數(shù)控加工中心刀具識別系統(tǒng)原理及應(yīng)用
2021-08-04 18:22:48覃華漢潘海銘唐軍
時代汽車 2021年11期
覃華漢 潘海銘 唐軍
摘 要:機械加工由普通的機床到數(shù)控機床加工,再到現(xiàn)在普遍的數(shù)控加工中心進行加工,而數(shù)控加工中心與數(shù)控機床最大的區(qū)別在于自動換刀系統(tǒng)。加工中心的自動換刀系統(tǒng)得益于刀具識別系統(tǒng),刀具識別系統(tǒng)能夠把刀具所有的信息傳遞到機床主機。本文闡述加工中心刀具如何進行識別處理,識別系統(tǒng)的工作原理及實際現(xiàn)場的應(yīng)用。
關(guān)鍵詞:數(shù)控加工中心 刀具識別 實際運用
Principle and Application of Tool Recognition System of CNC Machining Center
Qin Huahan,Pan Haiming,Tang Jun
Abstract:Machining is processed from ordinary machine tools to CNC machine tools, and then to the current CNC machining centers. The biggest difference between CNC machining centers and CNC machine tools is the automatic tool change system. The automatic tool change system of the machining center benefits from the tool recognition system, which can transmit all the information of the tool to the machine host. This article explains how the machining center tool recognizes the working principle of the recognition system and the actual field application.
Key words:CNC machining center, tool recognition, practical application
1 引言
現(xiàn)代自動控制領(lǐng)域沒有自動化的識別是無法想象的。自動化識別技術(shù)有很多方法:條形碼、機械編碼、微波技術(shù)、或者感應(yīng)識別技術(shù)。要從以上的方法中作出一個正確的選擇并不容易,但是實踐證明感應(yīng)式識別技術(shù)是一個行之有效的方法,特別是應(yīng)用于生產(chǎn)和裝配領(lǐng)域。感應(yīng)式原理能夠保證在惡劣的周圍環(huán)境下有效工作,非接觸式的工作方式確保了系統(tǒng)的高可靠性和穩(wěn)定性,感應(yīng)式識別技術(shù)是在惡劣的工業(yè)現(xiàn)場應(yīng)用的正確選擇。
