超聲振動輔助激光熔覆技術研究進展綜述*
2021-07-27 02:27:56姚喆赫姚建華
航空制造技術 2021年12期
陳 健,姚喆赫,姚建華,劉 焱
(1. 浙江工業大學激光先進制造研究院,杭州 310023;2. 高端激光制造裝備省部共建協同創新中心,杭州 310023;3. 浙江工業大學機械工程學院,杭州 310023;4. 國網寧夏電力有限公司檢修公司,銀川 750011)
激光熔覆因能獲得硬度分布均勻的熔覆層和產生較低的孔隙率等優勢,已廣泛應用于航空制造領域[1–4]。利用激光熔覆對關鍵零部件進行表面處理、修復和再制造,能避免資源浪費,大幅度延長關鍵零部件的服役壽命[5–7]。但由于激光熔覆過程金屬的快速凝固,在極大的溫度梯度和冷卻速度下,熔覆層易產生氣孔[8]和微裂紋[9],嚴重制約了高質量激光熔覆層的制備。為解決激光熔覆易產生缺陷的問題,國內外學者嘗試在激光熔覆過程中引入外加能場[10–13]來實現熔覆層的質量改善。其中,超聲振動已廣泛應用于鑄造[14]和焊接[15]領域,并在缺陷抑制方面取得了顯著的效果[16–17],因此將超聲振動引入激光熔覆,有望實現抑制熔覆層的缺陷,提升熔覆層的性能。
近年來,國內外學者針對Ti基[18]、Ni基[19]、Fe基[20]等多種金屬材料,開展了超聲振動輔助激光熔覆(ULC)的理論[18–20]與試驗[10,21–22]研究工作,揭示了不同功率及頻率下的超聲振動對晶粒形態與尺寸、枝晶生長方向、析出相等微觀組織方面的作用效果[10,18–22]。同時,基于超聲振動的機械效應和熱效應對熔體的作用機制,研究了激光熔覆過程中超聲振動加速熔池流動的聲–流耦合機理[18];考慮超聲振動對過冷度及形核率的影響,揭示了超聲振動對柱狀晶向等軸晶轉變(CET)的作用機制[19–20]。
基于本課題組近年來在ULC領域的研究工作,結合文獻調研,本文從ULC技術原理、超聲振動裝置與超聲施加形式、ULC熔覆層的微觀組織特征及性能表征等方面進行綜述,并對ULC技術的應用前景進行了展望。
ULC技術原理
ULC技術原理如圖1所示。ULC技術將激光和超聲作為能量源,粉末/絲材材料與部分基體在高能激光束的輻射下熔化形成熔池,超聲振動和激光熱源耦合作用于熔池流動和凝固結晶過程,從而形成高質量激光熔覆層和良好的冶金結合,實現高質量表面改性、增材制造與再制造。
