側出推鋼式加熱爐出爐輥道的改進與優化
2021-08-01 06:38:14劉超
中國金屬通報 2021年3期
劉 超
(攀枝花金屬制品有限公司,四川 攀枝花 617000)
攀鋼集團金屬制品有限公司側出推鋼式加熱爐,出爐輥道因其工作環境為高溫、高濕、高沖擊,且潤滑條件惡劣,已成為故障頻發點,由于爐口環境溫度過高,導致故障處理時間偏長,降低出爐輥道故障頻次已成為公司重點工作。
1 結構組成及工作原理
結構組成:出爐輥道的具體布置如圖1 所示,由出爐自由輥及9 組傳動輥組成(其余4 組圖中未畫出),每兩組輥子上方有輥道蓋板導向,鋼坯經出鋼機全行程推出后到達5-6#傳動輥子間。
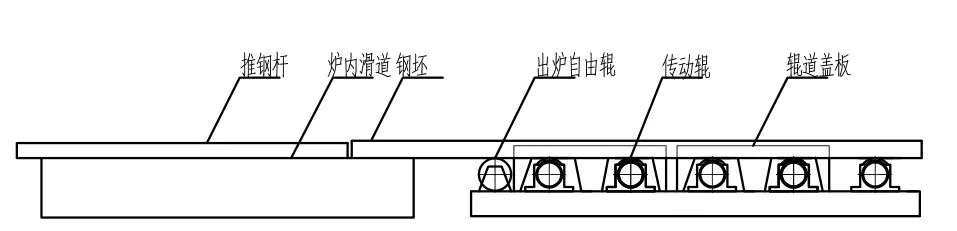
圖1 出爐輥道結構組成
工作原理:端進側出式加熱爐,在出料端采用出鋼機側部推出方式。推鋼桿以3m/s 的速度撞上鋼坯,將鋼坯推出至出爐輥道處,隨后出爐輥道將鋼坯運送至軋線。
2 存在的故障及原因分析
(1)前段輥子軸承損壞嚴重。出爐時鋼坯以3m/s 的速度推出,由于鋼坯在1000℃以上高溫加熱后,存在變形及因自重而導致的向下彎曲,出鋼時鋼坯逐一對自由輥及前段5 根傳動輥進行撞擊,由于撞擊頻繁且沖擊過大,導致前段5 根傳動輥在潤滑良好的情況下,軸承、減速機依然頻繁損壞[1]。
(2)標高難調整。因爐內滑道標高與出口輥道標高設計一致,且建廠安裝時軸承座底部未留余量調節。出鋼輥道輥子軸承損壞后,新輥子上線后標高明顯超出在線輥子及爐內滑道,只能通過墊高其余輥子軸承座、減速機來減少撞擊,導致標高較難調整。且調高其余輥子標高后,因爐內滑道磨損且難處理,其余輥子撞擊依然存在。且平時處理故障較匆忙,基本都是只更換一根輥子,其余輥子標高待檢修或換規格處理,導致新輥子在線期間損壞幾率加大。
(3)更換輥子時間較長。由于在高溫、高濕環境下,軸承座孔與軸承座上端蓋孔與螺栓焊死在一起,且輥道蓋板變形吊出后再安裝容易與輥道發生擦掛,銷孔不易對正,吊裝需更謹慎。諸多因素導致拆裝不便,且工作環境溫度較高,人員無法做到快速維護,更換單根輥子時間多長達1 小時。
4 改進與優化
4.1 改進
(1)將自由輥墊高、傳動輥墊高。將爐口自由輥墊高,讓鋼坯在撞擊自由輥后,呈現蹺蹺板原理(如圖2 所示),推鋼機以3m/s 的速度將鋼坯推至5#-6#輥之間,再因紅鋼在推送過程中產生的自重彎曲與1-5#輥接觸后進行輸送。因無相關文獻查詢鋼坯在高溫下受自重的彎曲程度,經過對現場觀察測量出鋼坯頭部大約有5mm 的向下彎曲,決定將爐口自由輥墊高5mm,1#傳動輥墊高3mm,2-9#傳動輥墊高2mm,同時考慮到此次改進對爐口自由輥的沖擊加大,對爐口自由輥軸承座采取了加筋板等固定方式。
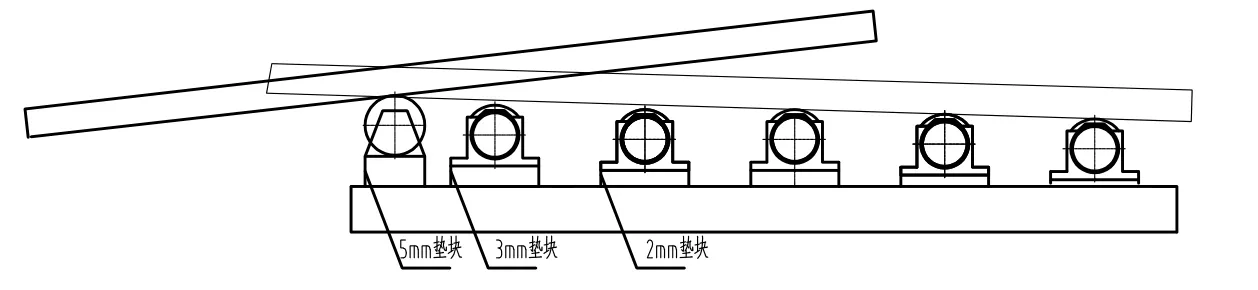
圖2 輥道標高改進示意圖
通過此次改進,爐口輥道輥子軸承座底部都有至少2mm 的余量調節,便于更換完新輥子后調整其標高;自由輥承受了絕大多數沖擊,鋼坯對1-5#傳動輥的沖擊會明顯減少,保護了前段輥子;同時鋼坯在自由輥上呈現蹺蹺板狀態,自由輥前段鋼坯能減少自由輥后段鋼坯在爐內的自重,降低了鋼坯與爐內的摩擦,間接的降低了推鋼機的負荷,對推鋼機起到了有效的保護。
(2)輥子增加導向圓環、優化更換流程。圖3 為更換一根傳動輥的流程圖。拆卸、固定軸承上端蓋螺栓過程中,存在螺栓銹蝕、螺孔絲扣損壞等情況;更換輥子過程中,需將悶蓋、端蓋等按配合間隙裝入軸承座。諸多因素都會耽誤故障處理時間。

