H08A 品質提升技術研究
2021-08-01 06:37:52牟小海李志丹戢俊強
中國金屬通報 2021年3期
王 剛*,牟小海,李志丹,戢俊強
(成渝釩鈦科技有限公司,四川 內江 642469)
自2016 年7 月26 日以來,我公司因種種原因未再生產H08A,為拓展產品結構,開辟新產品市場。我公司于2019 年4月重啟H08A 的生產。
自2016 年起,我公司主要生產建筑鋼材,3 年來未涉及低碳、低硅鋼鐘的冶煉,技術操作員工離崗較多,現有操作人員技術參差不齊。生產之初,用戶在質量控制上提出較為嚴格的要求,要求我公司H08A 應滿足其95%以上產品質量的要求。
(1)對砷、磷、硫等元素要求遠遠超出國家標準的要求。
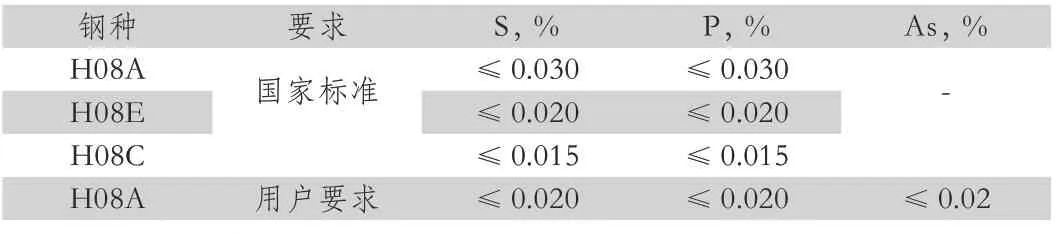
表1 國家標準、用戶對H08A 要求
(2)對鋼中T[O]提出要求,要求材樣T[O]≤120ppm。
在實際生產中盤卷粗拉拔時發生脆斷、金屬料消耗高于其他外廠等因素直接影響生產效率和成材率。針對以上問題,我公司成立焊條鋼批量化生產技術研究項目組,開展焊條鋼的提升品質技術研究。
1 H08A生產工藝及優化
H08A 主要在新區120t 轉爐系統生產,工藝流程如下:KR脫硫→120t 提釩轉爐→120t 頂底復吹煉鋼轉爐→Ar 站吹氬(增加LF 精煉環節)→七機七流方坯連鑄機(全程保護澆注+電磁攪拌→高線軋制)。
1.1 轉爐冶煉工藝
(1)過程控制。由于威鋼為半鋼煉鋼,鐵水煉鋼之前要經過提釩工序,提釩后鐵水中Si、Mn、C 被氧化,熱量不足、造渣困難,不利于脫P。轉爐通過廢鋼調節過程吹煉溫度,合理使用半鋼助熔劑,保證爐渣的良好流動性,促進脫磷反應的進行,提高脫磷效果,中后期添加改質劑,并嚴控出鋼下渣量,杜絕鋼包下渣,從而保證成品P。
(2)脫氧合金化。原H08A 生產工藝,煉鋼廠采用一步脫氧法,即轉爐出鋼過程中,一次性加入脫氧劑,下步脫氧工作全都在LF 爐中完成。因轉爐爐前氧值測量存在一定偏差,且鋼水在出鋼轉運過程中,存在不同程度的增氧情況。常導致鋼水到LF時,氧值波動大,氧值過高,LF 脫氧困難,氧值過低,LF 無法進行正常脫氧,且影響澆注。為控制鋼中[Si]含量,轉爐出鋼采用留氧操作,出鋼結束后在氬站定氧,根據鋼中氧含量采用鋁線脫去多余的氧,并調整鋼中鋁含量至0.010%~0.020%范圍內,為精煉環節正常處理創造良好條件。
1.2 增加LF 精煉工序,降低鋼中夾雜物含量
原方案未進行LF 精煉工序,部分爐次T[O]高達150ppm 以上。通過增加精煉工序,降低鋼中氣體含量及夾雜物水平,控制鋼中T[O]。
(1)黃白渣及脫氧工藝。鋼水全程埋弧精煉,爐渣發泡性好,可以適當增加反應界面,提高反應速度,并均勻覆蓋鋼水,避免鋼水裸露吸氣。精煉渣發泡性,主要與熔渣的黏度、表面張力和密度有關,同時也決定吹氣量的大小。因此釩鈦科技煉鋼廠,在H08A 通電前期,通過加入螢石和預熔精煉渣,提高精煉渣流動性,降低精煉渣的表面張力和密度,促進精煉渣發泡。同時根據熔渣情況,加入石灰,保證熔渣合適的堿度,形成2CaO·SiO2而增大爐渣粘度有利發泡。同時在造渣過程中加入一定量改質劑及石灰以保證爐渣堿度,采用鋁礬土造渣,提高渣中Al2O3的含量,縮短LF 成渣時間,延長黃白渣時間>15min 以上。