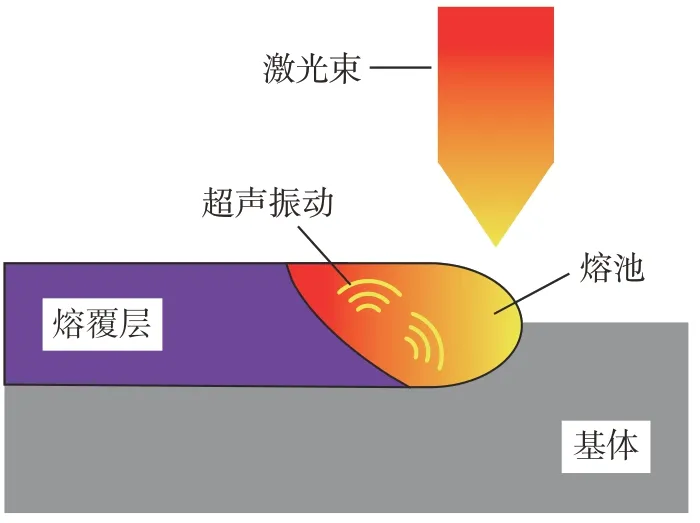
圖1 ULC技術原理Fig.1 Mechanism of ultrasonic vibration-assisted laser cladding
超聲振動在金屬熔體中具有多種增益效應,包括聲空化、機械效應、聲流效應等。聲空化的形成與潰滅將對熔池內部瞬時壓強產生劇烈影響,而超聲在熔池內部產生的聲流與機械效應可加速熔池流動。在超聲振動多種效應的共同作用下,達到超聲輔助組織和性能調控的顯著效果[23–24]。
ULC技術中超聲振動裝置與超聲施加形式
超聲振動裝置是ULC技術中的核心,結構需緊湊且適合整體裝配,與激光熔覆設備配合,實現激光復合制造。超聲振動裝置包括超聲發生器、換能器、變幅桿等元件,一般通過超聲變幅桿放大并傳遞超聲,并實現超聲振動與激光熔覆的耦合。為了實現超聲的有效施加,國內外學者設計了多種超聲施加形式:(1)固定接觸式[25–26],將待熔覆的基體直接或通過夾具固定在超聲變幅桿末端;(2)非固定接觸式[27],超聲變幅桿末端以一定的預壓力接觸基體; (3)非接觸式[28],超聲變幅桿與基體保持一定距離。ULC技術中的超聲施加形式示意圖如圖2所示。
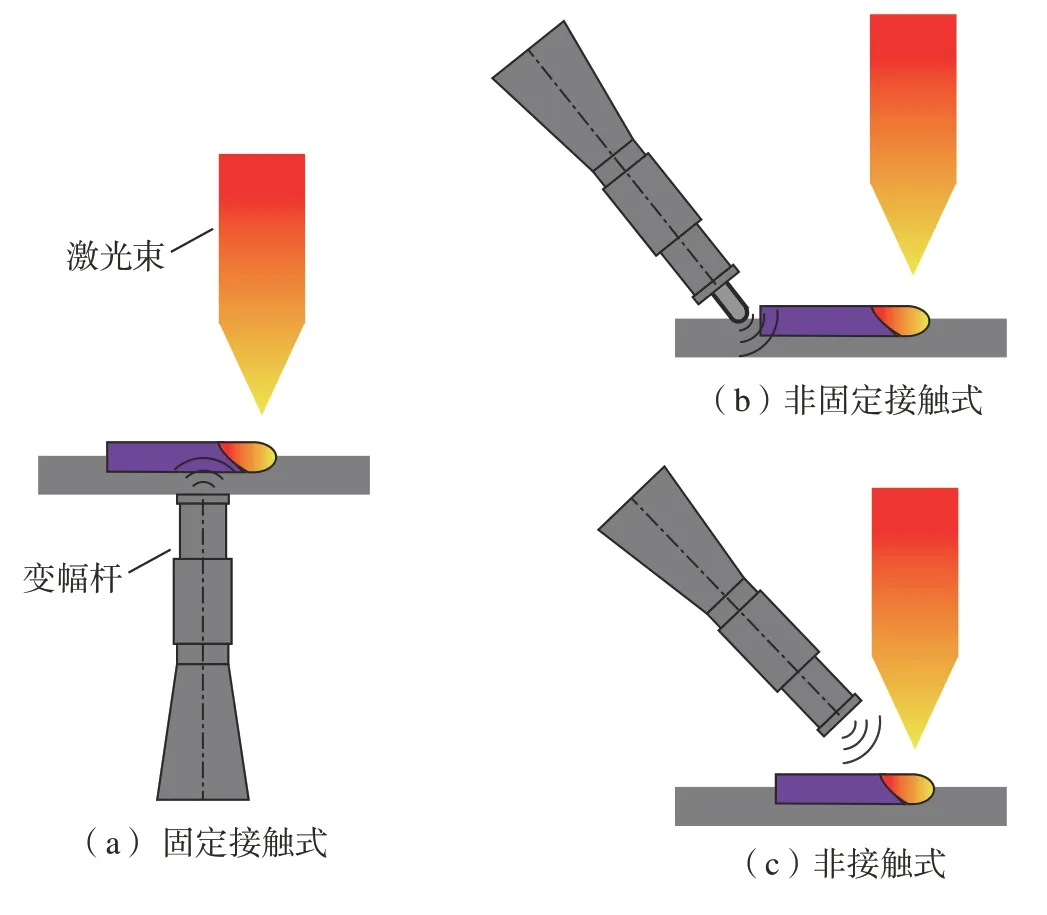
圖2 ULC技術中的超聲施加形式Fig.2 Diagram of ultrasonic applying modes in ULC
采用固定接觸式時,超聲振動從基體底部傳遞至熔池,基體與變幅桿之間通常采用螺釘等緊固件連接,超聲振動將在緊固件與變幅桿/基體結合面處發生衰減,因而緊固件的連接可靠性成為超聲有效傳遞的關鍵;采用非固定接觸式時,超聲振動從基體側邊傳遞,變幅桿與基體間的有效接觸為超聲引入基體的關鍵;采用非接觸式時,由于超聲波在空氣中衰減較大,變幅桿末端與熔池間的距離是影響超聲與熔池耦合的主要因素。
超聲振動裝置與激光熔覆設備集成時,需兼顧兩者的工作穩定性,同時應避免兩者之間的干涉。對于接觸式的超聲施加型式,熔覆過程造成基體短時局部的大量熱量將傳遞至超聲振動模塊,因而超聲振動模塊易出現失效報警,目前通常采用在超聲振動模塊內部設計散熱[29]或降溫裝置[30]的措施來解決上述問題。