圖3 更換傳動輥流程
通過對流程的分析,決定通過改進取消吊裝蓋板流程、并將更換輥子的流程改在線下裝配。方式如下:
(1)因輥道蓋板起導向作用,通過制作與輥徑一致的帶坡口弧度的導向圓環焊接在輥子兩側,代替輥道蓋板導向功能(圖4為改進前后示意圖)。
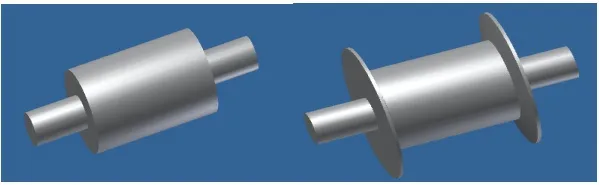
圖4 改善前 改善后
(2)取消在線裝配輥子環節,將輥子與兩側軸承座線下裝配好后成套更換。
圖5 為優化后的更換流程,取消了吊裝輥道蓋板、減少在線安裝輥子的環節。將輥子更換時間從原先的1 小時壓縮至20 分鐘左右。

圖5 優化后輥子更換流程
4.2 改進現象
(1)對出爐自由輥的改造。1-5#傳動輥沖擊肉眼可見的減少,但在一個規格軋制期間,自由輥的撞擊振動明顯變大,軸承座上端蓋被撞翻多達5 次、軸承座底座螺栓絲口損壞松動,補焊多次,但因自由輥卡在導向蓋板之間未掉出軸承座,未影響生產。軋制后期,自由輥傳動側軸承損壞,輥子整體傾斜下陷,對1-5#輥的沖擊略微增加,但未損壞[2-4]。
(2)對傳動輥的改造。因爐口導向裝置出口較窄,傳動輥兩側擋板只是偶爾對傾斜鋼坯起到糾偏作用,未發生鋼坯撞擊輥子邊緣情況,完美的替代了輥道蓋板。
4.3 優化
通過對出爐自由輥的改造得知,只要解決了出爐自由輥的傾翻問題,將對1-5#傳動輥起到良好的保護作用。因此對出爐自由輥進行轉動慣量分析,出爐自由輥數據如下:

表1 出爐自由輥數據

(輥子固有轉動慣量 1I 是剛體繞軸轉動時慣性(回轉物體保持其勻速圓周運動或靜止的特性)的量度)
反推算在2t 鋼坯的撞擊下,0.10 秒內達到1600r/min 時最高轉動慣量:
設轉動慣量為I,質量為m,半徑為r,力矩大小為M,角加速度大小為β
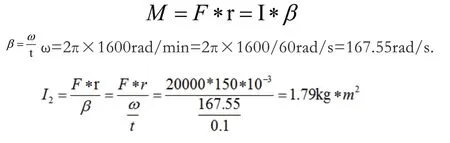
由于轉動慣量 21 II > ,即輥子在2t 鋼坯的撞擊下(在自由輥蓋板、底座螺栓達到應力等級要求的情況下),該φ300mm 自由輥無法瞬間達到相應轉速,即無法承接傳動作用,撞擊無法被旋轉傳遞,是導致頻繁被撞翻的一大原因,因此選取能承受大撞擊、轉動慣量相對較小的輥子成為改善此故障的關鍵。對此,選取了庫房重量相接近、直徑接近但相對較小的自由輥進行了相關驗算,該自由輥相關數據如下:

表2 替代自由輥數據
通過計算φ254mm 自由輥轉動慣量得知:

反推算在2t 鋼坯的撞擊下,0.10 秒內達到2400r/min 時最高轉動慣量:
設轉動慣量為I,質量為m,半徑為r,力矩大小為M,角加速度大小為β
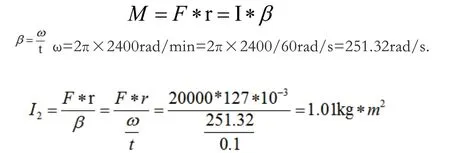
此時轉動慣量 21 II < ,即輥子在2t鋼坯的撞擊下(在自由輥蓋板、底座螺栓達到應力等級要求的情況下),該φ254mm自由輥瞬間可以達到相應轉速,即可以承接傳動作用。因此,我們對出爐輥道自由輥進行了相關改造,將φ300mm自由輥替換為φ254mm自由輥。同時因φ254mm自由輥軸承座采用的是水冷一體式軸承座,與φ300mm自由輥軸承座有上端蓋結構不同,軸承座本體更加結實,不再會發生上端蓋被撞翻等情況。改造前后示意圖如圖6。
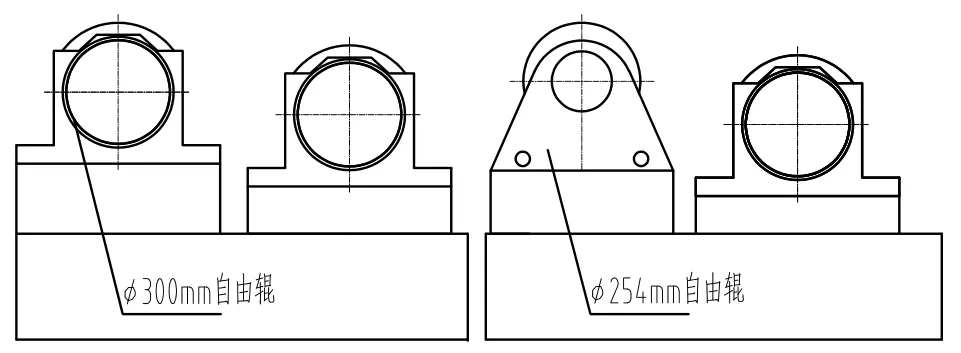
圖6 自由輥改造前 自由輥改造后
4.4 優化結果
自改造以來半年時間統計,自由輥未被撞翻,出口輥道1-5#輥軸承損壞更換1 次、減速機損壞1 臺。改造之前半年時間里1-5#輥軸承損壞更換18 余次、減速機損壞9 臺。經濟效益顯著。
5 結語
對側出推鋼式加熱爐出爐輥道的改進與優化,經現場驗證,取得了良好的效果,不僅使設備能夠平穩運行,事故大幅度減少,檢修維護人員勞動強度明顯降低,而且便于設備的周期性計劃維修,為加熱爐200 方改造提供了充足經驗。