H08A 為低硅低碳鋁脫氧鋼,因此,釩鈦科技煉鋼廠,相應提高精煉渣堿度,控制鋼水Si 含量。采用添加鋁粒的方式,對鋼水進行擴散脫氧,形成CaO.SiO2.Al2O3三元渣系,提高爐渣流動性,強化精煉渣的脫氧能力,促進白渣的形成。
采用鋁粒補充脫氧、硅鈣粉和電石進行擴散脫氧,使用碳化硅輔助脫氧并進行埋弧,防止鋼液吸氣,利用鋼包底吹氬攪拌,使氧在渣鋼之間的分配可以在短時間內達到平衡,以達到快速脫氧、脫硫的目的。
(2)鈣處理工藝。在鋁鎮靜鋼中,Al2O3為脫氧產物,在H08A拉拔過程中易發生脆斷,并在鋼水澆注過程中易堵塞水口。改善鋼水澆注性必須確保最大限度的去除氧化鋁夾雜,并對殘余的氧化鋁夾雜進行變性處理,使其成為低熔點的鋁酸鹽夾雜物。使煉鋼及精煉過程中形成的夾雜物按照CaO·6Al2O3→CaO·2Al2O3→CaO·Al2O3→12CaO·7Al2O3方向進行,從而使鈣鋁酸鹽成為液態易于上浮去除。
為了確保連鑄良好的澆鑄性能,應向鋼中加入合適含量的鈣。鈣含量太低時,形成的仍是高熔點的復合夾雜物,此時鋼澆鑄性能比不進行鈣處理還差,但是鈣含量過高時,又易生成CaS夾雜物,澆鑄性能仍比較差。圖1中的陰影部分就是鈣處理鋼的最佳控制區,在該區域形成的夾雜物全是液態的,澆鑄性能最好[1]。
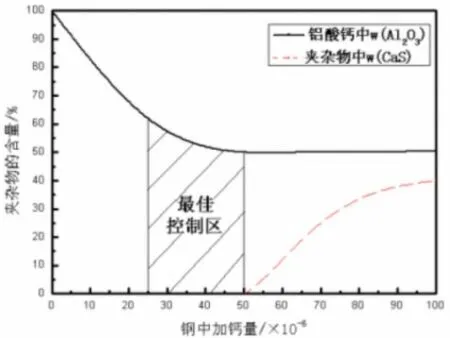
圖1 鈣處理最佳控制區
1.3 連鑄全保護工藝
連鑄澆注過程保護不好,會造成鋼水與空氣接觸或吸入空氣,引起鋼水二次氧化,造成鋁損增加,鋼中夾雜物含量增高[2]。
通過數據統計發現,出現T[O]偏高爐次中開澆第一爐和第二爐占比80%以上。在中間包烘烤結束時打開吹氬管路,以較強的氬氣流量對中間包進行吹掃,排出中間包內空氣,使之形成氬氣氛圍,直到中間包液位升至600mm 以上且覆蓋劑加入完成后再關閉吹氬,避免開澆過程鋼水與空氣直接接觸,有效降低開澆鋼水二次氧化。
1.4 軋制工藝控制
針對用戶提出的金屬料消耗偏高的問題,分析影響用戶金屬料消耗的因素主要為:剝殼工序的氧化鐵皮量。試制之初,到用戶現場進行跟蹤,我廠剝殼工序平均產生氧化鐵皮30kg/t,廠一26kg/t,廠二為27kg/t,廠一氧化鐵皮最少。因此對軋鋼工藝進行改進。
(1)氧化鐵皮控制。在用戶粗拉拔后取樣進一步研究發現,盤條表面存在大量壓入基體的氧化皮,嚴重影響盤條成品表面質量。在軋制生產現場發現,方坯未投入高壓水除鱗系統,90%區域氧化皮未脫落(見圖2(a)),經過1 號軋機后,由于壓縮變形,方坯兩側中心部位氧化皮由于鼓形作用容易脫落,而方坯角部區域氧化皮易殘留,在后續軋制過程中被壓入基體,形成盤條角部附近的壓入氧化皮。采用增加投入除鱗設備,并將除鱗壓力由原來的4MPa 提高到8MPa,現場觀測除鱗效果較以前有明顯好轉(圖2)。盤條表面質量較以前有顯著提高。
