精梳滌綸纖維含量對28tex針織紗線性能影響研究
2021-08-05 02:50:25陳可蘇旭中吉宜軍樂榮慶
絲綢 2021年6期
陳可 蘇旭中 吉宜軍 樂榮慶


摘要: 針對滌綸纖維在市場的使用占比越來越高,但滌綸紗線的品質有待提高。為了開發高品質滌綸針織紗,同時減少生產成本,生產出更具有特色化、差異化的紗線,文章采用緊密紡紡紗工藝,紡制28 tex針織用紗,試紡并對比精梳滌綸纖維含量對紗線條干均勻度、毛羽H值和強力拉伸等性能的影響。實驗結果顯示:精梳滌綸纖維比重在60%~70%時的紗線條干均勻度、紗疵、毛羽H值及拉伸性能等質量指標,與采用全精梳滌綸纖維生產的紗線差別不大,在實際生產過程中可以考慮選擇此精梳滌綸纖維含量,以減少生產成本、增加經濟效益。
關鍵詞: 滌綸;精梳;生產工藝;不同含量;成紗性能對比;紗線;針織
中圖分類號: TS154.7
文獻標志碼: A
Abstract: In recent years, the proportion of polyester fibers in the market is increasing, but the quality of polyester yarn is yet to be improved. To develop high-quality polyester knitting yarn, reduce production costs, and produce more chracteristic and differentiated yarn, in this paper, 28 tex knitting yarn is spun by compact spinning, and the effects of the content of combed polyester fiber on yarn evenness, hairiness H value, tensile strength and other properties are compared. The experimental results show that the yarn evenness, yarn defect, hairiness H value, tensile strength and other properties of yarns with a content of combed polyester fiber of 60%~70% have little difference from those of yarns made entirely of combed polyester fiber. In the actual production process, this content of combed polyester fiber can be considered to lower production costs and increase economic benefits.
Key words: polyester; comb; production process; different contents; comparison of yarn properties; yarn; knit
目前,國內外對棉纖維的精梳研究已經較成熟,然而對于化纖精梳方面的研究還不夠完善。隨著化纖服用占比越來越高,人們對高品質滌綸紗線的需求也越來越強烈。但完全使用精梳紗線需要耗費一定的人工費、機械維護和保養費等,因此成本較高。
針對化纖纖維中含有許多并絲、束絲,以及纖維卷曲等存在的一些共性問題,河南昊昌精梳機械股份有限公司等開發出一套適用于化纖的精梳機。該設備可以減少梳棉難以排除的并絲、束絲等疵點[1],從而提升纖維的三度(平行度、伸直度和分離度)[2],同時技術裝備在運轉穩定性、可靠性方面得到大幅度提升[3]。本文采用上述公司研發的化學纖維精梳設備——HC183H條并卷機、HC380H精梳機,進行高品質短纖維紗精梳滌綸條制備;在并條工序將不同含量的精梳纖維依次喂入混并,并對制成的不同精梳纖維含量紗線的性能指標進行對比分析。從實際應用角度出發,研究低成本高品質的滌綸精梳用紗加工工藝,可為企業生產提供有效參考。
