一種集成高效在線精品機制砂生產工藝的研究與應用
2021-08-05 09:38:08張先勝邵長亮
探索科學(學術版) 2021年7期
張先勝 邵長亮
山東濟鋼環保新材料有限公司 山東 濟南 250200
一、研究的背景
現有機制砂生產方法,采用離線生產方式,汽車倒運原料至生產線受料槽,造成生產成本增加。現有制砂機采用提升機或皮帶機給料,由于無法計量,造成給料量不穩定,影響產品質量和生產效率。現有篩分設備選用圓振篩或直線篩,對于細料的篩分效率低。現有兩條制砂線并行運行,集成度低,占地面積大,造價高。現有石粉分離設備,只能把砂中的石粉分離出來,無法對砂進行細分,造成機制砂的級配和細度模數不易調節。針對現有工藝技術的不足,進行了集成高效在線精品機制砂生產工藝的研究與應用。
二、工藝改進的思路
針對離線生產方式的不足,研究了一種在線生產和離線生產同時或單獨運行的生產工藝。針對現有制砂機采用提升機或皮帶機給料,無法計量的技術不足,研究了一種定量給料機應用于機制砂生產線的技術方法,實時反饋輸送量信號,自動調節運轉速度,保證給料量穩定。針對現有篩分設備篩分細料效率低的技術不足,研究了一種高頻振動篩應用于機制砂生產線的技術方法,振動頻率是圓振篩和直線篩的2~3倍,高頻率小振幅適合細料的篩分,提高生產效率。針對現有兩條制砂線并行運行集成度低的技術不足,研究了一種高集成度的技術方法。針對機制砂的級配和細度模數不易調節的技術不足,研究了一種復合式選粉的技術方法。
三、技術方案
1、工藝流程圖
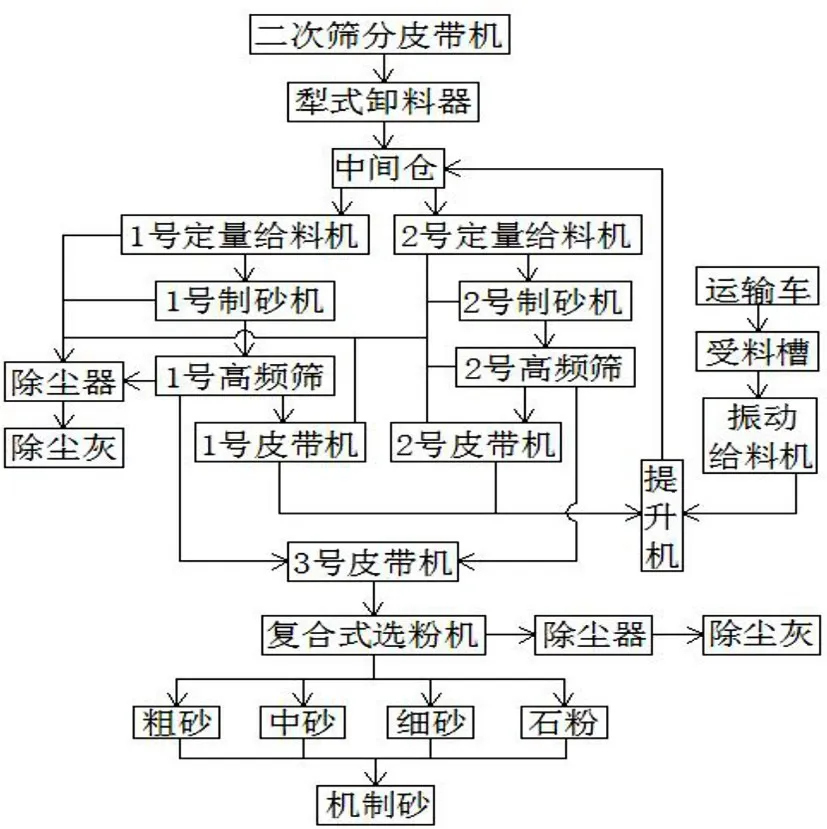
2、技術方案如下:
原有骨料線生產時,二級篩分皮帶物料通過犁式卸料器進入中間倉,實現在線生產。原有骨料線不生產時,通過汽車運輸物料至受料槽,通過振動給料機和提升機,將物料提升至中間倉,實現離線生產。原有骨料線生產時,物料量不滿足兩條制砂線的需求量時,可以通過汽車倒運至受料槽,通過振動給料機和提升機,補充部分物料至中間倉,實現在線和離線同時生產。中間倉內物料通過閘板閥的開度控制壓在定量給料機上的物料量。定量給料機通過設定輸送量向制砂機定量輸送。物料經過制砂機的破碎,進行高頻振動篩。兩條生產線的半成品機制砂,同時落入3號皮帶機。篩上物料落入1號和2號皮帶機,匯入一臺提升機,返回中間倉。半成品機制砂通過3號皮帶機輸送至復合式選粉機。復合式選粉機將半成品機制砂分成粗砂、中砂、細沙和石粉。根據化驗結果,調節粗砂、中砂、細沙和石粉的配比,達到調節顆粒級配和細度模數的目的。生產過程產生的粉塵經布袋除塵器收集,單獨儲存。
四、生產工藝的優點
與現有技術相比,本生產工藝有以下優點:
1.可實現三種生產模式:單獨在線生產,單獨離線生產,同時在線和離線生產,生產效率高,設備利用率高,生產成本低。
2、中間倉設有上料位計和下料位計,料位達到上料位時,連鎖控制犁式卸料器抬起,物料不在落入中間倉,同時連鎖控制振動給料機,停止給料。料位降到下料位時,連鎖控制犁式卸料器落下,物料落入中間倉,同時連鎖控制振動給料機,繼續給料。
