軋鋼機滲碳淬火齒輪磨削裂紋產(chǎn)生原因及預防措施
2021-07-28 07:41:04許鴻翔郭文儀盧金生
理化檢驗(物理分冊) 2021年7期
關鍵詞:裂紋
許鴻翔, 張 衡, 郭文儀, 盧金生
(鄭州機械研究所有限公司, 鄭州 450001)
齒輪是機械產(chǎn)品的重要基礎零部件,磨齒是齒輪加工的一種精加工工藝,磨齒不僅能修正齒輪預加工產(chǎn)生的各項誤差,而且能顯著提高齒輪箱的整體精度。隨著對齒輪精密化要求越來越高,高效率、高精度控制是企業(yè)生產(chǎn)追求的目標。磨削加工中,磨削熱中的60%~95%的熱量瞬時直接傳給工件,這些熱量聚集在表層形成局部高溫,超過臨界值時就會造成熱損傷[1]。熱處理時如造成如組織中有粗大網(wǎng)狀或條塊狀碳化物、殘余奧氏體含量高、表面碳含量過高且波動較大、畸變較大[2-5]等,或在磨削加工時因砂輪種類、砂輪硬度及粒度、進給量、沖程速度、冷卻條件[6-7]等選取不合理,均會增大磨削裂紋的敏感性。
在齒輪生產(chǎn)制造過程中,由于多種因素造成齒面磨削后出現(xiàn)缺陷,如磨削燒傷、磨削裂紋、磨削臺階等,其中磨削裂紋是在發(fā)生了嚴重的磨削燒傷后產(chǎn)生的,會嚴重影響齒輪的制造精度、產(chǎn)品質(zhì)量和使用壽命。為找到產(chǎn)生缺陷的原因,筆者結合某企業(yè)在生產(chǎn)中出現(xiàn)磨削裂紋的兩個典型案例進行分析,以避免此類事故再次發(fā)生。
