“匯眾301”鋪管起重船托管架系統鏜孔工藝研究
2021-07-25 02:30:31黃創貴聶朋黃江峰梁玉鑫
廣東造船 2021年3期
黃創貴 聶朋 黃江峰 梁玉鑫
摘? ? 要:隨著全球對能源需求不斷擴大,海上油氣田的開發越來越受到關注,具備鋪管作業能力的鋪管船已成為海上油氣田開發的關鍵性裝備。而作為S形鋪管作業的關鍵裝備,托管架鉸點的裝配精度及功能實現越來越受到重視。我司在建造“匯眾301”鋪管起重船時制定的托管架系統鉸點鏜孔工藝,填補了國內的空白,可供其他船廠借鑒。
關鍵詞:鋪管起重船;托管架;鏜孔工藝
中圖分類號:U671? ? ? ?? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Boring Technology of Stinger System of Huizhong 301 Pipelaying Crane Vessel
HUANG Chuanggui, NIE Peng, HUANG Jiangfeng, LIANG Yuxin
( CSSC Huangpu Wenchong Shipping Co., Ltd., Guangzhou 510715 )
Abstract: With the continuous expansion of global energy demand, the development of offshore oil and gas fields has attracted more and more attention, and the pipelaying vessel has become the key equipment for the development of offshore oil and gas fields. As the key equipment of S-type pipelaying operation, the precision and function of the hitch point structure of the stinger have been paid more and more attention. This paper expounds the boring technology of hitch point structure in stinger system of the pipelaying crane vessel “Huizhong 301” built in our company.
Key words: Pipelaying Crane vessel; Stinger; Boring technology
1? ? ?前言
海上鋪管作業是通過鋪管設備,如張緊器和托管架等,將管道準確鋪設到位于海底預定管道路上的一項連續的海上施工過程。目前深水鋪管方法主要有:S形鋪管法;J形鋪管法;卷筒式鋪管法;垂直鋪管法。其中,S形鋪管法是最常用的方法。在S形鋪管過程中,管線在鋪管船甲板作業線上從焊接、檢驗都在一個水平面內,在管線移動穿過船尾并到達海底時,管線的線形看上去像一個被拉長的S形。
“匯眾301”鋪管起重船是我司目前建造的最大鋪管船,它能夠鋪設海底管線的最大作業水深為350 m。在主甲板中間設有一條S形鋪管作業線,船尾設固定式托管架。該托管架屬于目前國內最大、結構最為復雜的托管架,其鉸點銷軸安裝精度直接影響到托管架的功能,而銷軸安裝精度則取決于鏜孔工藝。我司此前沒有該類型結構件鏜孔施工經驗,故召集設計、工藝人員詳細閱讀圖紙技術要求并結合船東意見進行認真研究,制定出切實可行的鏜孔施工工藝,確保托管架系統的順利交付。