在考慮ULC中的超聲與激光束的耦合時,需要對工藝參數進行匹配。通常在最優激光工藝參數下[10,21,27],即激光熔覆設備提供的激光功率、光斑直徑和掃描速度等處于最佳匹配狀態時,同步或提前開啟超聲振動模塊,通過調節超聲振動頻率、功率和振幅等超聲參數,確定合適的ULC工藝窗口,實現超聲振動的傳遞與激光熔覆過程的耦合。
ULC熔覆層的微觀組織特征
1 微觀組織形貌
在超聲振動的作用下,ULC熔覆層中的晶粒形態與尺寸、枝晶生長、析出相等微觀組織發生顯著變化。
(1)熔覆層晶粒細化:Ma等[21]采用超聲輔助激光熔覆制備陶瓷/金屬復合熔覆層,發現在超聲作用下熔覆層的晶粒尺寸顯著減小,超聲振動作用下的激光熔覆層晶粒細化效果亦在文獻[26,31–33]中有報道。
(2)熔覆層枝晶形貌變化:激光熔覆層組織主要為外延生長的柱狀晶,且具有顯著的取向性,在超聲振動的作用下,柱狀晶生長向各個方向延展,取向性減弱[26](圖3[26]);而在大功率超聲作用下,可實現CET轉變[10](圖4[10])。
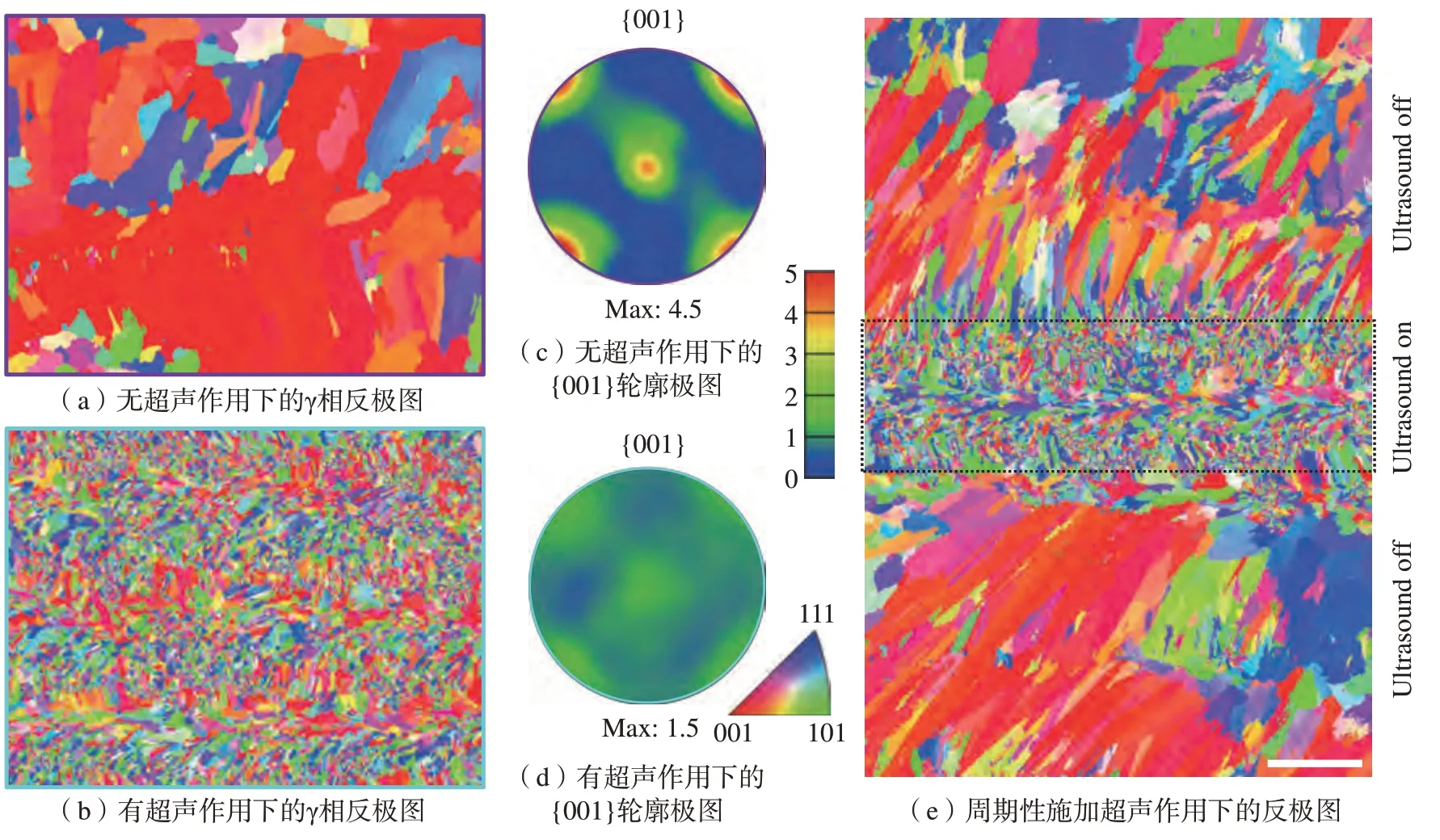
圖4 周期性施加超聲振動時的微觀組織Fig.4 Microstructure of periodically applied ultrasonic vibration
(3)二次相析出降低:Zhang等[34]通過在激光熔覆原位制備NiTi合金過程中引入超聲振動,使得NiTi合金組織變得更加均勻細小且減少了二次相的析出。
(4)顆粒分布均勻化:Li等[35–36]發現在引入超聲振動后,硬質相WC顆粒的分布變得更加均勻;Zhang等[37]也發現由于超聲振動促進了熔池的傳熱傳質從而使得熔覆過程中添加的陶瓷顆粒分布更加均勻。
上述研究顯示了超聲振動對微觀組織的作用效果,同時,學者們也針對超聲振動參數對微觀組織的影響開展了定量化研究,通過探究超聲工藝參數對ULC的作用規律來實現最優的ULC加工方案。Ma等[21,31]采用不同超聲功率(0、200W、300W和500W)的超聲輔助激光熔覆制備金屬–陶瓷熔覆層,研究發現晶粒細化結果隨超聲功率的增加而愈加顯著,且界面處從無超聲輔助時的連續整條帶狀結構轉變成500W超聲作用時的分散塊狀結構;Wang等[22]開展了超聲頻率(0、25kHz、33kHz和 41kHz)對微觀組織的影響研究,結果表明,33kHz和41kHz的頻率下能產生比25kHz時更細的晶粒組織,同時超聲振動改變了各區域的Laves相形狀與分布,不同超聲頻率下各區域的Laves相分布如圖5[22]所示,除此之外,超聲振動使長棒狀Laves相變短,分布更加均勻,且該效果隨著頻率的增加變得更加顯著,當頻率在33kHz時,熔覆層已開始析出顆粒狀Laves相。