1 案例1
出現(xiàn)磨削裂紋的軋鋼機齒輪軸材料為17CrNiMo6鋼,模數(shù)mn為18 mm,滲碳淬火工藝要求為工藝滲碳層深3.30~3.70 mm,表面硬度58.0~62.0 HRC。加工流程為鍛后正火→粗車→調(diào)質(zhì)→半精車→滾齒→滲碳淬火→噴丸→精車→磨齒。
1.1 宏觀分析
該軋鋼機齒輪軸經(jīng)磨齒后在放置的過程中發(fā)現(xiàn)齒面出現(xiàn)指甲蓋或龜背狀的凸起裂紋,嚴重處借助手工就可翹起,如圖1所示。齒面裂紋處發(fā)現(xiàn)月牙形的磨削燒傷白亮層及深色磨削回火層,如圖2所示。磨削白亮層最大深度為0.25 mm、長度為3.60 mm,磨削回火層深度為1.00 mm。

圖1 出現(xiàn)裂紋的齒輪軸齒面宏觀形貌Fig.1 Macro morphology of tooth surface of gear shaft with cracks
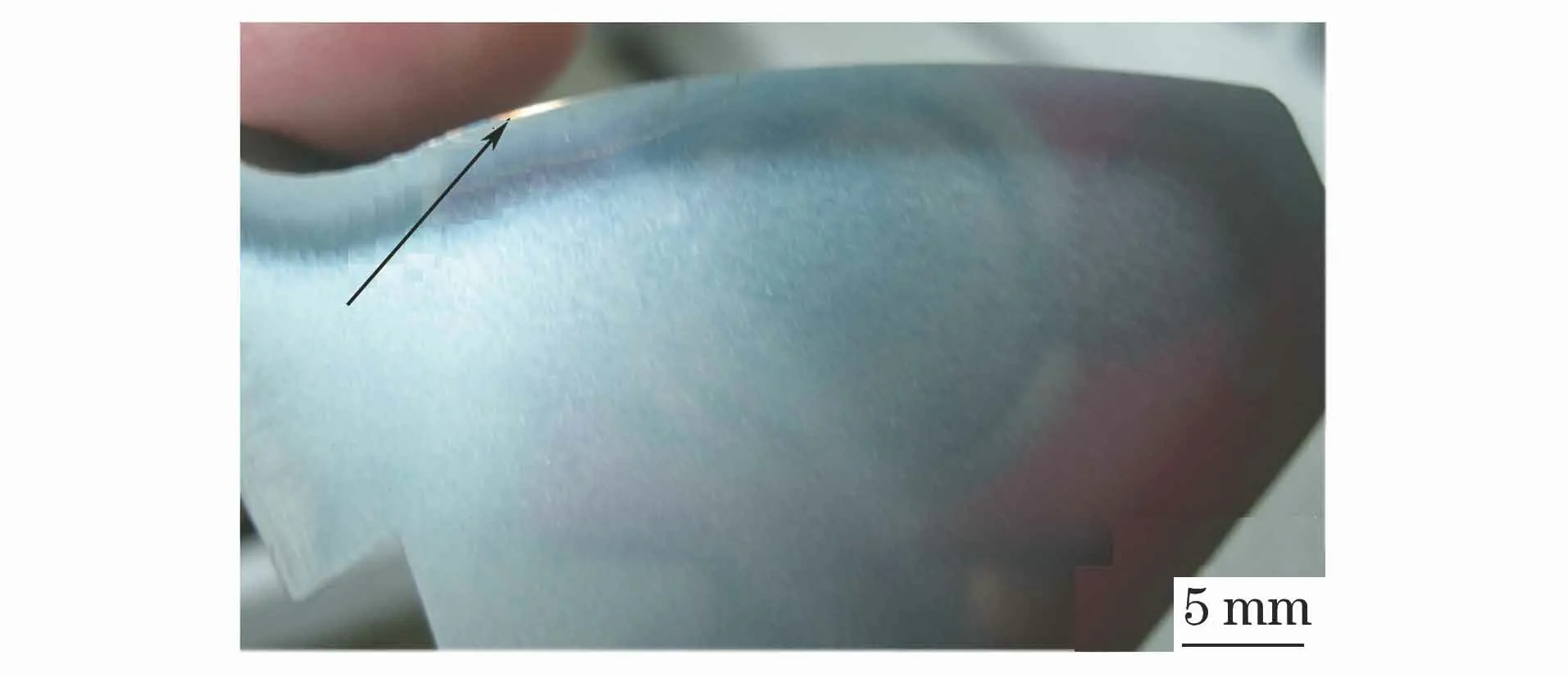
圖2 齒面裂紋處滲碳層形貌Fig.2 Morphology of carburized layer at tooth surface crack
1.2 化學成分分析
采用ARL 3460型直讀光譜儀對齒輪軸基體進行化學成分分析,結果如表1所示,可見基體的化學成分滿足GB/T 3077—2015《合金結構鋼》對17CrNiMo6鋼的要求。同時對軋鋼機齒輪軸的齒面進行碳含量測定,結果為0.81%(質(zhì)量分數(shù)),滿足標準的要求。