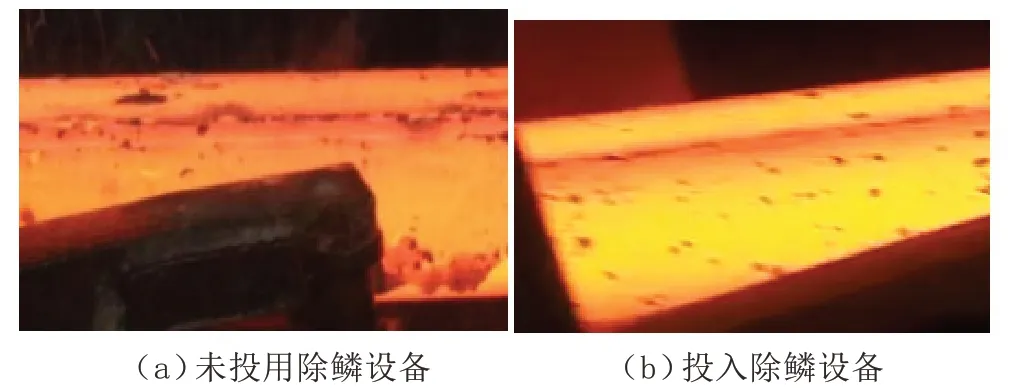
圖2 投入除鱗設備前、后鑄坯氧化鐵皮變化
(2)優化高線軋制工藝。工藝改進的主要思想是:提高加熱段和均熱段溫度,加快氧化速率,再通過加快鋼盤條在900℃~800℃區間及600℃~450℃的冷卻速度,在不影響鋼盤條正常組織的前提下,合理降低氧化鐵皮厚度,改善氧化鐵皮結構,消除內層Fe3O4,增大FeO 比例,由此降低了焊條整體氧化鐵皮厚度。
坯料軋制工序:上述方坯坯料軋制的開軋溫度為1020 ℃~1080 ℃,精 軋 溫 度 為900 ℃~940 ℃,吐 絲 溫 度 為890℃~910℃;
冷卻設備的控制:在焊接用鋼盤條生產線上,冷卻設備包括16 架風機、22 組保溫罩,它們布置在13 段鋼盤條風冷輥道的兩側,第一段風冷輥道速度為0.4m/s,第一架風機開啟50%的風量,1 組保溫罩開啟,2~18 組保溫罩關閉,19~22 組保溫罩開啟。檢測焊接用鋼盤條H08A 盤條氧化鐵皮的主要成分為FeO,氧化鐵皮厚度低于6.3μm,在氧化鐵皮層與基體間沒有Fe3O4 層形成。
2 生產數據及效果
2.1 S、P 成分控制
在完成工藝流程及參數優化改進后,通過試生產發現S、P全部符合H08E 標準,平均S 含量為0.008%,平均P 為0.014%,H08C 比例達到90.2%。
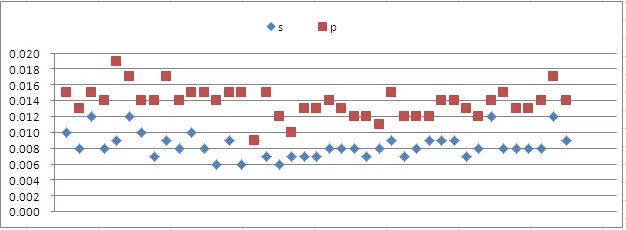
圖3 S、P 成分控制對比流程
隨著S、P 含量的降低,用戶反饋稱目前我公司提供的H08A母材能夠滿足其95%以上的產品需求。
2.2 鋼中T[O]控制情況
通過適當提高終點碳,嚴格控制高氧化性爐渣進入鋼包,采用鋁粒補充脫氧,嚴格連鑄保護澆注,鋼中T[O]嚴格控制在100ppm 以下,平均為60ppm,最低為35ppm。
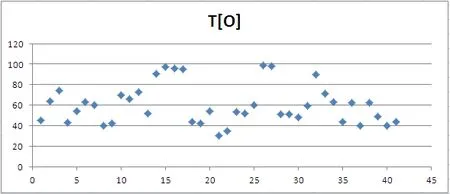
圖4 T[O]控制情況
2.3 用戶使用效果情況
由于母材剝殼干凈、清洗效果好,故酸洗后鋼絲表面顏色好、拉拔性能較好,爛線少。金屬料消耗為26kg/t,損失較少。粗拉和精拉后鋼絲清洗較干凈,鋼絲表面質量較好。

圖5 粗拉后鋼絲

圖6 精拉后鋼絲
因S、P、T[O]、尺寸控制較好,焊條鋼終端用戶整體使用情況良好,深受客戶青睞,產品已經覆蓋用戶大部分產品規格,H08A 產品已推薦其他區域(云南、深圳等地)使用。
3 結論
(1)通過優化轉爐吹煉工藝、出鋼留氧操作、LF 黃白渣工藝、連鑄保護澆注工藝,可有效控制鋼坯成分、T[O]含量。
(2)軋鋼投入除鱗裝置,有效改進除鱗效果;加快氧化速率,改善氧化鐵皮結構,有效降低了金屬料消耗。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
創業家(2015年10期)2015-02-27 07:55:08
創業家(2015年10期)2015-02-27 07:54:39
創業家(2015年5期)2015-02-27 07:53:25
