高渦葉片表面NiCrAlYSi涂層工藝研究
2021-07-24 08:01:02裴麗艷
中國新技術(shù)新產(chǎn)品 2021年8期
關(guān)鍵詞:工藝
裴麗艷
(中國航發(fā)沈陽黎明航空發(fā)動機有限責(zé)任公司,遼寧 沈陽 110043)
0 引言
發(fā)動機所使用的高渦葉片,是航空發(fā)動機的核心零部件,該葉片一直處于高溫、高壓和高速的腐蝕工作環(huán)境中,承受著離心力、氣動力和溫度應(yīng)力等循環(huán)交變載荷與動載荷作用,使用環(huán)境非常惡劣[1]。熱噴涂作為重要的表面工程技術(shù)之一,在材料表面制備材料保護涂層與功能涂層,賦予基體材料在使用環(huán)境中需要的表面性能[2]。為有效提高抗高溫腐蝕的能力和高溫燃?xì)饬鳑_刷的能力,葉片表面采用了真空電弧鍍NiCrAlYSi 涂層作為防護層。該種涂層是提高渦輪葉片可靠性和延長使用壽命的關(guān)鍵技術(shù)。該涂層具有良好的耐高溫氧化和耐燃?xì)鉄岣g的性能,結(jié)合強度高,抗沖刷性能好[3]。隨著發(fā)動機使用時間的累積,經(jīng)過一個使用壽命周期后,零件表面涂層會出現(xiàn)不同程度的脫落和不完整,無法滿足發(fā)動機的使用要求。為此,需要去除涂層,重新進(jìn)行涂鍍涂層(NiCrAlYSi)和恢復(fù)性能熱處理等修理工作。該項目將重新修理由于涂層問題而無法使用的葉片,使其能夠重新使用,并延長使用壽命,同時降低發(fā)動機修理成本。
1 試驗
1.1 試驗材料
試片采用問題零件,NiCrAlYSi 合金管狀陰極靶材尺寸:外徑為Φ(178±2)mm,內(nèi)徑為Φ(140±0.5)mm,長度為(338±2)mm。
1.2 工藝及流程
1.2.1 去除涂層工藝及流程
首選2 種配方,即采用鹽酸+WRTP(六次甲基四胺)工業(yè)和硝酸+氫氟酸工藝。
主要工藝流程:來件驗收→吹砂→有機溶劑除油→化學(xué)除油→除涂層→檢驗。
吹砂:采用剛玉砂進(jìn)行干吹砂,風(fēng)壓為0.2 MPa~0.4 MPa,砂子粒度50 目~70 目,噴嘴與零件的夾角為60°~90°,要將所有應(yīng)除涂層的表面全部吹砂。吹砂后的零件表面應(yīng)呈均勻的灰白色無光澤狀。
除涂層:在酸洗時,要保證一直攪拌溶液。
檢驗:包括過腐蝕及殘余涂層檢查、熒光檢查。
1.2.2 涂層工藝及流程