1 實 驗
1.1 原料選配
本次實驗選用的纖維是中國石化儀征化纖有限責任公司開發的滌綸短纖維,規格為1.33 dtex×38 mm,斷裂強度為578 cN/dtex,斷裂伸長率為22.99%,超長率為0.2%,倍長含量為0.2 mg/100 g,回潮率為0.62%,機打疵點0.1 mg/100 g,手打疵點0.2 mg/100 g。
由于在配棉中回花的用量過多,會造成成紗棉結、紗疵急劇增加[4]。所以,在實驗中未選擇用粗紗頭和吸風花進行混合,紡紗原料全部是滌綸短纖維。
1.2 測試儀器與環境
TENSORAPID4電子強力儀、ME100條干儀(烏斯特技術股份有限公司),Y331LN型數字式紗線捻度儀(萊州市電子儀器有限公司),JA203電子天平(常州市幸運電子設備有限公司)。
測試環境溫度(20±2) ℃,相對濕度(60±5)%。
1.3 工藝流程設計
普梳滌綸的紡紗工藝流程:混開棉機A305→開棉機FA106→成卷機A076→梳棉機FA201→頭并FA306A→二并JMF1310→粗紗機JWF1436C→細紗機EJM128K→絡筒Autoconer X5。
精梳滌綸的紡紗工藝流程:混開棉機A305→開棉機FA106→成卷機A076→梳棉機FA201→預并條FA306A→條并卷HC183H→精梳機HC380H→二并JMF1310(USG自調勻整)→粗紗機JWF1436C→細紗機EJM128K→絡筒Autoconer X5。
(普梳+精梳)紡紗工藝流程:二并JMF1310(USG自調勻整)→粗紗機JWF1436C→細紗機EJM128K→絡筒Autoconer X5。
2 紡紗關鍵工序技術要點
2.1 清棉工序
普梳滌綸與精梳滌綸在清梳聯工序中工藝參數相同。結合滌綸含雜少的特點,秉持“低速、少落、快轉移,減少打擊”的工藝原則來提高質量。各機臺相關工藝配置為:在A305混開棉機中將塵棒與塵棒的隔距設定為12×12 mm;在FA106開棉機中,打手與塵棒之間的隔距設定為17×21 mm,入口到出口逐漸增加,而塵棒與塵棒之間的隔距應逐漸減少來控制落棉,設定為10×10×6 mm;為了減少滌綸纖維受到打擊損傷,將FA106開棉機中打手速度調整為500 r/min;紡滌綸時使用的是傳統成卷機A076,對棉卷自調勻整儀參數進行優化調試,確保滌綸棉卷質量不勻率不大于1.0%。滌綸成卷定量398.4 g/m,不勻率0.65%,伸長率-1.4%。
2.2 梳棉工序
為了減少纖維損傷,在梳棉工序中應遵循“輕分梳,快轉移”的工藝原則。由于化纖纖維長度較長,需要加大分梳工藝參數,并稍微降低道夫、錫林及刺輥的速度,以及選擇合理的錫林刺輥的表面線速比,同時在各機械隔距控制中應偏大掌握,防止在轉移過程中纏繞,從而產生細節。滌綸生條定量21.9 g/5 m,條干CV值4.54%。梳棉工序工藝參數如表1所示。
2.3 精梳工序
2.3.1 精梳準備工序
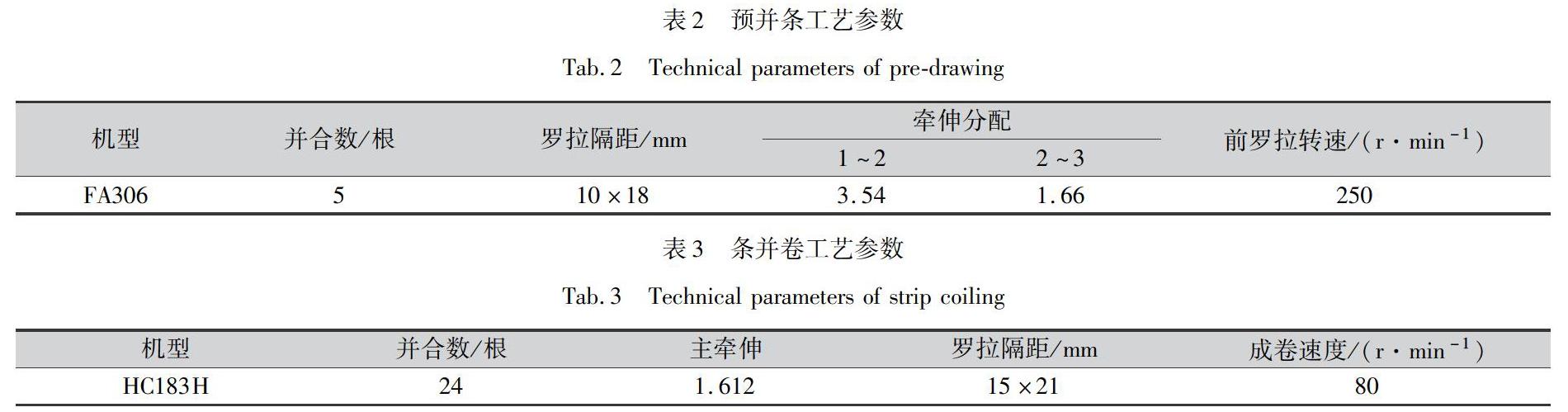
準備工序分為預并條和條并卷,作用是更大程度地梳理滌綸纖維,使其分布得更加均勻。在預并條中要注意前彎鉤纖維及滌綸產生靜電的情況,選擇適當增加出條速度和較大的后區牽伸倍數及合理的各羅拉之間的隔距,盡可能地減少纖維分布不勻的情況及粗細節、棉結的增加。預并條定量192 g/5 m,條干CV值3.38%。
在條并卷過程中,為了實現更大程度地均勻混合,HC183H條并卷機的并合數采用24根。在小卷的制成過程中,會出現內松外緊的情況,因此通過條并卷機的在線控制系統使小卷內外層伸長保持一致。同時采用雙氣缸活塞桿直驅技術及纖維卷在線壓力控制技術,使纖網成形更加均勻[5],精梳小卷定量47.07 g/m。精梳準備工序工藝參數如表2和表3所示。
2.3.2 精梳工序
隨著高品質紗線的需求越來越大,化纖精梳紗線的開發變得很有必要。HC380H精梳機可以較好解決橫檔和染色不勻等問題,并有效去除化纖原料中的束絲、并絲。通過采用給棉羅拉可調式鉗板,對纖維進行有效的握持,并將前彎鉤纖維伸直。同時對分離羅拉進行改善,增加鉗板擺動動程,使滌綸纖維長度盡可能保持一致。在對精梳條條干均勻度的監測得出,每一個鉗次就會產生一個搭接波,搭接波的波長在40~50 cm[6],搭接波的存在會對成紗性能有一定的影響。在后續工序中,加入普梳條的混合條的搭接波會有所改善。但如果想把搭接波盡量控制低一些,就要通過優化精梳的工藝參數,錫林定位及搭接刻度是影響精梳機運動的重要參數[7]。精梳條定量21.34 g/5 m,條干CV值3.32%。精梳工序工藝參數如表4所示。