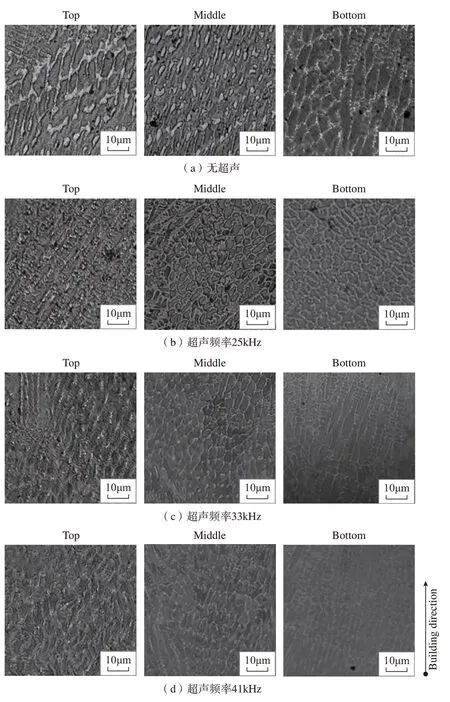
圖5 不同超聲頻率下各區域的Laves相析出形貌的比較Fig.5 Comparisons on precipitated morphology of Laves phase in different zones with different ultrasonic frequencies
ULC熔覆層微觀組織變化的機理主要為超聲的空化效應及聲流效應。(1)熔覆層晶粒細化、枝晶生長方向變化、CET轉變及二次相析出減少主要由于超聲空化效應:超聲振動作用下將產生空化泡,空化泡在經歷周期振蕩后潰滅,并產生微射流來破碎柱狀枝晶,斷裂的柱狀枝晶可以成為新的形核中心,在凝固前沿繼續長成新的生長方向不同的枝晶;同時超聲空化效應下,氣泡崩潰時將改變局部平衡條件,產生的瞬態高壓將導致合金熔點升高,促使液相過冷度增加,從而促進了晶粒的固相成核,抑制了二次相的析出[38–42]。(2)熔覆層中顆粒分布變得更加均勻主要由于聲流效應:在聲流作用下,熔池將發生強烈的對流,從而硬質相顆粒分布變得更加均勻[40,42–43]。超聲功率或頻率的增加將引起熔池內產生更加劇烈的空化效應及聲流效應,僅對微觀組織而言,更劇烈的微射流及聲流攪拌能起到改善作用,因而能在匹配最佳工藝參數時獲得理想的熔覆層[44]。但超聲強度過高將對熔覆層宏觀形貌產生不利影響,超聲參數與激光參數的優化匹配有待進一步深入的理論和試驗研究。
2 微裂紋與氣孔缺陷
微裂紋及氣孔是激光熔覆中常見的缺陷,在激光熔覆過程中引入超聲振動,能實現氣孔和裂紋等缺陷的抑制。王維等[18]在激光熔覆中引入超聲振動,獲得了致密的組織,將氣孔率從無超聲時的2.4%降低到0.75%。Li等[36]在激光熔覆Ni–WC–La2O3復合熔覆層時,發現由于硬質相WC的存在,熔覆層易出現裂紋,但在引入超聲振動后,裂紋的產生受到抑制。申井義等[45]基于最優激光熔覆工藝參數,并引入空載式超聲振動來輔助激光熔覆,獲得了無明顯裂紋及氣孔等缺陷的熔覆層。為定量化探究超聲振動對缺陷影響效果,學者們開展了超聲振動參數對缺陷的作用規律研究。