主要工藝流程如下。前處理(光整處理→濕吹砂→強水流沖洗→超聲波清洗→丙酮浸洗→干燥)→外觀檢查→原始質(zhì)量稱量→涂鍍→涂鍍后質(zhì)量稱量→真空熱處理→外觀及金相檢查。光整處理:用粘有180 目金剛砂的羊毛氈輪處理葉片葉身和緣板。葉背和葉盆分別用200 mm×40 mm和35 mm×40 mm 兩種規(guī)格的氈輪處理。濕吹砂:白剛玉砂粒度為180 目~280 目,風(fēng)壓0.20 MPa~0.40 MPa,水壓大于2 kg/cm2,吹砂距離為180 mm~350 mm。涂鍍工藝參數(shù):電弧電流中,Ⅰ組選600 A、Ⅱ組選750 A、工件電壓30 V,時間90 min。真空熱處理工藝:A 組保溫時間32 h,B 組保溫時間20 h,溫度(870±10)℃。
1.3 涂層組織和性能試驗方法
涂層組織結(jié)構(gòu)分析包括涂層成分分析、組織結(jié)構(gòu)、相分析及熒光檢驗。性能分析內(nèi)容包括涂層合金的抗氧化性能、抗熱腐蝕性能以及室溫拉伸、中高溫持久和高溫旋轉(zhuǎn)彎曲疲勞性能。涂層金相:對將葉片在規(guī)定位置用線切割或帶水冷的試樣切割機切開,在鑲樣并完成金相準(zhǔn)備后,用金相顯微鏡對涂層試樣進(jìn)行組織觀察和分析。拉伸試驗:按照HB5143“金屬室溫拉伸試驗方法”的標(biāo)準(zhǔn)進(jìn)行涂層合金室溫拉伸力學(xué)性能試驗。高溫持久拉伸試驗:按照HB5150“金屬高溫拉伸持久試驗方法”標(biāo)準(zhǔn)進(jìn)行涂層合金的760 ℃和980 ℃高溫持久拉伸試驗。高溫旋轉(zhuǎn)彎曲疲勞試驗:按照HB5153“金屬高溫旋轉(zhuǎn)彎曲疲勞試驗方法”標(biāo)準(zhǔn)進(jìn)行涂層高溫旋轉(zhuǎn)彎曲疲勞性能試驗。該實驗分別對基體和基體+涂層樣品進(jìn)行了1 100 ℃恒溫氧化性能測試、1 000 ℃循環(huán)氧化性能測試和900 ℃熔鹽熱腐蝕性能測試。試樣尺寸為20 mm×10 mm×2 mm。涂層結(jié)合強度試驗:按照企業(yè)標(biāo)準(zhǔn)Q/3B 1425—2003 “熱噴涂涂層彎曲試驗方法”標(biāo)準(zhǔn)進(jìn)行涂層彎曲試驗。
2 結(jié)果討論與分析
2.1 去除工藝試驗
2.1.1 不同去除溶液對比試驗結(jié)果
所用試樣為工作時間100 h 超溫報廢的葉片。
通過觀察試樣外觀,可以看出2 種工藝均可去除涂層,熒光檢查無顯示,且殘留涂層均小于10%,但是鹽酸+WRTP(六次甲基四胺)工業(yè)配方涂層去除時間較長,大于8 h,而硝酸+氫氟酸工藝去除涂層時間不到1 h。考慮到鹽酸+WRTP溶液去除時間較長,所以選擇采用硝酸+氫氟酸溶液去除涂層。具體溶液配方及參數(shù)見表1。
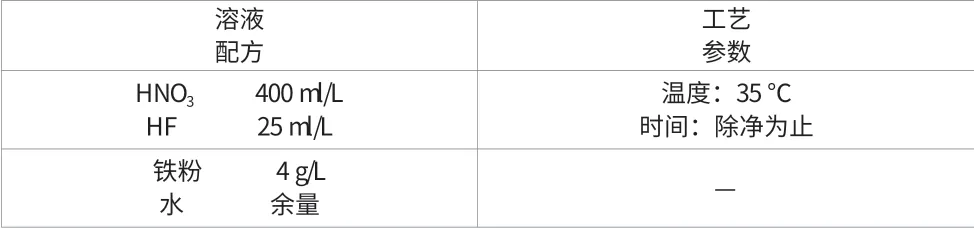
表1 硝酸+氫氟酸溶液配方及工藝參數(shù)
在酸洗時,要保證一直不斷攪拌溶液。
2.1.2 去除溶液對葉片厚度的影響試驗
