某多功能支持船大型犁式挖溝機的A吊基座改造
2021-07-25 02:30:31莊雪生趙福志
廣東造船 2021年3期
關鍵詞:焊接
莊雪生 趙福志


摘? ? 要:本文介紹了某多功能支持船甲板新增一套可拆卸的大型犁式挖溝機系統,并針對其A吊的基座焊接加工過程中遇到的技術難題,提出了合理的工藝改進方案,包括嵌入式基座的制作、焊接、基座平面的現場銑平加工、基座螺栓孔的現場定位鉆孔攻牙等。
關鍵詞:犁式挖溝機;基座;焊接;銑平面;鉆孔攻牙
中圖分類號:U664.6+ ?? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Modification of the A Bracket Base of Large Plough Trencher
for Multi-functional Support Ship
ZHUANG Xuesheng,? ZHAO Fuzhi
( Yiu-lian Dockyards (Shekou)Limited, Shenzhen 518054 )
Abstract: A new set of detachable large-scale 3 000 m deep water plough trencher system will be fitted on the deck of the multi-functional support ship. In view of the technical problems encountered in the welding process of the base of the A bracket for the plough trencher, this paper puts forward a reasonable technological improvement scheme, including the manufacture and welding of the embedded steel base, site milling of the base plane, site positioning, drilling and tapping of the base bolt holes, etc.
Key words: Plough trencher; Base; Welding; Milling plane; Drilling and tapping
1? ? ?引言
國內某大型多功能支持船需升級改造,在主甲板新增一套可拆卸式的犁式挖溝機系統,包括:180 t犁式挖溝機、安全載荷為260 t的A吊、主動升沉補償器及甲板滑車、臍帶纜絞車單元、空氣軟管及液壓絞車單元、HPU動力站單元、控制間等設備。
該船具有多功能作業的特點,不需要挖溝作業時,新增的整套系統可整體拆卸吊走,恢復原主甲板平整性。為此,將該系統在主甲板上的各新增設備底座均設計成嵌入式基座,通過現場銑平上平面,配鉆孔攻牙后成為該設備安裝的新基座。針對該系統的關鍵部件--A吊及其油缸的新基座,提出一套浮態下基座現場定位焊接加工的方案。
2? ? ? A吊基座的安裝加工要求
(1)根據廠家的設計要求,A吊基座安放在主甲板船尾一端,以船中為中心對稱布置,材質采用NVA-36 Z25高強板, 板厚110 mm,均采用嵌入式鋼板;
(2)新鋼板下端面與原船主甲板下端面平齊,嵌入鋼板四周上部均加工有1:3的過渡斜度,再與原船主甲板對接焊接。其中:A吊基座鋼板長3270mm*寬2580 mm,2件;油缸側基座鋼板長3800 mm*2310 mm,2件,左右中心間距17 000 mm,前后中心間距4820 mm;
(3)A吊基座焊接完成后,基座現場銑平平面長2736 mm*寬2 046 mm,2處,油缸側基座現場銑平平面長3 266 mm*寬1 776 mm,2處,均預留10 mm的最大銑平余量;
(4)銑平后,左右側A吊基座面間平行度≤1:6000;平面度≤3 mm;A吊基座面與油缸端基座面平行度≤1:6 000,平面度小于1 mm;基座面上就地劃線、鉆孔、攻牙;左右側及前后側的螺栓孔中心距≤1 mm,左右側螺栓孔對角線的中心距≤2 mm。
3? ? ?A吊基座安裝加工的難點分析