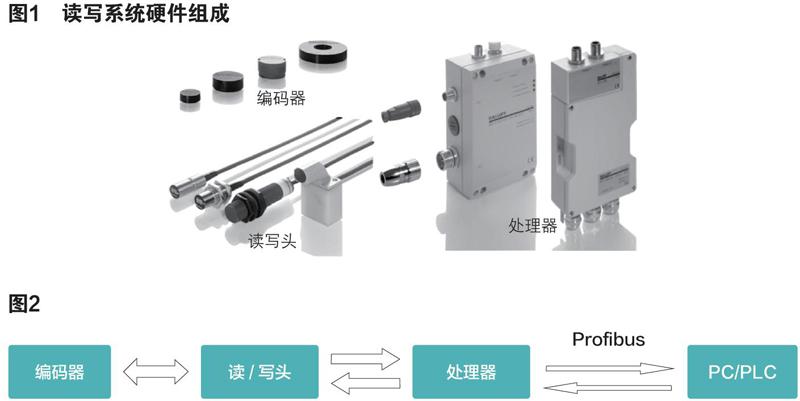
2 識別硬件系統(tǒng)
識別硬件系統(tǒng)由編碼塊、讀寫頭、處理器組成。編碼塊:接收能量信號作為其電源,并將其數(shù)據(jù)以脈沖調(diào)制信號傳輸給讀/寫頭。讀寫頭:同編碼塊進行數(shù)據(jù)傳輸,發(fā)送70kHz的能量信號并接收從編碼塊傳回的數(shù)據(jù)信號。能量信號上帶有載波,能夠同時將數(shù)據(jù)寫入編碼塊的存儲器。處理器:控制編碼塊和讀/寫頭之間的雙向數(shù)據(jù)傳輸,并作為緩沖存儲器。處理器好比上位機和編碼塊之間的橋梁。
3 識別系統(tǒng)工作原理
讀寫頭通過電磁感應(yīng)非接觸式讀/寫編碼塊信息,并將讀取刀具信息傳輸?shù)教幚砥鬟M行緩存,處理器通過現(xiàn)場Profibus總線與機床PC/PLC進行通訊,將數(shù)據(jù)輸送存儲在PLC中。
3.1 數(shù)據(jù)的讀取和寫入
要執(zhí)行讀取或?qū)懭胱鳂I(yè),編碼塊必須位于讀寫頭的活動區(qū)域。讀寫作業(yè)具有以下序列:
a.PLC將以下內(nèi)容發(fā)送至輸出緩沖區(qū):
-指令指示符至子地址01Hex,
-讀取或?qū)懭氲钠鹗嫉刂分磷拥刂?2Hex/03Hex,
-讀取或?qū)懭氲淖止?jié)數(shù)至子地址04Hex/05Hex,
-字節(jié)頭中的CT位,根據(jù)編碼塊類型(緩沖區(qū)大小),
-并將字節(jié)頭中的AV位設(shè)定為高位。
b.處理器:
-接收請求(輸入緩沖區(qū)字節(jié)頭中的AA位設(shè)定為高位),
-開始傳送數(shù)據(jù);
讀取=從編碼塊到輸入緩沖區(qū),
寫入=從輸出緩沖區(qū)到編碼塊。更多的數(shù)據(jù)以數(shù)據(jù)塊的形式發(fā)送
(帶第2字節(jié)頭的緩沖區(qū)大小=緩沖器大小-2),
(不帶第2字節(jié)頭的緩沖區(qū)大小=緩沖器大小-1)。
2個字節(jié)頭中的轉(zhuǎn)換字節(jié)用來作為PLC和處理器之間的一種數(shù)據(jù)交換。
c.處理器已正確地處理指令(輸入緩沖區(qū)字節(jié)頭里的AE位)。如果在執(zhí)行指令過程中發(fā)生故障,則故障代碼將寫入輸入緩沖區(qū)的子地址01Hex并且輸入緩沖區(qū)字節(jié)頭的AF位將會重設(shè)。
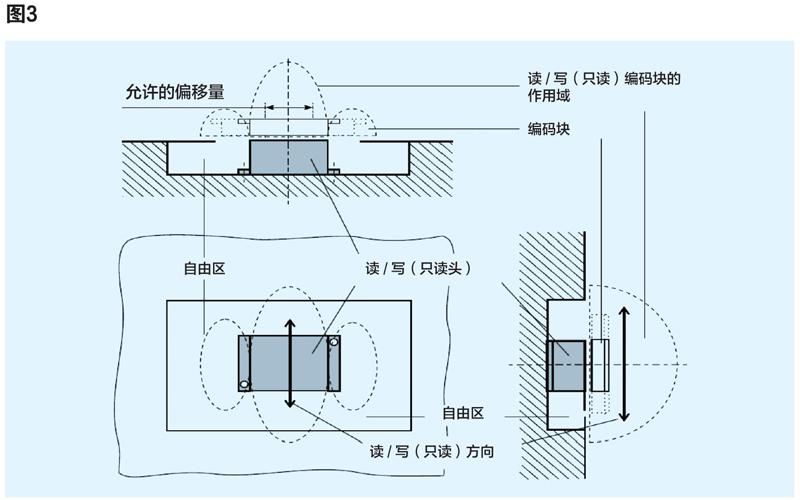
3.2 編碼塊與讀/寫頭之間的關(guān)系