該試驗采用超聲波方法葉片測量壁厚,測量部位分別在葉盆、葉背的Ⅱ-Ⅱ、Ⅲ-Ⅲ、Ⅴ-Ⅴ截面進(jìn)行,每個部位選取6 個點測量,測試結(jié)果均符合要求,腐蝕除涂層后沒有使葉片壁厚減薄超標(biāo)。
2.2 去除涂層性能測試
2.2.1 熒光顯示試驗
熒光檢查按標(biāo)準(zhǔn)要求進(jìn)行,除涂層后葉片無熒光顯示。
2.2.2 除涂層金相檢查結(jié)果
將做過熒光檢查的試片清洗干凈后做涂層清除情況的金相分析,檢查結(jié)果為清除涂層的試片表面無殘余涂層和過腐蝕現(xiàn)象。因此可以認(rèn)定,該批除涂層零件質(zhì)量合格,工藝可行。
2.3 涂層各項性能檢測
2.3.1 涂鍍參數(shù)對涂層組織的影響
分別按Ⅰ組和Ⅱ組參數(shù)制備的涂層試樣進(jìn)行金相觀察,如圖1 所示,可見按Ⅰ組參數(shù)制備的涂層內(nèi)部存在孔隙、空洞等缺陷。按Ⅱ組參數(shù)制備的涂層組織均勻、致密。工作電流較小時,靶材合金離化出的原子霧化程度低,有些原子是以液滴狀態(tài)沉積在試樣表面的,合金沉積時容易凝固,因此沉積涂層時會出現(xiàn)孔隙、空洞等缺陷。當(dāng)電弧電流處于較合適的水平時,涂層的涂鍍過程處于相對穩(wěn)定的工作狀態(tài),靶材合金離化出的原子較易霧化,且試樣表面溫度比較高,合金沉積時能夠盡可能地鋪開。

圖1 涂鍍參數(shù)對涂層組織的影響
2.3.2 真空熱處理制度對擴散層的影響
分別將2 組參數(shù)真空擴散的涂層試樣進(jìn)行掃描電鏡觀察,發(fā)現(xiàn)按A 組參數(shù)進(jìn)行真空擴散的涂層擴散層較厚,按B組參數(shù)進(jìn)行真空擴散的涂層擴散層厚度適中。
由試驗結(jié)果可知,選定Ⅱ組涂鍍參數(shù)和B 組真空熱處理參數(shù)制備涂層性能試樣,進(jìn)行涂層抗氧化、涂層抗腐蝕性能、涂層結(jié)合強度、涂層力學(xué)性能等測試。
2.3.3 涂層顯微結(jié)構(gòu)及成份分析
從沉積態(tài)涂層的表面和截面形貌及XRD(X 射線衍射)圖譜看到,涂層表面厚度均勻,約為30 μm,涂層與基材之間有一擴散層,XRD 相分析中表明涂層主要由γ'-Ni3Al 和富Cr 相(涂層中黑點)組成。
2.3.4 涂層抗氧化性能
穩(wěn)定型冠心病的發(fā)病機制主要是冠狀動脈存在固定狹窄或部分閉塞的基礎(chǔ)上發(fā)生需氧量的增加。其中冠狀動脈痙攣和微循環(huán)障礙也參與其中,但穩(wěn)定型心絞痛在一些誘發(fā)因素下可以部分轉(zhuǎn)為不穩(wěn)定型心絞痛,其主要發(fā)病原因是由穩(wěn)定的斑塊發(fā)生侵蝕或破裂,繼發(fā)血小板聚集,因此穩(wěn)定型心絞痛的抗血小板治療也是必不可少的,有相關(guān)專家就此進(jìn)行論述。