Cong等[22,46]發現在超聲作用下,由于超聲振動產生的聲流效應和空化效應,減少甚至抑制了熔覆層中微裂紋和氣孔的產生,同時發現減少及抑制缺陷存在最優的超聲頻率(25kHz),提高或降低頻率都將使得氣孔抑制效果受到削弱,不同頻率下的氣孔抑制效果如圖6[22]所示。Zhang等[37]研究表明,當超聲功率為100W、200W、300W時,施加超聲振動能抑制裂紋,但當超聲功率增加到400W時,抑制裂紋效果消失,同時萌發出微裂紋。
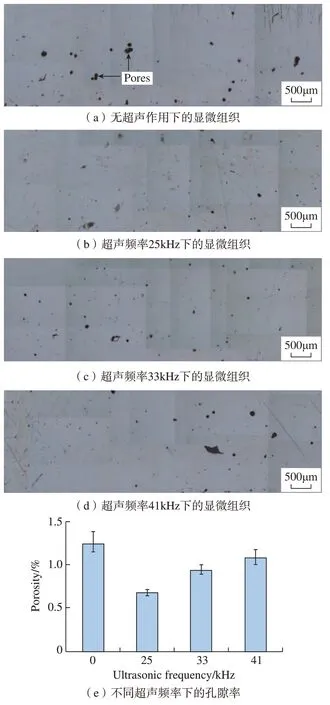
圖6 超聲頻率對氣孔的影響Fig.6 Effects of ultrasonic frequency on porosity
超聲振動對熔覆層缺陷抑制的作用機理為超聲空化效應和聲流效應的綜合作用。激光熔覆的凝固階段為快速凝固的過程,由于快速冷卻導致試樣頂部極易因局部的熔池收縮和表面張力驅動的對流流動而形成孔洞,同時,底部因應力集中而易產生微裂紋[47]。在超聲振動的兩種效應下,氣液界面發生改變,使得產生的孔隙破碎,促進熔體中的未溶解的氣體溢出,熔體整體更加緊密,避免因快速冷卻導致氣體無法逸出而產生孔洞情況的發生;同時超聲的聲流效應將影響金屬熔體的馬蘭戈尼效應,促進整個熔池更加均勻地流動,降低了熔池整體的溫度梯度,能減少因較大溫度梯度而導致的過大內部應力,從產生根源上消除易在底部形成的微裂紋[46,48–53]。不同于超聲參數對微觀組織形貌的影響效果,超聲功率或頻率過高甚至可能對裂紋和氣孔抑制起到反作用,其原因可能為在過高的功率或頻率時,熔池內將因更劇烈的空化效應及聲流效應而呈現復雜的變化過程,內部的氣體在逃逸出熔池過程中可能被熔池流動再次卷入,而過多因空化產生的局部高溫可能導致局部溫度梯度變化,從而誘導裂紋的萌發。針對該方面的研究,原位實時觀察[54]能給出最直觀的解釋,但目前相應技術因多種客觀因素而尚未被運用于ULC。
超聲振動對熔覆層微觀組織形貌及缺陷的影響概述于表1中。
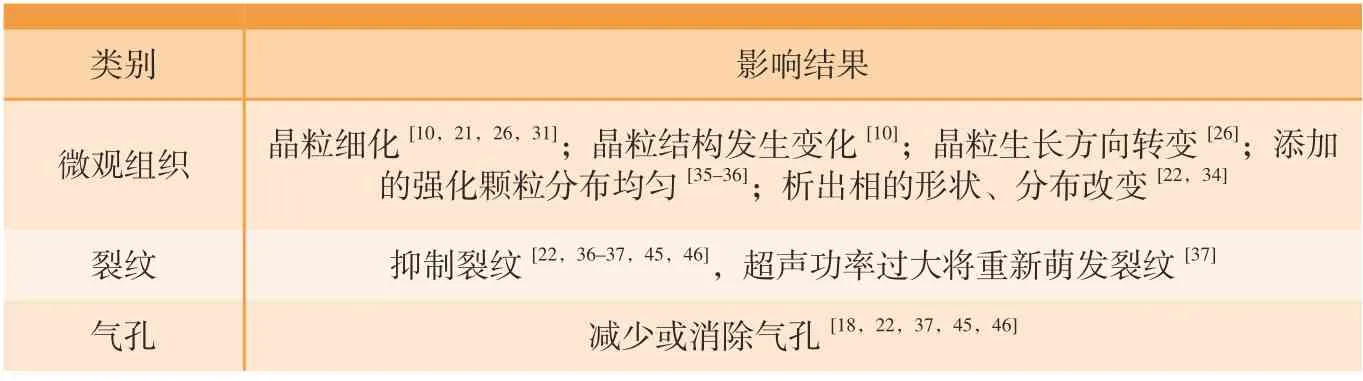
表1 超聲振動對熔覆層宏微觀形貌組織及缺陷的影響Table 1 Effects of ultrasonic vibration on microstructure and defects of cladding layer
ULC熔覆層的性能特征
1 硬度和拉伸強度