2? ? 托管架系統鏜孔工藝方案
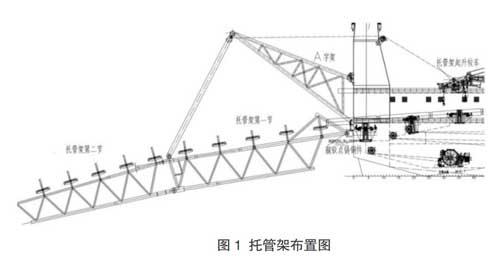
托管架系統,包括A字架、托管架、托管架與船體連接液壓插銷裝置:A字架長度約為30 m,頂部安裝滑輪組用以起吊和下放托管架;托管架為桁架結構,主結構采用Q460低合金高強度結構鋼管。托管架分為兩節,總長度約為79 m。第一節托管架長度約43.6 m,第二節長度約35.6 m,兩節托管架之間通過連接短節鉸接連接,用于調整托管架兩節的連接角度;托管架鉸接于船尾,依靠絞車通過A字架吊起或放下托管架,調整鋪管的入水曲率半徑,如圖1所示。
托管架系統最復雜的機械加工,是鉸點的銷軸孔鏜孔加工:共有21個大小不一的銷軸孔分布于A字架、托管架首尾各處,每一個銷軸孔的加工精度,都將影響到托管架系統的安裝和功能實現。
2.1 第一節托管架首部鑄鋼件鉸點鏜孔工藝
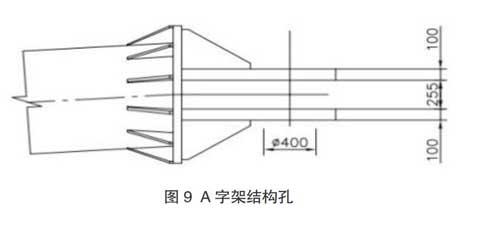
第一節托管架首部的兩組鑄鋼件鉸點與船體尾部外板鉸接,是托管架主要受力點。鑄鋼件的材質為ZG35SiMn,鑄鋼件銷軸孔是鏜孔精度要求最高的兩組階梯孔,鏜孔精度要求如圖2所示。
鏜孔工藝方案如下:
(1)設計、制造工裝
用于固定鏜桿和鏜機的工裝如果直接焊接在鑄鋼件上,拆除工裝時需用到氣割、氣刨作業,存在損傷鑄鋼件母材的風險;而且拆除工裝時會產生大量的熱量,影響鏜孔精度,造成鏜孔精度不可控。考慮到上述不利因素,設計了一套專用工裝。該工裝以槽鋼為主體框架,采用卡碼、螺栓固定在鑄鋼件上,達到固定鏜桿、鏜機和調節鏜桿對中的目的,最大限度地減小鏜桿的徑向和軸向跳動對鏜孔精度的影響。該工裝如圖3所示。
1 鏜桿? ?2 鏜桿軸承? ?3 軸承調節框? ?4 軸承調節固定螺母? ?5 軸承調節固定螺栓? ?6 工裝與鑄鋼件連接固定桿? ?7? 槽鋼? ?8 連接槽鋼與軸承調節框斜撐板? ?9 卡碼? ?10 卡碼固定螺栓? ?11 卡碼螺母? ?12 卡碼? ?13 卡碼螺母? ?14 卡碼固定螺栓。
(2)鏜孔需在結構所有熱工作業項目完成、焊縫外觀檢驗、探傷檢驗、結構精度檢驗完成后進行,避免鏜孔結束后結構還要進行熱工作業對鏜孔精度造成影響;
(3)施工步驟
① 利用激光檢測儀測量結構尺寸精度,要求銷軸孔間距、半寬符合圖紙要求;
② 利用激光檢測儀定出銷軸孔圓心并作出標記,保證銷軸孔同軸度公差符合圖紙要求;畫出銷軸孔定位加工圓線、檢驗圓線,以方便后期檢驗校準;
③ 安裝工裝,固定鏜桿、鏜機,校準鏜桿;
④ 粗鏜;
⑤ 精鏜;
⑥ 精鏜結束后,刮削銷軸孔兩端平面,保證端面與孔垂直。鉆孔、攻牙以便軸承封板安裝;
⑦ 重復(D)-(F)步驟,鏜削另外一側鑄鋼件孔;
⑧ 拆除工裝,清除加工鐵屑,抹油保護。
2.2? ?第一節與第二節托管架連接處下鉸點鏜孔工藝
第一節與第二節托管架連接,由上端2個鉸點和下端1個鉸點組成,其中下端鉸點瞳孔加工最為復雜。下鉸點由第一節托管架的兩塊V形板(如圖4所示)、第二節托管架可拆短節上的兩塊耳板(如圖6所示)、鎖鉤板(如圖5所示)以及相關銷軸組成。
由圖紙可知:鎖鉤板與V形板上Φ152的孔要求同軸;鎖鉤板與V形板上Φ204的孔要求同軸;V形板上的R131圓弧、鎖鉤板上的R126半圓、可拆短節耳板上的Φ252的孔三者同軸;下鉸點鏜孔難度在于需將V形板、可拆短節耳板、鎖鉤板三者組成一套鎖緊機構進行鏜孔,這三者之間相互配合,銷軸孔同軸度要求高。
鏜孔工藝方案如下:
(1)設計、制造工裝