3、定量給料技術應用于機制砂生產系統,實現進入制砂機的物料精準計量,給料量可以線性調節,誤差控制在±0.5%以內。通過實時監控制砂機給料量,精準控制制砂機在不同給料量下的成砂率和級配,使產品質量達到最佳。中間倉下料位還連鎖控制定量給料機停止給料,避免物料放空,減少對倉壁和定量給料機的沖擊,延長使用壽命。
4、制砂機的給料孔大小可調,實現調節進入轉子中心的量和溢流量的比例,有利于改善粒型和提高成砂率。
5、高頻振動技術應用于機制砂系統,振動頻率是圓振篩和直線篩的2~3倍,提高了細物料的篩分能力。
6、雙線運行,實現高集成度。兩條生產線的返回料和離線受料槽的給料共用一臺提升機,系統高度集成,占地面積小,投資少,運行成本低。
7、復合選粉技術應用于機制砂系統,調節粗砂、中砂、細沙和石粉的配比,生產不同級配和細度模數的機制砂,生產的精品機制砂應用于C60以上高強混凝土。
五、生產試驗數據
二次篩分皮帶機上的5―10mm骨料通過犁式卸料器進入中間倉,中間倉內物料通過閘板閥的開度控制壓在定量給料機上的物料量,定量給料機設定300t/h的輸送量向制砂機定量輸送;制砂機選用中號給料孔,物料經過制砂機的破碎,進行高頻振動篩,篩孔選用3.5×7mm;篩上物料落入1號和2號皮帶機,匯入一臺提升機,返回中間倉;篩下物料通過3號皮帶機輸送至復合式選粉機,根據化驗結果,調節粗砂、中砂、細沙和石粉的配比,顆粒級配達到中砂的標準,細度模數控制在2.3~2.8。
汽車運輸物料至受料槽,通過振動給料機和提升機,將物料提升至中間倉,中間倉內物料通過閘板閥的開度控制壓在定量給料機上的物料量,定量給料機設定400t/h的輸送量向制砂機定量輸送;制砂機選用大號給料孔,物料經過制砂機的破碎,進行高頻振動篩,篩孔選用4×40mm;篩上物料落入1號和2號皮帶機,匯入一臺提升機,返回中間倉;篩下物料通過3號皮帶機輸送至復合式選粉機,根據化驗結果,調節粗砂、中砂、細沙和石粉的配比,顆粒級配達到中砂的標準,細度模數控制在2.3~2.8。
六、結論
通過以上改進,實現三種生產模式、料位連鎖、定量給料,改善了粒型,提高了成砂率和產品品質。
猜你喜歡
裝備制造技術(2020年9期)2021-01-26 00:15:12
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
文苑(2018年21期)2018-11-09 01:23:06
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國衛生(2015年9期)2015-11-10 03:11:12
同煤科技(2015年2期)2015-02-28 16:59:14
中國衛生(2014年3期)2014-11-12 13:18:12
中國火炬(2014年4期)2014-07-24 14:22:19
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