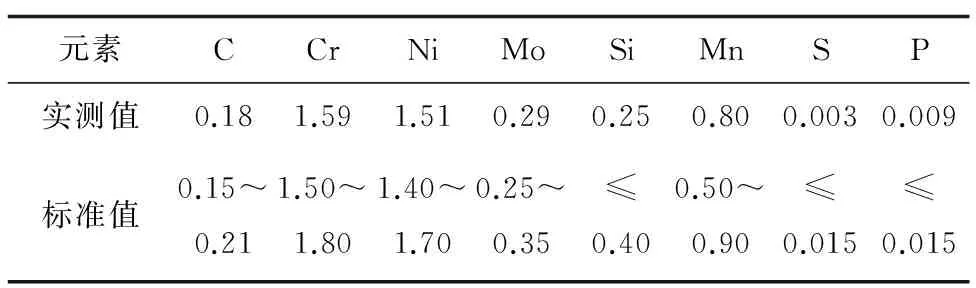
表1 齒輪軸的化學成分(質(zhì)量分數(shù))Tab.1 Chemical compositions of gear shaft (mass fraction) %
1.3 非金屬夾雜物檢驗
在軋鋼機齒輪軸出現(xiàn)磨削裂紋處取樣進行非金屬夾雜物檢驗,結果為細系:A0.5,B0,C0,D0.5,粗系:A0e,B0e,C0e,D0e,可見齒輪軸原材料非金屬夾雜物均未超標。
1.4 微觀分析
采用光學顯微鏡對無裂紋的完好齒面進行金相檢驗,結果如圖3所示,可見顯微組織為細針狀馬氏體+少量殘余奧氏體+彌散分布的細顆粒狀碳化物,依據(jù)JB/T 6141.3-1992《重載齒輪 滲碳金相檢驗》的技術要求進行評級,結果為馬氏體+殘余奧氏體2級,表層碳化物1~2級,均符合標準的要求。
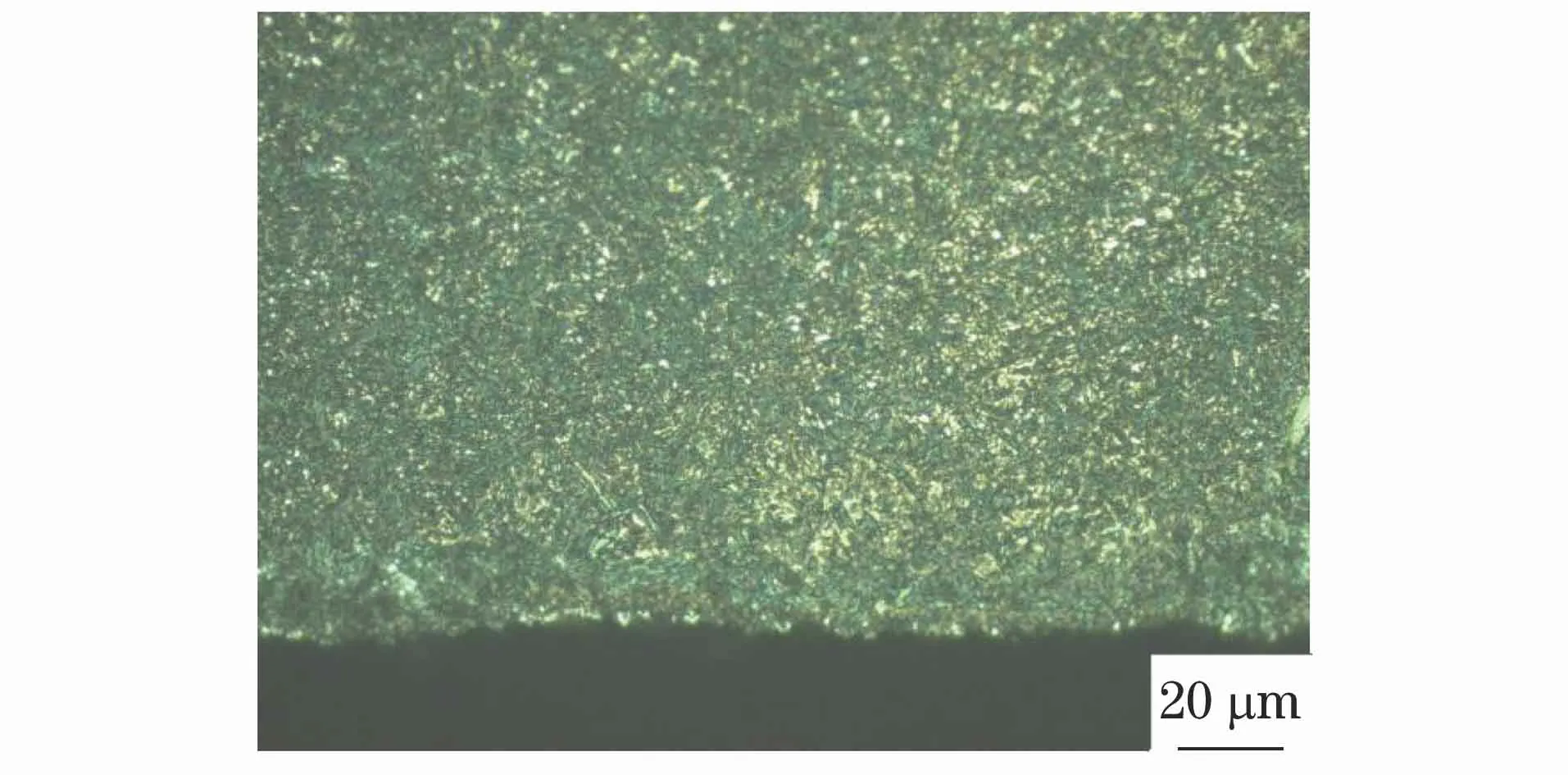
圖3 無裂紋齒面滲碳層顯微組織形貌Fig.3 Microstructure morphology of carburized layer onnon-cracked tooth surface
磨削裂紋處白亮層形貌如圖4所示。為進一步確認白亮層的組織形貌,采用Phenom XL型臺式掃描電鏡(SEM)對其進行分析,可見白亮層組織為快速加熱冷卻下的淬火態(tài)隱晶馬氏體,SEM形貌如圖5所示。
