新型冷卻壁在首鋼長鋼8號高爐的應用
2021-07-27 11:08:02陳高鵬
山西冶金 2021年3期
陳高鵬
(首鋼長治鋼鐵有限公司設備處,山西 長治 046031)
首鋼長治鋼鐵有限公司(全文簡稱長鋼)煉鐵廠8號高爐始建于2003年,設計爐容1080 m3,2004年9月19日投產。2012年4月18日大修后第二代爐役投入運行至2020年底,運行8年多,高爐本體高溫區(qū)有8塊冷卻壁損壞,現(xiàn)靠安裝銅冷卻棒、冷卻板和外加噴淋水維持生產,爐殼經常燒紅、開裂、串煤氣,高爐不能安全運行至下一個大修周期。因此必須更換損壞的冷卻壁和爐板,以保證高爐后期的安全運行。
1 施工方法
目前傳統(tǒng)更換冷卻壁的方法是采用高爐停爐,降料面至作業(yè)面以下,爐溫降低至常溫,作業(yè)人員進入高爐內的施工方式。這種作業(yè)方式的缺點主要有三點:一是施工周期長,約需20 d以上;二是爐溫降低至常溫,爐況恢復難度大;三是作業(yè)人員進入爐內施工,屬于有限空間、煤氣區(qū)域,安全無法保障。通過反復研究,開發(fā)自制簡易冷卻壁,并制定爐外施工方案,利用高爐定修時間安全、快速更換爐殼和冷卻壁。該項技術成功用于長鋼公司8號高爐8塊冷卻壁的更換工程,解決了高爐后期制約生產的難題,實現(xiàn)了短平快的施工目標,保證了煉鐵的正常生產。
2 主要技術及施工方案
2.1 簡易冷卻壁的制作方法
因原冷卻壁已燒損,必須更換新冷卻壁。經過研究,結合高爐計劃在2年內要進行大修的實際情況,設計了一種簡易的冷卻壁替代原冷卻壁,達到爐殼降溫的目的。
根據冷卻壁的外形尺寸,提前制作爐殼板,在爐殼板上直接安裝冷卻水管,采用四進四出的冷卻方式,提前預制,冷卻水管固定在新爐殼上,并用澆注料澆筑保護(見圖1和圖2)。
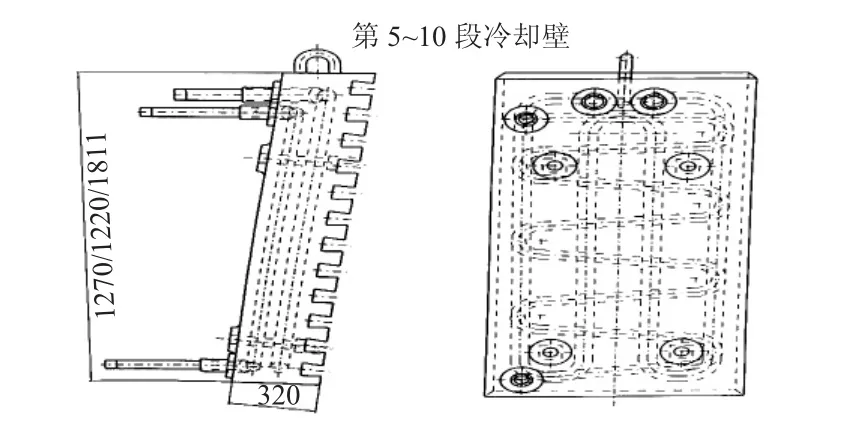
圖1 原冷卻壁圖
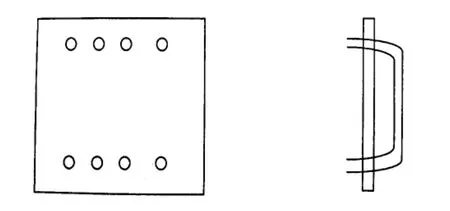
圖2 新制冷卻壁示意圖
按圖2制作好冷卻壁,并噴涂后備用,共分6組8塊,其中有3塊相鄰,整體制作為一組(如圖3),其余5組單獨為一塊冷卻壁。

圖3 新冷卻壁實物圖
2.2 作業(yè)孔位置確定
由于本次更換冷卻壁分別位于8、9帶不同位置,除9帶有3塊相連外,其余5塊位置夾角大于90°,因此決定在正對損壞的冷卻壁位置開作業(yè)孔,開孔大小盡量與新制爐殼一致,以減少爐殼切割量,便于快速安裝。
如圖4所示,根據高爐圖紙及高爐現(xiàn)場水口位置確定各損壞冷卻壁的位置中心線,并進一步做出開孔輪廓線,開孔位置要略微小于新制備的爐殼。
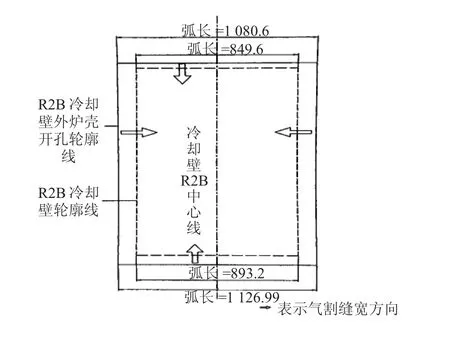
圖4 R2段爐殼開孔輪廓線示意圖(mm)