超聲振動可提升ULC熔覆層的硬度,并使硬度的分布變得平緩,同時拉伸性能得到明顯改善。徐家樂等[26]在超聲輔助激光熔覆下制備的熔覆層的硬度和彈性模量分別增長了15.7%和4.9%;Zhang等[34]采用超聲振動輔助NiTi合金激光熔覆,提高了NiTi合金的顯微硬度和楊氏模量;Wen等[27]制備的高熵合金熔覆層的硬度在超聲振動輔助下發生了明顯變化,顯著優異于基體,約為基體的2倍;Todaro等[10]發現在超聲施加后,由于晶粒細化,試樣的屈服強度和抗拉強度均提高了約12%;Ma等[21]發現當增加超聲輸出功率時,熔合區的顯微硬度過渡更加平緩化,由指數分布逐漸轉變為線性分布,如圖7[21]所示。
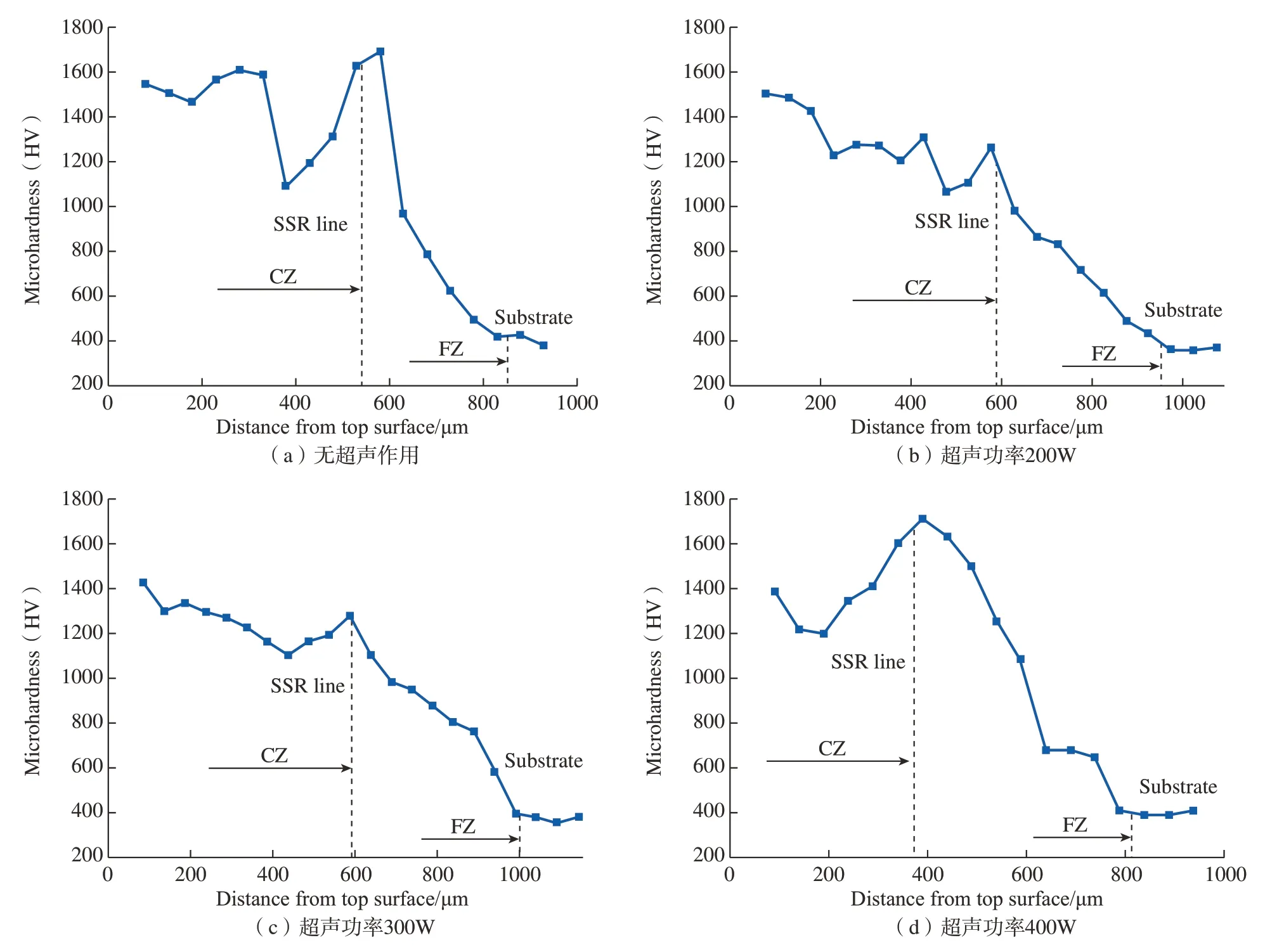
圖7 不同超聲功率熔覆層的顯微硬度分布Fig.7 Microhardness distribution of coatings with different ultrasonic power
超聲振動提升熔覆層硬度和拉伸性能的主要原因是超聲振動改變了熔覆層的微觀組織。硬度與晶粒大小有關,通常晶粒越小,相應的硬度越大,超聲振動通過細化晶粒組織從而實現硬度的提升。超聲振動工藝參數的變化影響晶粒細化的結果,進而改變熔覆層硬度。而拉伸性能提高的原因主要是超聲振動抑制了應力誘發的馬氏體相變,同時超聲振動也減少了熔覆層制造缺陷[34]。
2 耐磨性
超聲振動的引入對ULC熔覆層的磨損機理無影響,但將顯著降低熔覆層的摩擦系數,從而提升得到熔覆層的耐磨性。Ma等[21]發現超聲的施加沒有改變熔覆層的磨損機理,但施加超聲后熔覆層的摩擦系數明顯降低,表明熔覆層的摩擦性能得到了改善;徐家樂等[26]在超聲輔助激光熔覆下制備的熔覆層的摩擦系數較基底降低了18.5%,相對耐磨系數提升為基體的47.1倍;Li等[35]發現引入超聲后,由于晶粒細化、WC相彌散強化以及固溶強化,磨損試驗中的磨損量最大降低了80%,摩擦系數顯著下降了約17%;Wen等[27]制備的高熵合金熔覆層的常溫(25℃)和高溫(600℃)耐磨性在超聲振動輔助下發生了明顯變化,性能顯著優異于基底;Sourabh等[25]發現超聲振動作用下形成的表面織構能使表面潤濕性增加,表面摩擦系數顯著降低。適當的超聲功率和振幅才能獲得最優的耐磨性能;Li等[36]在開展超聲功率(0、600W、700W、800W和900W)的影響研究時,分析結果表明,隨著超聲功率的增加,熔覆層的耐磨性性能先增強后減弱,800W為最優的超聲功率,不同超聲功率下的熔覆層的磨損形貌如圖8[36]所示;聶學武等[55]分析了不同超聲振幅(0、16μm、22μm和28μm)下激光熔覆陶瓷硬化復合熔覆層的性能變化,在振幅為22μm時所獲得的熔覆層的硬度和高溫磨損性能最佳。