由于該組孔要求加工精度不高,允許工裝直接焊接在耳板上,但在安裝、拆除工裝過程中需注意不要傷到母材;
(2)鏜孔需在第一節和第二節托管架主體結構熱工作業完成、焊縫外觀檢驗、探傷檢驗、結構精度檢驗完成后進行;
(3)施工步驟
① 利用激光檢測儀測量結構尺寸精度,確定V形板R131的圓心;利用該圓心畫出Φ152、Φ204孔的圓心;并畫出加工圓線和檢驗圓線,以方便后期檢驗校準;
② 鏜孔前,依據圖紙要求先割除V形槽張口直線段余量,并打磨光順,避免鏜孔結束后還要對結構進行熱工作業,對鏜孔精度造成影響;
③ 安裝鎖鉤板,調整Φ204、Φ152各孔圓心與V形板上孔圓心對準,檢查各孔加工余量是否滿足鏜孔尺寸要求;
④ 安裝工裝,固定鏜桿、鏜機,配鏜兩組Φ204孔;
⑤ 拆除鏜桿、鏜機及工裝,安裝2根Φ204銷軸,并固定牢靠;
⑥ 配鏜兩組Φ152的孔;
⑦ 拆除鏜桿、鏜機及工裝,抹油、安裝2根Φ152銷軸及固定封板;
⑧ 安裝第二節托管架短節,兩對法蘭螺栓用6155Nm扭力擰緊;
⑨ 上鉸點2組銷軸孔鏜孔完成后,利用600 t吊機整體吊起第二節托管架,安裝上鉸點2組定位銷軸;
⑩ 配鏜V形板、鎖鉤板和耳板三者的同心孔,安裝、校準鏜桿,粗鏜Φ252孔;
? 精鏜Φ252孔,刮削銷軸孔兩端平面,保證端面與孔垂直;
? 拆除鏜桿、鏜機及工裝。切除工裝時稍留余量,以免氣割傷及母材,用磨機打磨馬腳余量;
? 清除加工鐵屑,抹油保護。
3? ? ?A字架鏜孔工藝方案
A字架鏜孔工藝相對于托管架鏜孔工藝較為簡單,其工藝方案如下:
(1)用于固定鏜桿和鏜機的工裝,與第一節托管架首部鑄鋼件鉸點鏜孔工裝形式相同,仍以槽鋼為主體框架,采用卡碼、螺栓固定在耳板上;
(2)鏜孔須在結構所有熱工作業項目完成、焊縫外觀檢驗、探傷檢驗、結構精度檢驗完成后進行,避免鏜孔結束后結構還要進行熱工作業,對鏜孔精度造成影響;
(3)施工步驟
① 利用激光檢測儀測量結構尺寸精度,要求孔間距、半寬符合圖紙要求;
② 利用激光檢測儀定出銷軸孔圓心并作出標記,保證銷軸孔同軸度公差符合圖紙要求;畫出銷軸孔定位加工圓線、檢驗圓線,以方便后期檢驗校準;
③ 安裝工裝,固定鏜桿、鏜機,校準鏜桿;
④ 粗鏜;
⑤ 精鏜;
⑥ 精鏜結束后,刮削銷軸孔兩端平面,保證端面與孔垂直;鉆孔、攻牙,以便安裝銷軸鎖緊板;
⑦ 重復(C)-(F)步驟,鏜另外一側對稱孔。
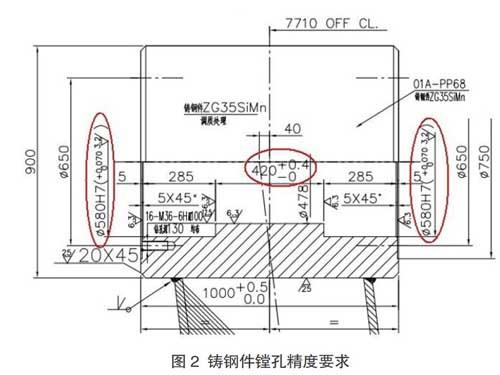
A字架結構孔,如圖9所示。
4? ? ?結束語
近年來,隨著全球對能源需求不斷擴大,海上油氣田的開發越來越受到關注,海工作業船舶也由低端走向高端,功能不斷趨于完善。我司建造的“匯眾301”鋪管起重船托管架系統的順利交付,填補了國內大型托管架鏜孔工藝的空白。總結托管架系統鏜孔工藝,對今后建造類似項目具有指導意義。目前,“匯眾301”鋪管起重船托管架系統已完成海上試驗,在渤海鋪管作業取得良好的效果,該托管架系統申請了國家專利,并獲得了批準。
參考文獻
[1] 閆宏生,王哲,王曉波,等. 深水鋪管船托管架疲勞分析及動態監測
點選取研究[J]. 海洋工程,2018,36(1):107-113.
[2] 宋儒鑫. 深水開發中的海底管道和海洋立管[J]. 船舶工業技術經濟信
息,2003(6):31 -42.
[3] 宋林峰,孫麗萍,王德軍. 深水S形鋪管托管架-船體-管線耦合分
析[J].哈爾濱工程大學學報,2013(4):415 -420.
[4] 高爽,王法承,湯珂,等. 深水海底管道鋪設安全輔助系統[J].? 海洋
工程,2018,36(2):127 -134.