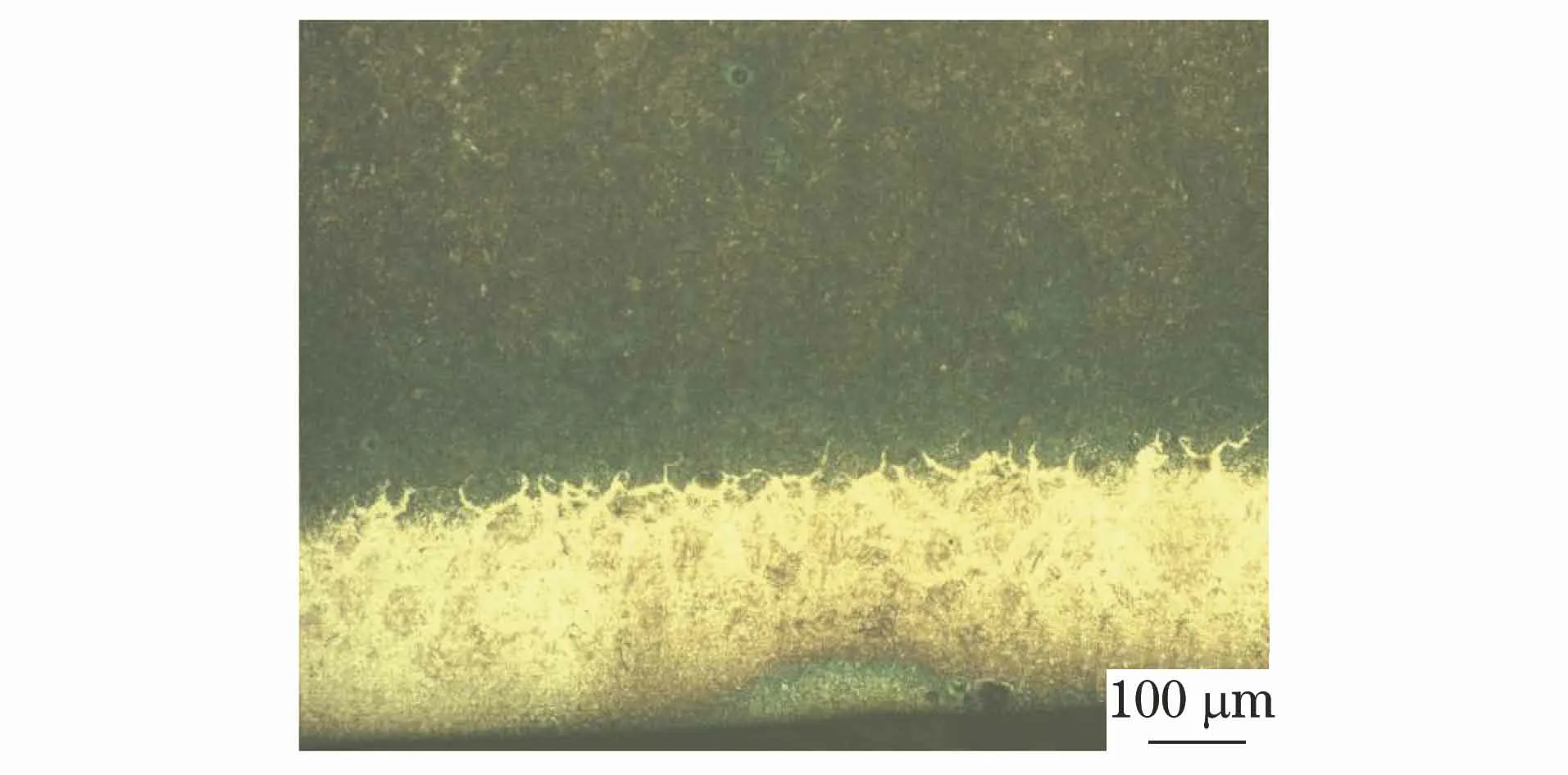
圖4 磨削裂紋處白亮層形貌Fig.4 Morphology of white bright layer at grinding crack
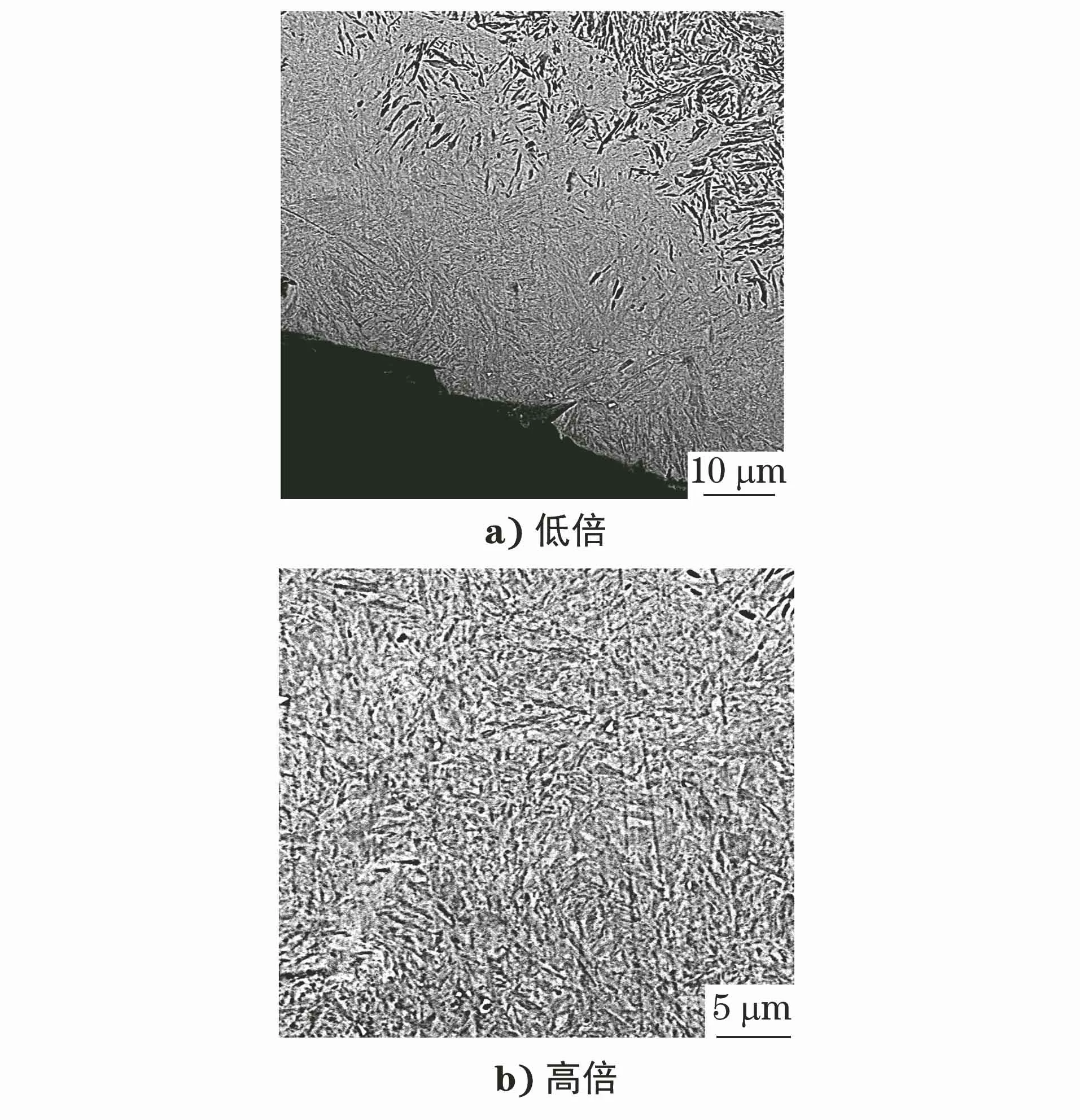
圖5 磨削裂紋處白亮層SEM形貌Fig.5 SEM morphology of white bright layer at grinding crack:a) at low magnification; b) at high magnification
1.5 硬度測試
對無裂紋齒面與裂紋齒面分別進行硬度梯度測試,硬度梯度曲線如圖6所示,裂紋齒面硬度梯度曲線表現(xiàn)為高(白亮層)-低(深色磨削回火層)-高(正常滲層組織)特征,表明存在磨削燒傷層,與宏觀及顯微組織形貌特征一致。磨齒余量為0.40 mm,磨齒后軋鋼機齒輪軸滲碳淬火有效硬化層深度為3.00~3.10 mm,滲碳淬火工藝層深合格。
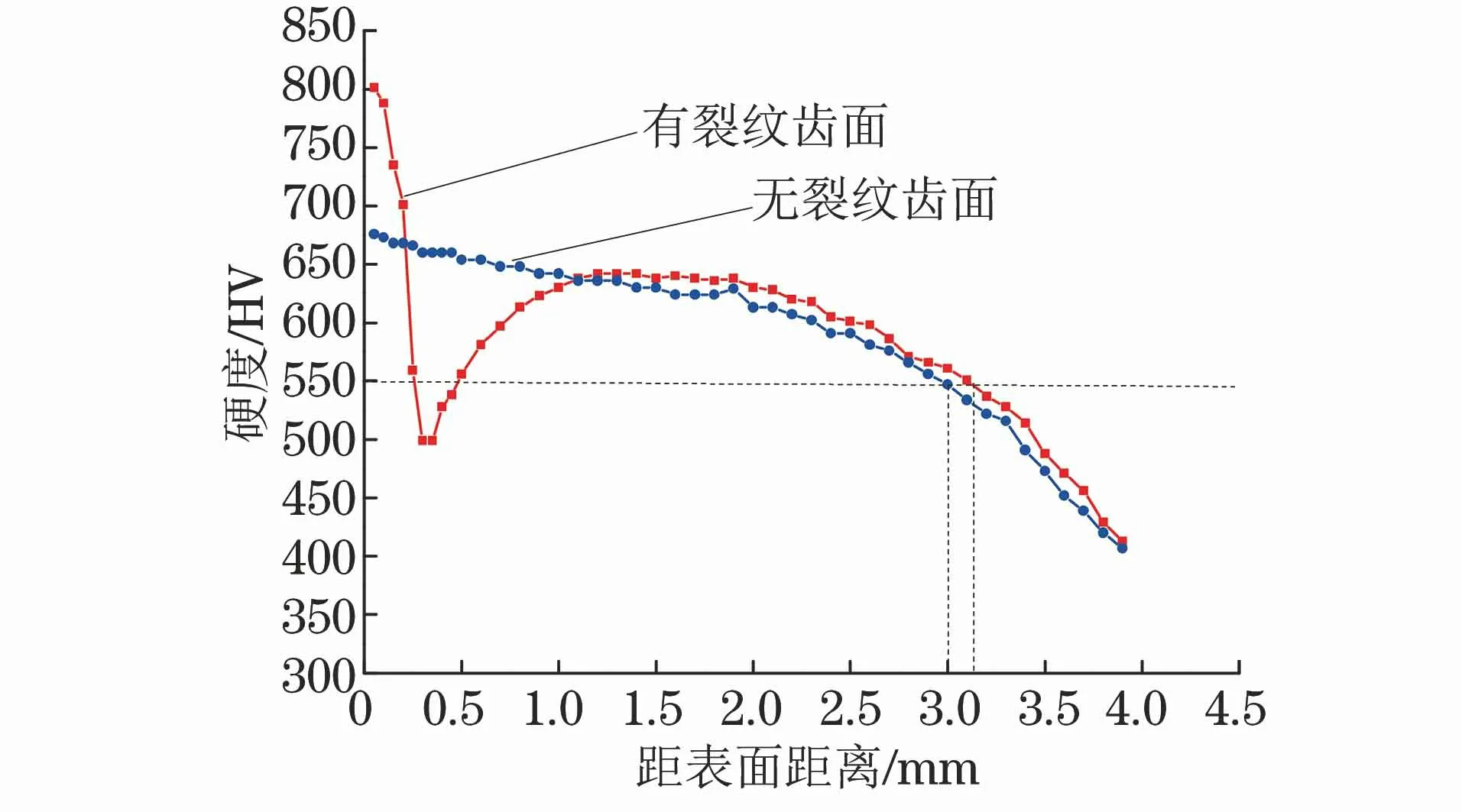
圖6 無裂紋齒面與有裂紋齒面的硬度梯度曲線Fig.6 Hardness gradient curves of cracked andnon-cracked tooth surfaces