2.4 并條工序
該工序以降低熟條重量不勻率和杜絕規律性條干不勻為重點。本次實驗采用兩道并條工序,頭道采用8根并合,二道選擇6根并合,在第二道工序依次加入不同數量精梳條進行并合。七種方案采用相同的工藝參數,對定量進行調整,使定量保持在20.6 g/5 m。在并條工序中,頭道需增加羅拉隔距,二道需增加主牽伸區倍數,以此來改善熟條的品質。熟條條干不勻率指標如表5所示。
從表5可以看出,隨著熟條中精梳纖維含量的增加,條子的條干均勻度呈改善趨勢,均勻性明顯提高。其中,方案Ⅴ和方案Ⅵ的條干均勻度與全精梳的方案Ⅶ相比相差不大。可以得出,當精梳條含量在66%以上時,熟條的條干均勻度達到最好。
2.5 粗紗工序
在粗紗工序中,羅拉隔距及膠輥壓力適當放大,選用輕定量、小捻系數,保證正常的運行狀態。七種方案采用相同工藝參數,粗紗定量5.47 g/10 m,粗紗捻度2.58 捻/10 cm,粗紗條干CV值3.45%。
2.6 細紗工序
細紗工序采用配置四羅拉網格圈型緊密紡裝置的EJM128K細紗機,緊密紡技術可減少紗線毛羽、提高成紗強力[8]。在細紗工序中,遵循“重加壓,大隔距,小后區牽伸”的工藝原則。細紗的主要工藝參數配置為:機械牽伸設定2062,捻度設定60.09 捻/10 cm,捻系數318,前區牽伸倍數1562,后區牽伸設定1.32,前羅拉轉速261 r/min,錠子轉速設定12 300 r/min,鉗口隔距設定4.0 mm,鋼絲圈選定BS 3。
3 結果與分析
3.1 紗線條干與毛羽
條干均勻度、紗疵、毛羽是衡量紗線性能的一個重要指標。在測試過程中,實驗參數設置為:測試速度400 mm/min,時間1 min。相關測試數據如表6、圖1所示。
由圖1和表6可知,1)隨著精梳滌綸含量增加,紗線的條干均勻度明顯改善,全精梳滌綸紗與普梳滌綸紗相比條干均勻度改善了0.6個百分點。這是由于精梳條的加入,纖維內部整齊度、平行度及分離度提高,從而露出紗線表面的纖維減少。2)與普梳紗相比,隨著加入精梳纖維的量增加,紗線毛羽H值整體呈逐漸改善趨勢,當精梳纖維含量達到66%以上時,紗線毛羽H值變化基本穩定。3)精梳含量增加時,細節、粗節及棉結等紗疵基本呈改善趨勢。當精梳滌綸纖維含量在66%時,粗細節及棉結最少。
綜上所述,精梳滌綸纖維含量在66%時毛羽H值及粗細節最少,條干均勻也較好。在實際生產過程中,可以考慮選擇方案Ⅴ(精梳纖維66%)進行生產,以減少生產成本、增加經濟效益。
3.2 紗線成紗強力
紗線強力是衡量織物可織造性、提升織機效率等的一個關鍵指標。影響成紗強力的因素很多,本實驗中精梳纖維含量是重要影響因素之一。實驗參數設置為:試樣上下夾持500 mm,拉伸速度500 mm/min,每個樣本測試10管,每管10次取平均值。對測試數據進行統計,測試紗線的拉伸性能如圖2所示。
從圖2可以看出,1)與普梳紗相比,加入精梳纖維的紗線的單紗強力整體呈現上升的趨勢。這時纖維的整齊度變好,纖維之間的接觸面積增加使得摩擦力增大,導致纖維互相滑移的可能性減少,同時由于纖維的條干均勻度增加,纖維之間排列變得更加緊密,改善紗線的強力。2)紗線斷裂伸長率隨著精梳纖維含量增加略有下降。其中方案Ⅴ(精梳纖維含量66%)與全精梳紗的指標對比相差不明顯,所以在生產中可以考慮采用滌綸精梳纖維含量在60%~70%。
4 結 論
本次實驗采用四羅拉網格圈型緊密紡紡紗工藝,紡制28 tex針織用紗。通過對不同精梳滌綸纖維含量的紗線進行試紡及相關性能測試,結果表明:精梳滌綸纖維比重在60%~70%時的紗線條干均勻度、紗疵、毛羽H值及拉伸性能等質量指標與采用全精梳滌綸纖維生產的紗線差別不大,所以在實
際紡紗過程中可以考慮選擇精梳滌綸纖維含量在60%~70%。這樣既可以減輕生產工序的負荷,又可以滿足高品質紗線的質量要求,企業可以實現節本增效目的。
參考文獻:
[1]賈國欣, 任家智. 精梳機分離羅拉傳動系統的棉型化纖加工特性分析[J]. 現代紡織技術, 2021, 29(2): 91-96.
JIA Guoxin, REN Jiazhi. Analysis of cotton type chemical fiber processing characteristics of detaching roller drive system of comber[J]. Modern Textile Technology, 2021, 29(2): 91-96.
[2]薛慶. 紡棉型化纖用精梳整體錫林和頂梳的設計與配套[J]. 紡織器材, 2018, 45(2): 10-14.
XUE Qing. Design and configuration of integrated combing cylinder and the top comb for cotton-like chemical fiber[J]. Textile Accessories, 2018, 45(2): 10-14.
[3]劉允光. 國產精梳機的技術近況與發展趨勢[J]. 棉紡織技術, 2019, 47(7): 82-84.
LIU Yunguang. Technology status and development trend of domestic comber[J]. Cotton Textile Technology, 2019, 47(7): 82-84.
[4]丁祥, 章華軍, 楊道明, 等. 精梳棉滌綸混紡套染紗的生產實踐[J]. 棉紡織技術, 2020, 48(8): 59-62.
DING Xiang, ZHANG Huajun, YANG Daoming, et al. Production practice of combed cotton polyester blended over dyeing yarn[J]. Cotton Textile Technology, 2020, 48(8): 59-62.
[5]高華斌. 突破精梳機紡棉纖維局限, 整體技術水平達國際先進[J]. 中國紡織, 2018(12): 52.
GAO Huabing. Breaking through the limitation of spinning cotton fiber on comber, the overall technical level reaches international advanced[J]. China Textile, 2018(12): 52.
[6]余建武, 羅繼秋, 余建桂, 等. E80型精梳機的工藝優化[J]. 棉紡織技術, 2020, 48(9): 54-59.
YU Jianwu, LUO Jiqiu, YU Jiangui, et al. Process optimization of E80 comber[J]. Cotton Textile Technology, 2020, 48(9): 54-59.
[7]尚龍飛, 任家智, 賈國欣, 等. 精梳機搭接刻度及錫林定位對精梳落棉的影響[J]. 棉紡織技術, 2018, 46(3): 1-4.
SHANG Longfei, REN Jiazhi, JIA Guoxin, et al. Influence of comber lap scale & cylinder location on comb noil[J]. Cotton Textile Technology, 2018, 46(3): 1-4.
[8]劉大方, 魏秀成, 孫忠民. 國產緊密紡紡制純棉精梳紗配置的探討[J]. 山東紡織科技, 2014, 55(5): 26-30.
LIU Dafang, WEI Xiucheng, SUN Zhongmin. Discussion on domestic compact spinning machine configuration to spin combed cotton yarn[J]. Shandong Textile Science & Technology, 2014, 55(5): 26-30.