2.3 舊冷卻壁及爐殼拆除
按已做標記的爐殼開孔輪廓線用割槍進行切割,割縫寬度按圖3所示,坡口要與新制爐殼相對應。爐殼切割后,使用自動切割機切割冷卻壁之間的耐材,使爐殼完全脫離,因舊冷卻壁已經脫落,使用氣割方式,將需更換的爐殼割成數(shù)段小塊,直接掉落至爐內,節(jié)省拆除時間。
2.4 新爐殼及冷卻壁的吊運安裝
用130 t吊車將爐殼及冷卻壁吊運至8、9帶上方平臺,用預裝的輔助支架上手拉葫蘆運至作業(yè)孔前,并用工裝上安裝的2臺手拉葫蘆提升爐殼,吊運至安裝位置,對準開孔位置,與爐殼孔洞進行對合恢復(見圖5)。
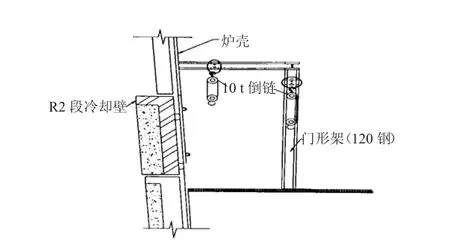
圖5 輔助支架設置示意圖
2.5 爐殼焊接恢復
在新爐殼安裝前,根據新制作爐殼的外形尺寸,對爐殼上作業(yè)孔進行修割和打磨,焊縫坡口兩側20 mm范圍內不得有油污和鐵銹等雜物。新爐殼與孔洞完全對合恢復后,進行點焊固定。焊接時采用氬弧焊打底,手工電弧焊覆蓋,氬弧焊絲牌號TIGJ50,手工焊材選用J507RH焊條,焊接過程錘擊消除應力。焊接完成后,在作業(yè)孔四角上貼補鋼板以提高角部抗拉強度。
2.6 施工作業(yè)優(yōu)化方案
為盡量縮短施工時間,經過反復推演優(yōu)化,將原噴補工作由全部焊接完后開始噴補提前到焊縫第一遍焊完后開始。在新爐殼對接好,并完成焊縫打底后,同步安排開始爐內噴補。由于爐內噴補與爐殼焊接同時作業(yè),施工總時間縮短16 h,總計用時56 h。
3 結語
8號高爐損毀冷卻壁及對應爐殼更換施工技術,在考慮了1000級高爐特點后,針對性設計了吊裝移動裝置,作業(yè)人員在爐外完成8塊冷卻壁及爐殼的更換施工,實現(xiàn)了安全、快速、高效的施工目標,整個施工過程僅用時56 h,8號高爐快速恢復了生產,創(chuàng)造了更換爐殼和冷卻壁時間最短的記錄。經過6個月的使用證明,該項技術適用于1000級高爐爐役后期維護,對其他容積高爐維護也有一定的借鑒意義,具有一定的實踐推廣意義。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
紫禁城(2019年12期)2020-01-14 02:53:18
農家書屋(2019年4期)2019-05-15 08:25:28
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
中國石油石化(2015年12期)2015-04-20 09:04:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
筑路機械與施工機械化(2014年8期)2014-03-01 03:00:54