2 案例2
失效軋鋼機齒輪材料為17CrNiMo6鋼,模數(shù)mn為9 mm,滲碳淬火工藝要求為有效硬化層深度2.00~2.50 mm,表面硬度58.0~62.0 HRC,磨齒單邊余量0.30 mm。加工流程與案例1相同,該齒輪在使用6 a(年)后檢修時發(fā)現(xiàn)齒面出現(xiàn)裂紋。
首先對該失效齒輪進行化學成分分析、非金屬夾雜物檢驗,并對齒根處進行金相檢驗和硬度測試,檢驗結果均合格。將該齒輪垂直于開裂齒面切開,制取金相試樣,未經(jīng)浸蝕的裂紋形貌如圖7所示,可見裂紋在距表面0.60 mm位置處分叉,裂紋總深度為1.50 mm。試樣經(jīng)體積分數(shù)為4%的硝酸酒精溶液浸蝕后裂紋處的顯微組織形貌如圖8所示,可見裂紋起源處存在磨削燒傷層,整體形貌呈月牙形,最大深度為0.20 mm,長度為5.0 mm,深色磨削回火層深度為0.70 mm。
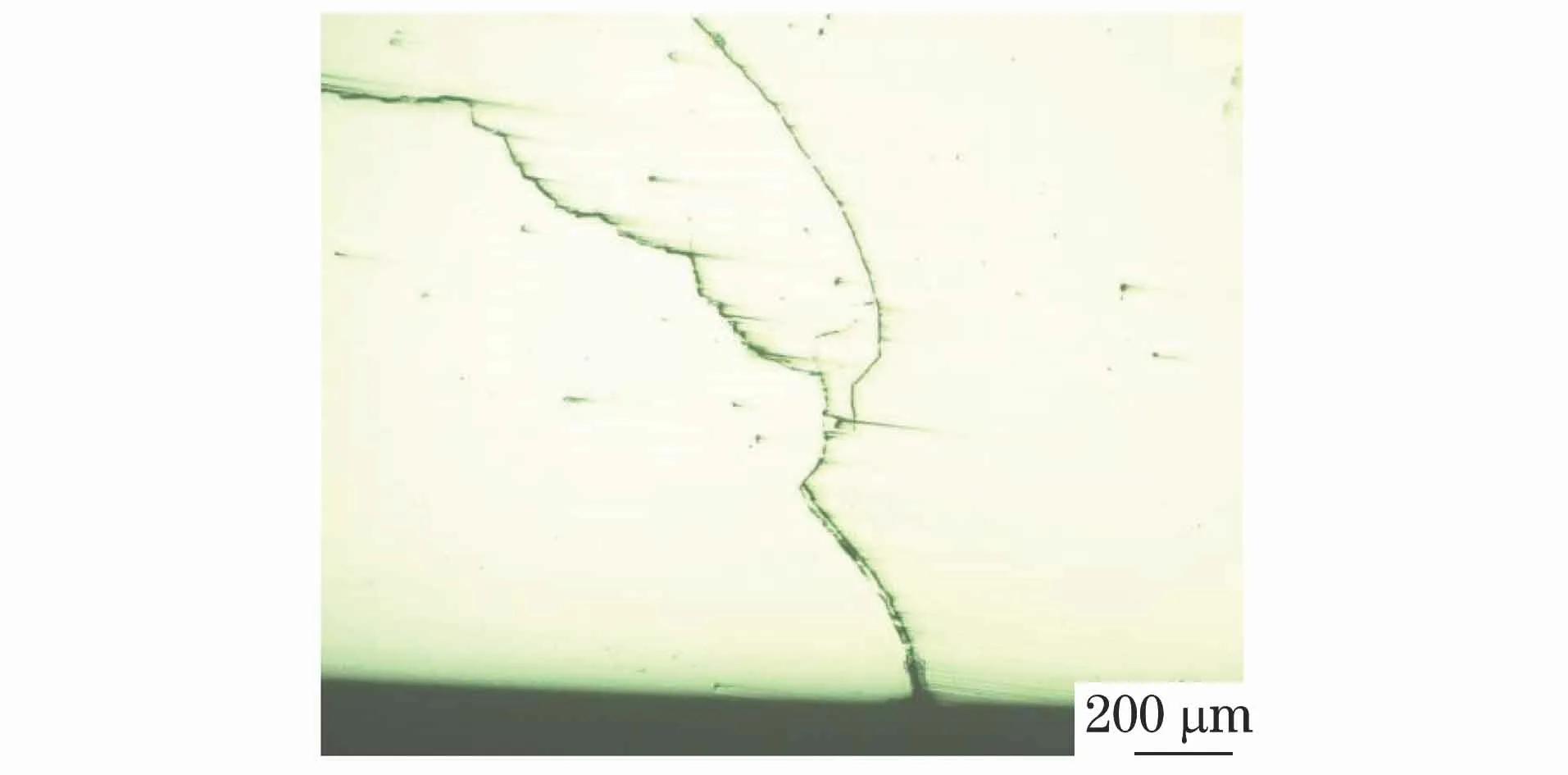
圖7 失效齒輪浸蝕前的裂紋形貌Fig.7 Crack morphology of failed gear before etching
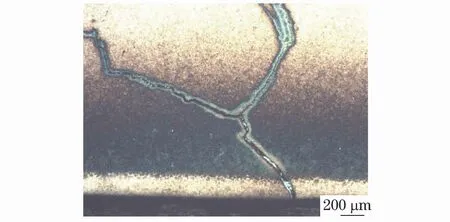
圖8 失效齒輪浸蝕后的裂紋形貌Fig.8 Crack morphology of failed gear after etching