編碼塊與讀/寫頭之間通過電磁感應(yīng)非接觸式進行數(shù)據(jù)交換,編碼塊所需電源也由與讀/寫頭之間的電磁耦合提供,所以讀/寫頭與編碼塊之間正確可靠傳輸數(shù)據(jù)的關(guān)鍵在于特定的空間距離內(nèi),讀/寫頭與編碼塊之間應(yīng)保證充分的數(shù)據(jù)讀寫時間。對于靜態(tài)(設(shè)置參數(shù):第2字節(jié)第5位=0)讀寫過程而言,編碼塊在讀寫頭前完全禁止,這就允許它們兩者之間能有一個較大的空間距離。對于動態(tài)(設(shè)置參數(shù):第2字節(jié)第5位=1)過程而言,編碼塊要在很短的時間內(nèi)被讀或?qū)懀仨氂幸粋€較短的空間距離以保證有足夠大的讀/寫通道。每個讀寫頭有與之配套的編碼塊(它們之間的配對取決于物理尺寸的大小和天線區(qū)域的結(jié)構(gòu)),讀/寫頭與編碼塊之間的距離和允許的水平偏移量如圖3。
4 現(xiàn)場的應(yīng)用
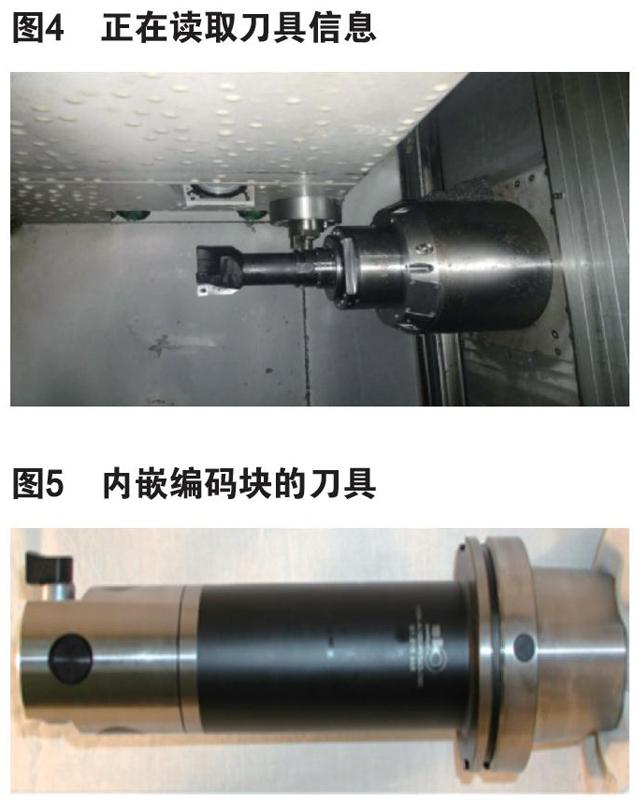
4.1 刀具識別
將編碼塊通過膠水鑲嵌粘到刀柄上,編碼塊寫好刀具信息,主要包括:刀號、識別號、刀具實際長度、刀具實際半徑、長度公差、最大允許的使用壽命、實際刀具壽命\實際使用頻率、刀具狀態(tài)、刀具切割半徑、刀具測量狀態(tài)、刀具重量、測量單位、刀具磨損長度、刀具半徑磨損量、大刀具標識、刀具長度補償值等。讀寫頭安裝在刀庫的入口處,刀具裝刀入庫前會將刀具信息讀入CNC系統(tǒng),刀具從刀庫取出時會把數(shù)據(jù)寫入刀庫中,從而完成刀具信息的讀與寫過程,從加工準備到加工過程,整個生產(chǎn)過程中進行不間斷的數(shù)據(jù)信息流。
4.2 經(jīng)驗總結(jié)
機床在裝/卸載刀具過程經(jīng)常發(fā)生刀具信息讀取失敗故障,最主要有兩個原因:(1)距離調(diào)得太近導致干涉磨損讀寫頭。(2)距離調(diào)得太遠無法讀取。根據(jù)現(xiàn)場故障總結(jié)經(jīng)驗得出最終標準距離為1mm≤M≤1.5mm數(shù)據(jù)傳輸最佳。
5 結(jié)語
通過本文了解刀具識別系統(tǒng)的硬件組成、各元件的作用及整個系統(tǒng)的工作原理,認識了編碼塊無需電源和數(shù)據(jù)備份,讀寫頭無需精確安裝定位,在快速運動中就可以對編碼塊進行讀寫。在調(diào)整讀寫頭與編碼塊的距離過程中有了參考值,不至于調(diào)整距離出現(xiàn)問題導致故障發(fā)生,也可以縮短該系統(tǒng)故障的處理時間。
參考文獻:
[1]朱小平.自動識別技術(shù)及其應(yīng)用.安徽國防科技職業(yè)學院.2011-12-8.
[2]劉延吉.自動識別技術(shù)的發(fā)展和應(yīng)用.《中小企業(yè)管理與科技.下旬刊》.2013年第07期.
[3]劉麗麗.儀表自動識別技術(shù)的應(yīng)用.《科技視界》.2014年第36期.
[4]劉芳.北京市.一種基于深度學習的自動調(diào)制識別方法.北京郵電大學電子工程學院.2019-01-17.