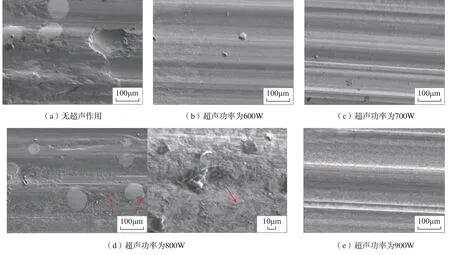
圖8 不同超聲功率下的熔覆層的磨損形貌Fig.8 Wear morphology of cladding layer with different ultrasonic power
超聲振動提升熔覆層耐磨性是多方面的結果,一方面是由于耐磨性與硬度有關,超聲振動提升了熔覆層硬度從而使得熔覆層更加耐磨;同時超聲振動使得熔覆層表面粗糙度降低,改善熔覆層耐磨性;而且超聲振動使得添加的硬質相分布更加均勻后,將降低熔覆層的摩擦系數,改善耐磨性能;耐磨性也受缺陷等影響,因而存在最優的超聲振動功率及振幅。
3 抗氧化性和耐腐蝕性
抗氧化性和耐腐蝕性是評價熔覆層質量的重要指標,在超聲振動作用下,熔覆層的抗氧化性和耐腐蝕性可顯著提升。徐家樂等[56]開展了熔覆層抗高溫氧化性能研究,結果表明在超聲振動作用下,熔覆層表面將形成更加致密的氧化膜來抵抗高溫氧化,同時表面無剝落且未產生氧化破裂;Zhang等[37]研究了在不同超聲振動功率作用下的熔覆層的高溫氧化性,對比了基體與不同功率下的氧化動力學特征,結果如圖9[37]所示,表明超聲振動功率的增加能使得熔覆層的氧化率降低,從而提升熔覆層的致密性,但當超聲功率為400W時,熔覆層的氧化性由于裂紋的萌生而降低,超聲功率為300W時熔覆層呈現最佳氧化性;Wen等[27]制備的高熵合金熔覆層的耐腐蝕性在超聲振動輔助下發生了明顯變化,自由腐蝕電流密度及自由腐蝕電位分別降低了51%和92%,性能顯著優異于基底。
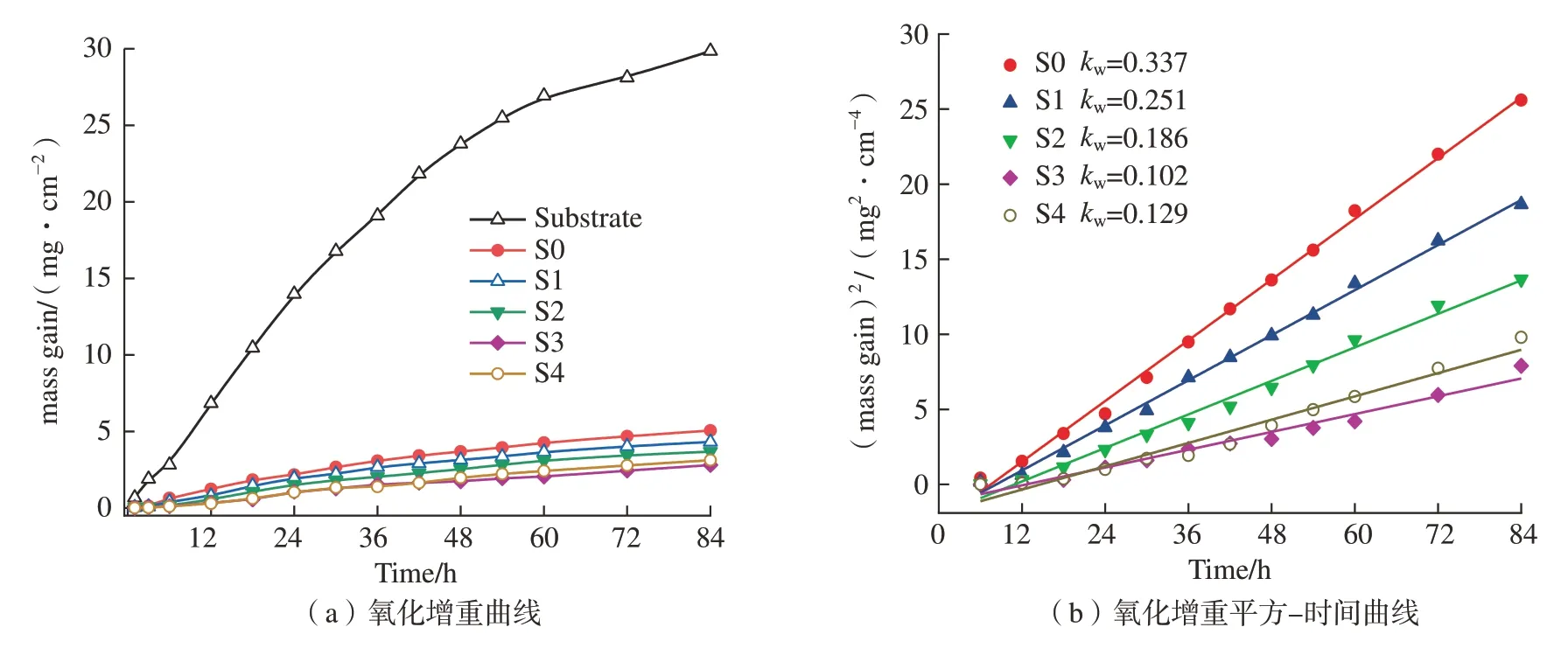
圖9 基體和熔覆層的氧化動力學特征Fig.9 Oxidation kinetic features of substrate and coatings
超聲振動提升熔覆層抗氧化性能和耐腐蝕性能是由于在超聲空化效應及聲流效應作用下的晶粒細化及Cr元素均勻分布,促進了連續、致密及較小尺寸的氧化膜在晶界表面處形成;裂紋的產生將破壞氧化膜,因而當在較高超聲功率誘發裂紋萌發的情況下,熔覆層的抗氧化性呈現降低傾向。