失效齒輪磨削燒傷層處的硬度梯度曲線呈和案例1一致的高-低-高特征,硬度梯度對應的顯微硬度壓痕如圖9所示,可見磨削燒傷層處的壓痕小、硬度高,深色磨削回火層的壓痕大、硬度低。在普通光學顯微鏡下,滲碳層高溫回火組織與極細滲碳淬火組織不易區(qū)分,因此,為了提高清晰度,根據(jù)不同溫度的回火組織對浸蝕劑反應的敏感性不同,通常對試樣采用淺浸蝕[8]。
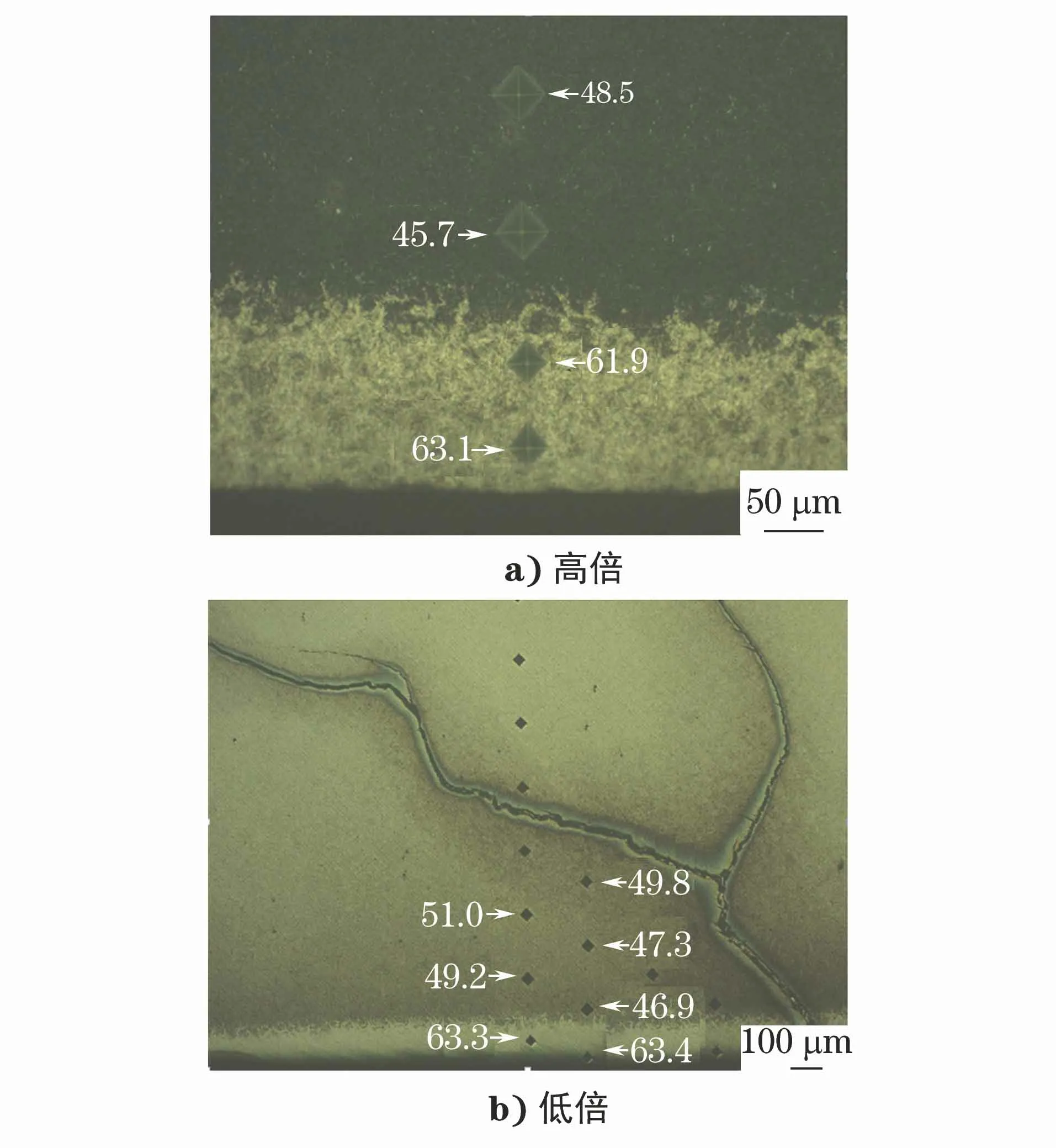
圖9 磨削燒傷層處的顯微硬度壓痕Fig.9 Microhardness indentations at grinding burn layer:a) at high magnification; b) at low magnification
3 分析與討論
案例1中的軋鋼機齒輪軸采用成形磨齒機磨齒,采用3SG60型砂輪加工。前期磨削過程中齒輪分度圓以上的部分未參與切削加工,而分度圓以下特別是滾刀過渡圓弧上端位置切削去除量較大。同時,粗磨時進給量較大,且需要對同一齒槽磨削多次,容易引起滲碳淬火齒面回火、二次淬火等問題。粗磨時原工藝進給量為0.100 mm,且同類工件中并未出現(xiàn)磨削燒傷、磨削裂紋等現(xiàn)象,通過查閱現(xiàn)場生產(chǎn)記錄發(fā)現(xiàn),為保證交貨工期,增大了該齒輪軸粗磨時的進給量,為0.180 mm,為保證精度和表面粗糙度達標,精磨時進給量仍保持不變。