨著定模板4脫離動模滑塊26,同時固定在定模板4上的斜導柱24撥動動模滑塊26帶著定模滑塊25、滑塊鑲件29、滑塊鑲件30沿著滑塊壓塊60向后運動,直到在螺釘33的限制下完成預定的抽芯距離,抽芯完成。
3.4 其它系統設計
3.4.1 其它系統設計
由于圖1所示位置B處結構的側向分型和抽芯距離不大,本設計采用斜導柱撥動滑塊側向分型與抽芯的方式實現。如圖5c所示,開模時利用斜導柱7的撥力迫使滑塊8在沿著滑塊壓塊59向后移動,直到在螺釘10的限制下完成預定的抽芯距離,完成抽芯。
3.4.2 排氣系統設計
模具中利用分型面、司筒與司筒孔、滑塊與模仁及鑲件與模仁等配合間隙來排氣。
3.4.3 冷卻系統設計
為確保模具溫度在使用時始終處于生產工藝指定的溫度范圍,本模具在定模板4與定模型腔5、動模型芯14與動模板34上采用循環冷卻水路布置,如圖5所示。本模冷卻系統能保證型腔各處冷卻均勻,成形周期短,塑件質量高。
3.4.4 先復位機構設計
為了保證合模時動模滑塊8、動模滑塊26不與司筒18發生干涉,設計了如圖5e所示機械式擺桿先復位機構。其原理是合模過程中先復位桿53在斜導柱7、24還沒有插入動模滑塊8、26之前就撞到擺桿56,然后擺桿56通過旋轉銷55往下轉動,撞到固定塊57,并借用彈簧46的作用力,迫使頂桿固定板38率先回復到位,從而帶動固定在頂桿固定板38上的司筒18回復到位[6]。
4 模具工作過程
模具為三板式結構,設計的模具結構如圖5所示,其工作過程如下:開模時,模具在注塑機的開模力及彈簧43的作用下,定模座板1與定模板4分開,定模座板1帶動斜楔22脫離定模滑塊25,此時定模滑塊25在彈簧28的作用力下產生向上抽芯的動作,在滑塊鑲件29中滑動,然后在限位螺釘27的限制下完成預定的抽芯距離,并附著在動模滑塊26上;繼續開模,在限位螺釘44的限制下完成定模座板1與定模板4的預定分開距離;繼續開模,在注塑機開模力的強力作用下,尼龍膠塞51暫時失去粘合力,定模板4與動模板34開始分離,斜楔32也隨著定模板4脫離動模滑塊26,同時固定在定模板4上的斜導柱24撥動動模滑塊26帶著定模滑塊25、滑塊鑲件29、滑塊鑲件30沿著滑塊壓塊60向后運動,直到在螺釘33的限制下完成預定的抽芯距離,抽芯完成(注:與此同時,動模滑塊8同樣在斜導柱7撥動力的作用下以及螺釘10的限制下完成抽芯動作)。繼續開模,直到到達注塑機設置的預定位置。接著注塑機的頂棍頂著頂桿墊板39向上運動,固定在頂桿墊板39上的司筒18跟隨推動塑件11向上運動;套在復位桿45上的彈簧46在頂出力的作用下向上壓縮;繼續頂出,直到在限位塊52的限制下完成頂出,然后將塑件11取出。
合模時:在開模狀態下,注塑機上的頂棍回收,壓縮狀態下的彈簧46釋放回彈,頂桿固定板38跟隨回位,并帶動固定在其上的司筒18、復位桿45、頂桿48等部件回位,在此過程中,在斜導柱7、24還沒有插入動模滑塊8、26之前,先復位機構53、54、55、56、57強制使頂出機構率先完全回復到位,繼續合模,直到實現分型面閉合,完成一次注射成型周期。
5 結論
汽車座椅后排頭枕套鎖扣塑件由于裝配與使用功能的需要,在其內部、兩側均設有局部結構,從而加大了成型難度。該塑件成型模具的結構特點如下:
(1)采用潛伏式澆口澆注系統,澆口在塑件推出時強行拉斷,從而完成與塑件的自動分離。
(2)針對方孔穿過側凹而形成內凹的復雜塑件結構,設計了動模滑塊帶定模滑塊的抽芯機構,這樣的結構空間占比小、動作運行順暢與穩定,也提高了塑件的設計想像空間。
(3)針對滑塊底下有司筒頂出機構的復雜問題,設計了機械式擺桿先復位機構,使兩者在合模時不會產生干涉,從而達到順利合模的目的。
(4)該模具已經在生產實踐中經過檢驗,模具結構簡潔合理,生產的塑件滿足設計要求。