A吊基座間的間距大、加工面積大,基座現場調整焊接及加工余量僅10 mm,焊接難度及加工精度要求高:
(1)基座四周與原船主甲板對接焊接,下部側面與原船結構焊接,如裝配或焊接順序操作不當,極易產生大變形而返工;
(2)基座板厚度110 mm,盡管基座板四周均加工有1:3的過渡斜坡后與原船主甲板對接焊接,但內部應力大,若裝配間隙過大或焊接方法不對,極易出現裂紋而返工;
(3)基座安裝均為浮態下進行,全站儀定位基準水泡因船舶受水流、浪涌、風力等波動的影響,測量誤差大,僅利用全站儀設備對現場加工過程進行測量難以達到設計要求,使用軟鋼尺或全站儀等對現場螺栓孔進行測量和定位也難以達到設計要求的測量精度。
4? ? ?A吊基座安裝加工方案
4.1? ? 基座的定位、焊接
4.1.1 基座鋼板的預處理
(1)根據船東及船檢要求,先對NVA-36 Z25、板厚110 mm的高強新鋼板進行100%的UT檢查,合格后方可使用;
(2)下料時做好原材料的追溯,將爐批號、零件號、坡口、加工等相應信息記錄并標注至對應零件上;
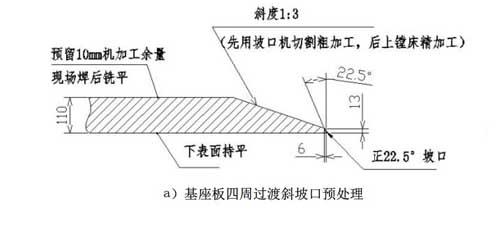
(3)下料后用坡口機對基座板按照1:3斜度切割過渡正斜坡口,留根約25 mm;將基座板再上鏜床繼續按照1:3斜度,銑制過渡正斜坡口,留根13 mm,保證與原船主甲板板厚一致,避免因對接焊縫高出甲板易引起應力集中和未熔合等缺陷;
(4)基座板四周用坡口機預開好22.5°、留根0~1mm的正向坡口,坡口打磨圓滑光順,如圖1示。
4.1.2 基座校正的基準面
(1)風平浪靜時,使用全站儀將原船FR0、中縱結構理論線引至主甲板表面,劃出基準線并做好樣沖標識;
(2)使用全站儀在基座板安裝區域的主甲板上選取擬合平面度最佳的三個點建立基準面,作為A吊4塊基座板定位的輔助平面,并在每個點處焊接一根800 mm長的角鋼標桿,在參考平面上均量取500 mm作為建面點的依據。
4.1.3. 基座鋼板的定位、裝配
(1)根據基準線及圖紙,在基座板對應的甲板位置上進行劃線;
(2)在4塊基座板的四周現場加工區域外,用角鋼焊接16根標桿;
(3)參照基準面使用全站儀勘劃出統一高度的輔助點,并拉設細鋼絲,通過測量高度值作為原船反面結構切割、挖換以及基座板安裝定位的參考;
(4)割除舊甲板及反面結構舊焊縫,取出舊甲板,將舊焊縫修整打磨光順;
(5)將基座板吊裝到位,根據圖紙高度調整及定位基座板,四周間隔對稱用馬板臨時焊接固定;
(6)按照WPS要求裝配間隙6~8 mm,坡口打磨圓滑并報驗。
4.1.4. 基座板的焊接
(1)采用低氫焊材及低氫的二氧化碳焊焊接方式,焊材為YHE71T-1焊絲,直徑1.2 mm;
(2)保護氣體選用水份較少的CO2焊接用氣,氣體濃度≥99.5%;
(3)清除焊絲和焊件焊接面上的油、銹、涂料、水份及其它異物附著物,并保持表面干燥;
(4)焊前對坡口及周圍75 mm范圍內打磨出白;
(5)反面貼陶瓷襯墊時要保證背面焊縫附近的清潔及表面干燥,陶瓷與鋼板之間保證貼平貼緊,局部間隙最大不超過3 mm;
(6)焊接場所周圍用擋風罩遮擋,保證熔池充滿CO2氣體保護;
(7)防變形控制措施:先焊對接縫,再焊結構角焊縫;采用多層多道焊,每一層焊接完畢后再進行下一層焊接;“T”字縫或“十”字縫處過渡口最后焊接,最大程度地釋放焊接收縮應力;基座下部的骨材焊接采取對稱、退焊法;焊接過程做好變形量的監測,必要時及時調整焊接方案;
(8)防裂紋控制措施:焊接過程嚴格按照焊接工藝規范進行,做好預熱和層間保溫控制,對焊接區域兩側75 mm范圍內進行烘干,電加熱預熱和保溫棉保溫溫度不小于65 ℃;焊接時,層間溫度控制在65 ℃~200 ℃;所有焊縫采用雙數焊工對稱施焊,每焊一道都要徹底打磨干凈才能焊接下一道;如暫停施焊則需要使用保溫棉將焊接區域完全包裹起來,再次施焊時要重新預熱;藥芯焊絲盡量做到當天一次性使用完畢;待焊接全部完成后,焊接影響區域需使用多層保溫棉保溫緩冷;
(9)所有焊縫打磨光順,目測檢查合格后做100%超聲波探傷檢查。
4.2? ? 基座上平面的就地銑平
(1)根據激光平面儀測量的原理,制作輔助工裝A和工裝B,擴展激光平面儀在就地銑平方面的測量功能,如圖2所示;
(2)按照圖3所示位置,在主甲板上臨時安放定位工裝A和工裝B;