粗磨時進給量的增大,造成磨削熱過高,磨削局部高溫,超過相變點AC1,經(jīng)過冷卻液急冷后,最表層形成未經(jīng)回火的二次淬火白亮層,硬度高且脆性大,滲碳層最終形成高-低-高的典型磨削淬火燒傷硬度分布特征。前期切削量過大的部位主要集中在齒面分度圓以下,因此磨削燒傷主要集中于該位置處。齒輪軸在放置的過程中磨削表面所受應力大于其斷裂強度時將產(chǎn)生裂紋。因此,軋鋼機齒輪軸磨削裂紋主要位于齒面分度圓以下,如圖1和圖2所示。該齒輪軸發(fā)現(xiàn)磨削裂紋后,暫停對該批次后續(xù)5件的磨齒加工,將粗磨時進給量改為0.120 mm,且粗磨后2 h內(nèi)進行去應力回火,對該5件齒輪軸進行金相檢驗,均無磨削燒傷。
案例2中軋鋼機齒輪的磨齒工藝與齒輪軸的相同,熱處理畸變較大,且在磨齒前未能準確測量磨齒余量,導致首次粗磨時進給量過大。齒輪首次粗磨時的進給量局部達到0.190 mm,導致局部磨削熱過高,進而導致磨削裂紋。從使用后磨損痕跡分析,齒面受力接觸區(qū)域?qū)挾茸冋X面局部受力較大,且齒面磨削燒傷使表面形成拉應力,運行時在外力作用下,表面首先產(chǎn)生裂紋,白亮層下面至0.60 mm處為磨削回火層,硬度較低,為45.0 HRC左右,使得裂紋較容易擴展,當擴展到正常滲碳淬火層組織時,硬度增大到55.0 HRC左右,單條裂紋擴展受阻,開始產(chǎn)生分支后繼續(xù)擴展。
4 預防措施