將DZ 125 基體試樣和真空電弧鍍NiCrAlYSi 涂層試樣進(jìn)行恒溫氧化試驗和循環(huán)氧化試驗,氧化試樣尺寸規(guī)格為10 mm×20 mm×2 mm。
恒溫氧化試驗可以記錄涂層和合金在氧化過程中由于氧化膜的生長而發(fā)生的試樣增重的過程。圖2 為合金及涂層樣品在1 100 ℃靜態(tài)空氣中恒溫氧化動力學(xué)曲線。1 100 ℃恒溫氧化過程中,涂層樣品的氧化增重始終低于基體合金,氧化100 h 后,基體合金的氧化增重約為1.87 mg/cm2,涂層樣品的氧化增重1.69 mg/cm2。
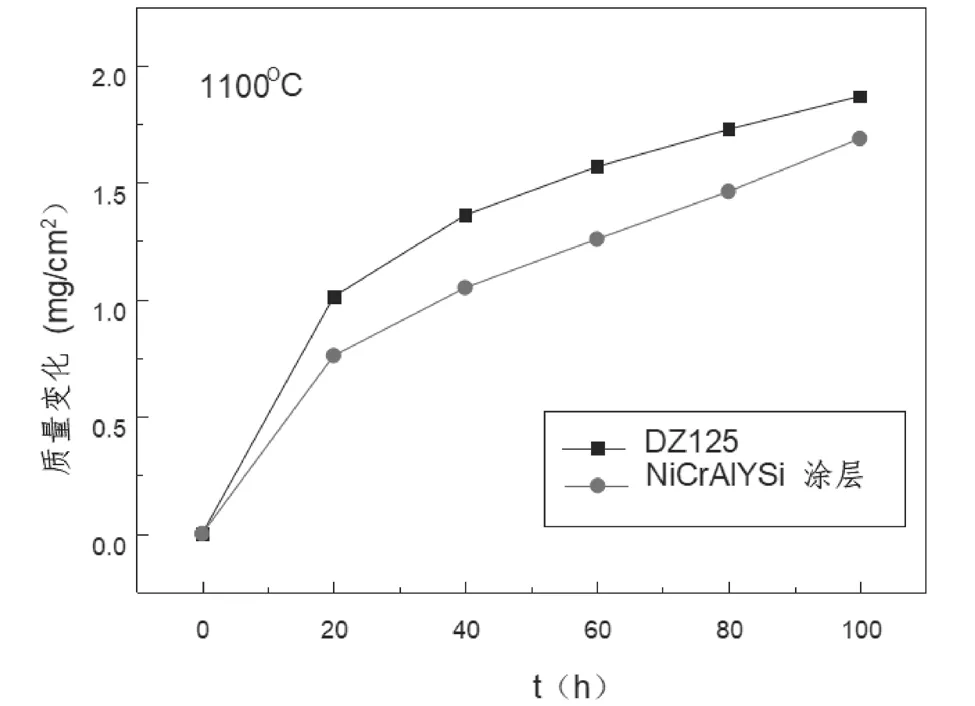
圖2 合金及涂層樣品1 100℃空氣中恒溫氧化動力學(xué)曲線
另外從基材和涂層樣品1 100 ℃恒溫氧化100 h 后的宏觀照片可以看出,試樣氧化后,基材和涂層樣品表面氧化皮都有剝落,基材比涂層樣品出現(xiàn)氧化皮剝落的情況更為嚴(yán)重。
對合金基材1 100 ℃恒溫氧化100 h 后的掃描電鏡表面形貌及相應(yīng)的能譜分析。由表面形貌可知,合金氧化后表面生成的氧化皮出現(xiàn)了開裂剝落,表面由氧化膜嚴(yán)重剝落后形成的凹區(qū)和輕微剝落形成的凸區(qū)組成,從背散射成像,可見凹區(qū)與凸區(qū)的成分是不同的,同時能譜分析表明,凹區(qū)中的白亮部分為氧化膜完全剝落后露出的基體,凹區(qū)中顏色最暗的部分為上層氧化膜剝落后露出的下層氧化膜Al2O3,輕微剝落區(qū)凸區(qū)為Ni 和Al 等混合氧化物。XRD分析表明氧化膜主要由α-Al2O3、NiAl2O4、HfO2、NiCo2O4組成。
2.3.5 涂層循環(huán)氧化性能
從合金及涂層樣品1 000 ℃空氣中循環(huán)氧化動力學(xué)曲線可知,NiCrAlYSi 涂層樣品的氧化增重略高于基材合金樣品。同時在基材和涂層樣品1 000 ℃循環(huán)氧化100 h 后的表面,肉眼并未觀察到樣品表面氧化膜出現(xiàn)開裂和剝落。
對合金基材1 000 ℃循環(huán)氧化100 h 后的掃描電鏡表面形貌及相應(yīng)的能譜進(jìn)行分析,可知合金樣品氧化不均勻,氧化后的表面由瘤狀氧化物、平整區(qū)和厚氧化膜區(qū)組成。氧化后樣品的XRD 分析結(jié)果顯示,氧化膜主要由NiO、NiCr2O4、α-Al2O3、HfO2、NiTa2O6組成。
2.3.6 涂層抗腐蝕性能
