AlSi12鋁合金鑄件切削效率和降噪的研究
2021-07-30 04:40:18張超
中國設備工程 2021年14期
張超
(迅達(中國)電梯有限公司,上海 201800)
近年來,鋁合金壓鑄件以其質(zhì)量輕、強度高、耐腐蝕性能好等材料特性優(yōu)勢,以及鑄造性能優(yōu)、可加工性好和較好的導電導熱性能,被廣泛運用于航空航天、汽車制造和電梯制造等行業(yè)。現(xiàn)代制造業(yè)中較普遍運用的鋁合金壓鑄件通常為Al-Si、Al-Mg、Al-Si-Mg、Al-Si-Cu等,而生產(chǎn)電扶梯梯級通常選用AlSi12。改革開放以來,隨著國家經(jīng)濟的飛速發(fā)展,中國已成為世界最大的電梯生產(chǎn)和消費國。在外資引進的近40年中,本土電梯制造商不斷涌現(xiàn)且綜合實力穩(wěn)步提升,目前擁有電梯生產(chǎn)許可證的企業(yè)已達560家之多。在日益激烈的市場競爭環(huán)境中,企業(yè)對加工制造過程的降本增效提出了更高要求。本課題針對鋁壓鑄梯級裙邊銑削工藝展開研究,從而達到提高生產(chǎn)效率和降低加工噪音的目的。
1 材料分析
1.1 合金元素的影響分析
本文研究的鋁合金壓鑄件元素分布如表1,主要包含的元素有Si、Cu、Fe、Mn、Zn、Ti等。Si作為AlSi12的主元素,其含量達到11.7%以上時在熱熔溫度577℃下與Al形成共晶態(tài),鑄造性極佳且耐蝕性和強度等材料性能較好,但成形后的零件切削難度較大。Cu、Zn和Mn等微量元素大大提高了鋁液在鑄造過程中的流動性,有效降低了氣孔、花斑、邊角殘缺等缺陷比例。Cu雖然對壓鑄工藝過程起到良性影響,但成形后的零件其耐蝕性和塑性會有所降低。Fe是鋁合金材料中難以規(guī)避的雜質(zhì)元素,其對鋁液的流動性和成形后材料的切削性能均有負面影響,但為了緩解壓鑄黏膜現(xiàn)象,一般要求Fe含量在0.6%~1.0%。適量的Mn與Fe結(jié)合,可使結(jié)晶組織細化,緩解Fe造成的不利影響。合金材料的最終表現(xiàn)是受到各元素的綜合作用所體現(xiàn)的,對應的影響因素可參考表2。

表1 鋁合金壓鑄件元素分布(質(zhì)量分數(shù)/%)

表2 各元素的影響因素
1.2 機械加工性能分析
Si含量較低時共晶Si呈現(xiàn)細小的短桿或針狀,對材料機加性能影響不大,但當Si的比例升高到9%以上,共晶Si組織急劇變大,使得材料脆硬度大幅上升,塑性下降。根據(jù)不同溫度拉斷力實驗研究,Si含量在7%~12.8%,含量越高抗拉強度越高,超過12.8%則抗拉強度迅速下降。AlSi12在不同溫度下的伸長率隨著Si含量提高而平穩(wěn)下降。隨著切削過程的溫度上升,抗拉強度降低,而伸長率升高。
針對AlSi12硬度較高的特性,加工過程切削熱較為集中,對刀具的磨損較為劇烈,應當選用硬度較高材質(zhì),故本文實驗刀具選用鎢鋼材質(zhì)。AlSi12強度較高,應盡量減小切削力,從而降低切削功率,使得切削溫度降低,緩解刀具磨損延長壽命,故在相同轉(zhuǎn)速和進給速度的情況下選用較多刀刃的刀具。
2 材料切削過程的理論模型
如圖1所示,鏜刀切削過程通常用單位時間切削量來衡量,單位mm3/min

圖1 切削模型

式中,ae為切削寬度,單位mm;vc為切削速度,單位mm/min;af為為刀具進給量,單位mm;D為刀具直徑,單位mm;n為主軸轉(zhuǎn)速,單位r/min;Z為刀頭刃口數(shù)量。
根據(jù)鏜床主軸加工能力、刀具設計、刀具材質(zhì)和產(chǎn)品粗糙度要求等影響因素,公式中各變量有一定取值范圍。
刀具切削速度vc受到機床動力軸轉(zhuǎn)速n的限制,其取值范圍為:

式中,nmin為主軸最小轉(zhuǎn)速,單位r/min;nmax為主軸最大轉(zhuǎn)速,單位r/min;D為刀具直徑,單位mm。
進給量af受到進給速度和刀刃數(shù)量的限制,其取值范圍為

式中,vfmin為刀具最小進給速度,單位mm/min;vfmax為刀具最大進給速度,單位mm/min;vc為切削速度,單位mm/min;D為刀具直徑,單位mm;Z為刀刃數(shù)量。
切削力FC的大小受限于機床主軸最大扭矩,其取值范圍為

式中,F(xiàn)C為圓周切削力,單位N;KFC為銑削修正系數(shù);Mmax為機床最大扭矩,單位 N﹒ m;CF、xF、yF、uF、WF、qF為切削力系數(shù)。
切削力FC的大小還受限于機床最大功率,其取值范圍為

式中,F(xiàn)C為圓周切削力,單位N;KFC為切削修正系數(shù);Pmax為機床最大功率,單位 W;CF、xF、yF、uF、WF、qF為切削力系數(shù);G為機床有效系數(shù)。
3 鋁合金材料切削實驗
3.1 測試條件
鏜床為某國產(chǎn)品牌,參數(shù)如表3。