(3)根據上述勘驗的基準面,先用全站儀檢查及調整工裝A和工裝B的平面,使得各工裝的上平面基本一致。此時工裝A和工裝B上的各上平面將作為現場銑床鏜正各基座的精確基準面;
(4)以工裝A和工裝B上平面為基準,用激光平面儀重新測量記錄各基座上平面上各點的平面度,確定各基座面的各點位的實際銑平量,確保各基座上表面銑平后均滿足基座厚度的設計要求;
(5)在基座側面上吊裝單臂就地鏜床設備,并用激光平面儀以工裝A和工裝B上平面為基準,校正、固定單臂就地鏜床的兩根滑行軌道的上表面,直到兩根滑行軌道的上表面各測量點至基準平面的高度一致為準,固定好單臂就地鏜床;
(6)在就地鏜床的銑刀頭上安裝百分表,打表檢查基座的對應位置點位的高低值,確認其銑平量與激光平面儀的測量結果一致;
(7)根據現場鏜床的加工能力和性能,每塊基座板均需要分2次單獨加工,每件基座第二次加工時均可以打表檢查第一次已加工好的加工面,作為第二次加工校正、固定單臂就地鏜床的基準;同理,用激光平面儀以工裝A和工裝B上平面為基準,校正、固定單臂就地鏜床,完成剩余3個基座的銑平作業;
(8)加工完畢后,用激光平面儀以工裝A和工裝B上平面為基準,全部激光檢查、測量各基座上平面銑平后的平面度和平行度,滿足設計精度要求。
4.3? ? 基座的定位螺栓孔配孔
(1)制作輔助工裝C(銷軸)和工裝D(中心樣沖),擴展激光測距儀在螺栓孔測量方面的功能,如圖4所示;
(2) 根據底座螺栓孔的直徑,銷軸和中心樣沖的加工直徑略比螺栓孔小0.15~0.20 mm;
(3)根據底座的安裝定位尺寸,用墨線和軟鋼尺等工具劃出基座的大致中心線;
(4)根據上述的中心線,分別吊裝2個底座到位;
(5)在底座的前后末端螺栓孔處,分別插入定位銷軸,如圖5所示;
(6)用細鋼線拉直檢查,并用馬板及螺紋頂配合調整兩側基座的前后端,確保基座的前后端定位銷軸頭部邊緣的四點均緊貼鋼絲線;
(7)用細鋼線拉直檢查兩側基座內側孔銷軸頭部邊緣,使得定位銷軸頭部側面平面分別與細鋼線緊貼;
(8)用手持式激光測距儀分別測量兩個基座間的銷軸頭部側面間距離,用馬板及螺紋頂配合調整基座間間距,使得基座間螺栓孔的間距與圖紙要求一致;
(9)用細鋼線拉直重復檢查基座前后方向的定位銷軸頭部,確保四點均緊貼鋼絲線,直至基座前后及左右方向與圖紙一致;
(10)用手持式激光測距儀測量基座內側前后末端的螺栓孔的銷軸頭部,檢查螺栓孔對角線中心距是否與圖紙一致。同理,核對基座內側中部螺栓孔的銷軸頭部,檢查螺栓孔對角線中心距是否與圖紙一致;
(11)用手持式激光測距儀測量和核對底座上部關節大銷軸孔間的開檔值,與組裝后的開檔值對比,如不一致則重新調整底座,直到各檢查測量數據均分別滿足圖紙尺寸要求;
(12)底座臨時定位完畢,分別用新制工裝D(中心樣沖)就地配孔,在基座面上全部打出底座的所有螺栓孔的中心點;
(13)底座吊離甲板,檢查所有螺栓孔的樣沖中心點情況,如有必要重新樣沖加深,并劃出螺栓孔鉆孔用的檢查圓;
(14)按照圖紙要求現場安裝鉆床,根據上述樣沖點檢查圓逐一鉆孔Ф37.5、深90 mm,攻牙M42*牙深80 mm,并報驗。
5? ? ?結語
本文針對A吊嵌入式基座在甲板上改裝過程中的難點分析,通過控制基座焊接變形及焊縫質量,并制作輔助工裝,擴展全站儀、激光檢測設備的應用功能等工藝改進方案,有效地避免了基座的焊接變形及浮態下基座現場加工精度的影響,提高了焊接質量和裝配精度。同理,也適用于指導該系統其它設備嵌入式基座的改造加工,對類似其他工程項目的方案實施具有一定的借鑒意義。
參考文獻
[1] 李廣一.? 船體焊縫延遲裂紋的產生原因及預防措施(J)廣東造船,
2018(06).
[2] 鐘偉懷,張春永,劉歡.某鋪管船克令吊基座改裝項目的施工方案(J).
廣東造船, 2020 (02).
[3]全國海洋船標準化技術委員會CSAC/TC 12),GB/T 34001-2016
中國修船質量標準[S]. 北京:中國標準出版社,2016(12).
[4]索佳. 30 RK系列無協作目標電子全站儀使用說明書[Z].
[5] 泛泰克斯. Easy-laser激光平面度測量系統使用說明書[Z].
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