造成磨削裂紋的因素較多,需對以下幾個方面綜合控制。(1)滲碳淬火后表面馬氏體應為隱晶狀或細針狀;(2)殘余奧氏體含量控制在20%(面積分數(shù))以內(nèi);(3)表面碳含量控制在0.7%~0.9%(質(zhì)量分數(shù)),且碳含量梯度下降平穩(wěn);(4)碳化物呈彌散細顆粒狀分布;(5)嚴格控制熱處理畸變;(6)保證回火溫度和回火時間;(7)合理選擇砂輪;(8)合理的磨齒工藝;(9)磨齒時充分冷卻。
磨齒工藝的合理制定及執(zhí)行至關重要,針對熱處理變形較大的齒輪應準確測量實際的磨削余量,并嚴格控制粗磨初期的進給量,同時限定磨齒機的過載電流。當發(fā)現(xiàn)磨削燒傷時,應在2 h內(nèi)進行去應力回火,防止應力過大進一步造成磨削裂紋。
5 結論
滲碳淬火齒輪磨齒工藝不當(粗磨時進給量過大)會導致最表層形成拉應力狀態(tài)的二次淬火白亮層,白亮層組織為快速加熱冷卻下的淬火態(tài)隱晶馬氏體,硬度高且脆性大,同時次表層磨削回火層硬度下降10 HRC左右,使?jié)B碳層最終形成高-低-高的典型磨削淬火燒傷硬度分布特征。磨削燒傷層的顯微組織和應力狀態(tài),易誘發(fā)裂紋并造成工件早期失效。采用成形磨齒機磨齒時,磨削裂紋一般位于分度圓以下。建議磨齒后進行檢驗,發(fā)現(xiàn)磨削淬火燒傷時應立即進行去應力回火,避免進一步產(chǎn)生磨削裂紋。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38