表3 機床參數(shù)表
刀具使用了四種規(guī)格進行測試,基本參數(shù)如表4。

表4 刀具規(guī)格
實驗對象為某品牌電扶梯AlSi12鋁合金梯級,切削部位為裙邊側(cè)面。
參考《切削用量簡明手冊》,刀具切削力系數(shù)和機床有效系數(shù)如表5。

表5 加工過程系數(shù)
3.2 實驗測試
根據(jù)數(shù)學模型理論計算并優(yōu)化的數(shù)據(jù),本文針對不同刀具選取了三組加工節(jié)拍進行正交實驗研究,實測數(shù)據(jù)如表6。加工節(jié)拍為刀具開始進給到完成切削退回的過程時間。通過記錄不同材質(zhì)不同刀刃數(shù)量的刀具在不同加工節(jié)拍下對應的噪音分貝和電流載荷,間接判斷切削力的變化趨勢。由于本文使用的鏜床的最大電流載荷為3.0A,三刀刃的硬質(zhì)合金在16s和12s的加工節(jié)拍下均發(fā)生過載保護,所以僅記錄了19s加工節(jié)拍的數(shù)據(jù)。

表6 正交實驗的節(jié)拍、噪音和電流載荷
3.3 實驗數(shù)據(jù)分析
相同刀刃數(shù)量,隨著刀具加工進給速度的不斷增加,刀具受到的切削力隨之增大,從而產(chǎn)生的噪音也相應變高。刀刃數(shù)量增加,緩解了機床的電流載荷,但由于相同切削量的切削頻率變高,故切削噪音也會有所增高,變化規(guī)律如圖2所示。
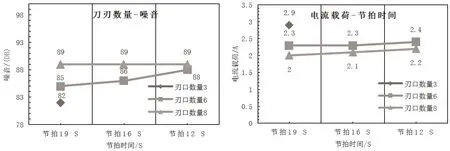
圖2 刀刃數(shù)量和節(jié)拍對噪音和電流載荷的影響
硬質(zhì)合金YG8和鎢鋼GU20的主要區(qū)別在于冶煉工藝和材料硬度不同。隨著切削速度的增加,硬質(zhì)合金YG8刀具傳遞給機床的切削載荷相應增加,且噪音也隨之增大,而鎢鋼GU20刀具對切削速度的變化敏感度較低,切削載荷和噪音表現(xiàn)幾乎不受影響,如圖3所示。
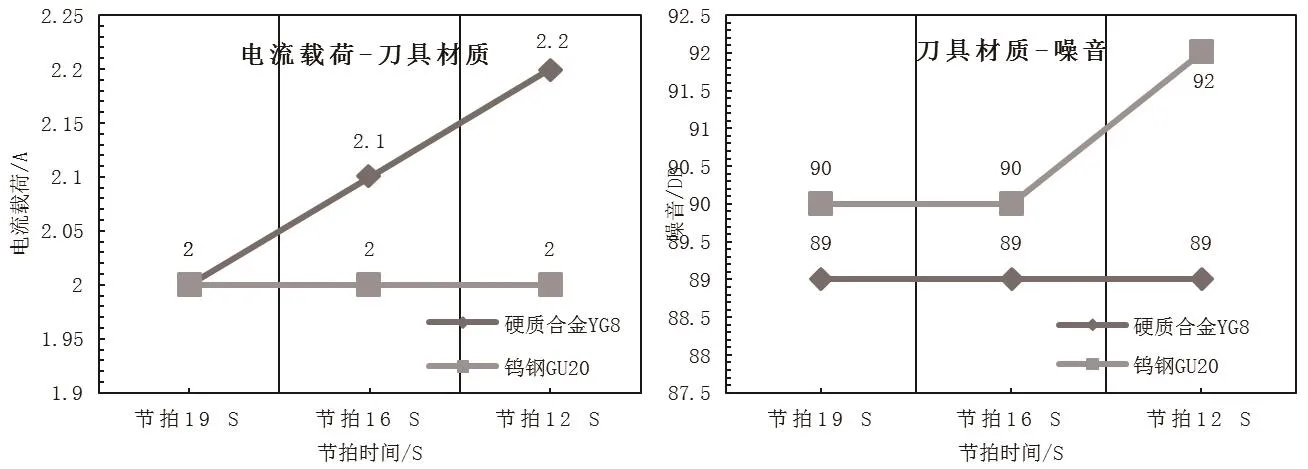
圖3 刀具材質(zhì)對噪音和電流載荷的影響
3 結(jié)語
(1)AlSi12材料在壓鑄工藝過程中呈現(xiàn)出很好的鑄造性能,且成形后的零件具有較好的材料性能,但加工過程切削熱較為集中,對刀具的磨損較為劇烈,應當選用鎢鋼等硬度較高的材質(zhì)。
(2)AlSi12強度較高,應盡量減小切削力,從而降低切削功率,使得切削溫度降低,緩解刀具磨損延長壽命,故在相同轉(zhuǎn)速和進給速度的情況下選用較多刀刃的刀具。
(3)刀具刃口數(shù)量增多可有效緩解機床切削載荷,故對加工效率的改善有明顯幫助,但加工噪音會相應增高。從噪音的變化范圍判斷,刀具與噪音不是強相關項,通過改進裝夾置具的方式可以更有效地降低噪音。
(4)在不斷增加切削效率的過程中,鎢鋼GU20刀具表現(xiàn)更加穩(wěn)定,噪音和切削載荷的反饋不明顯。