超聲振動對熔覆層性能的影響概述于表2中。
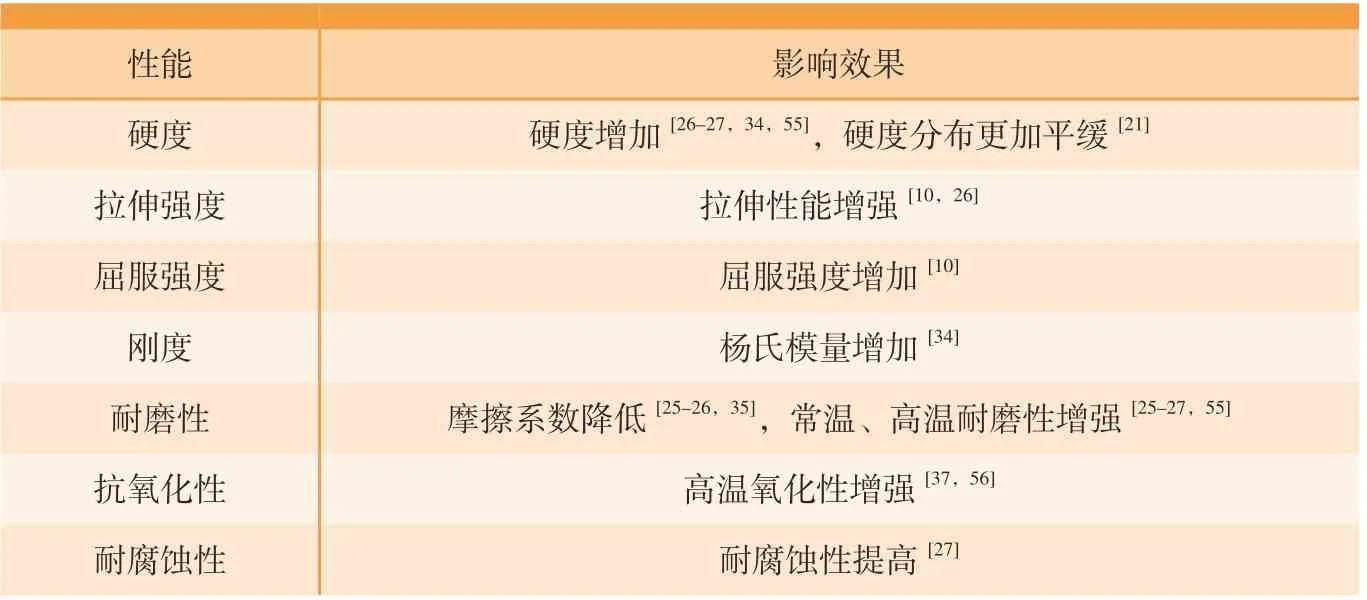
表2 超聲振動對熔覆層性能的影響Table 2 Effects of ultrasonic vibration on properties of cladding layer
ULC技術的優缺點及其應用前景
ULC技術能夠實現激光熔覆層的微觀組織調控,促進熔覆層組織細化,抑制二次相的析出,并使得強化顆粒的分布更加均勻,抑制孔洞和裂紋等缺陷,從而提升熔覆層的硬度、耐磨性和抗氧化性等性能。基于上述優勢,ULC技術可用于要求嚴格的關重部件高質量激光熔覆與增材制造/再制造;另一方面,超聲的引入使得工藝復雜性增大、裝備與工藝成本提升,因此當前ULC技術不適于低端部件的激光熔覆成形。
ULC技術為激光熔覆技術的高質量發展提供解決方案,有望應用于航空航天、能源動力、海洋裝備等高端裝備領域的表面改性與再制造。以“兩機”裝備部件的激光增材修復為例,由于苛刻的質量要求,單一激光熔覆技術難以滿足高溫合金修復的質量需求,而ULC技術的缺陷抑制能力將為高溫合金的高質量修復提供可能。
為實現ULC技術的推廣應用,當前仍存在以下問題亟須解決: (1)超聲振動在激光熔覆熔池中的多種效應的耦合機理有待明確; (2)ULC過程的精確數值模擬技術;(3)超聲振動模塊的集成化設計與高效耦合;(4)基于ULC技術的工藝設計與優化。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年13期)2022-08-11 09:29:16
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
天天愛科學(2020年6期)2020-09-10 07:22:44
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
數學物理學報(2017年6期)2018-01-22 02:26:40
中學物理·高中(2016年12期)2017-04-22 11:53:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
計算物理(2014年2期)2014-03-11 17:01:44