從合金及涂層樣品表面涂覆75%Na2SO4+25%NaCl 900 ℃腐蝕動力學(xué)曲線可見,在腐蝕過程中基材試樣出現(xiàn)明顯的腐蝕失重,而涂層樣品出現(xiàn)較小的腐蝕增重。從宏觀形貌上可見,基體合金腐蝕嚴(yán)重,表面生成厚而疏松的腐蝕產(chǎn)物,樣品減薄,腐蝕程度隨腐蝕時間的延長而明顯加劇;涂層樣品只是在孔周圍及棱邊處的局部加速腐蝕,其腐蝕程度隨時間緩慢加劇,樣品表面基本保持完好。
2.3.7 涂層結(jié)合強度
對涂層試樣進(jìn)行彎曲試驗。沒有發(fā)現(xiàn)擴散20 h 的NiCr-AlYSi 涂層有明顯的涂層剝落現(xiàn)象。這說明經(jīng)過20 h 的真空擴散后,NiCrAlYSi 涂層結(jié)合強度非常高,葉片合金在工作狀態(tài)下,經(jīng)受彎曲變形和熱沖擊時不容易發(fā)生涂層的剝落。
2.4 涂層對合金力學(xué)性能的影響
2.4.1 室溫拉伸性能
按照企業(yè)標(biāo)準(zhǔn),合金室溫拉伸性能的要求為:σb(抗拉強度)≥980MPa;σ0.2(條件屈服極限)≥820MPa;δ(伸長率)≥5%;Ψ(斷面收縮率)≥5%。從測試結(jié)果見表2,可以看出在修理后,合金室溫拉伸性能有所下降,但仍然符合使用要求。

表2 NiCrAlYSi 涂層對DZ125 合金室溫拉伸性能的影響
2.4.2 旋轉(zhuǎn)彎曲疲勞性能
試驗設(shè)備:旋轉(zhuǎn)彎曲疲勞試驗機。
試驗溫度:900 ℃。
試驗頻率:5000 rad/min。
應(yīng)力比:R=-1。測試數(shù)據(jù)顯示,修理后合金旋轉(zhuǎn)彎曲疲勞性能有所下降,下降比例為17.6%。
2.4.3 持久性能
企業(yè)標(biāo)準(zhǔn)要求DZ 125 合金持久性能:試驗溫度760 ℃,σ為725 MPa;時間48 h 時,δ(%)≤4。
試驗溫度980 ℃,σ為235 MPa,時間為20 h 或時間≥32 h 時,δ(%)分別為≤2 和≥10。
修理后,試驗溫度760 ℃,σ為725 MPa,時間48 h 時,δ(%)為2.4、3.2;試驗溫度980 ℃,σ為235 MPa,時間為20 h 時,δ(%)為1.6、2.0;37 h 13 min 斷時δ(%)為24.0,從數(shù)據(jù)可以看出,合金持久性能變化很小,符合使用要求。
3 結(jié)論
研究人員確定了化學(xué)法去除工藝的要求為HNO3400mL/L,HF 25 mL/L,鐵粉4 g/L,水余量,槽液溫度35℃。采用化學(xué)法去除涂層可以滿足設(shè)計要求。采用該項目真空電弧鍍工藝參數(shù)制備的NiCrAlYSi 涂層的抗氧化、抗腐蝕性能、涂層外觀、合金室溫拉伸和高溫持久性能均滿足標(biāo)準(zhǔn)要求。
化學(xué)法去除涂層可有效規(guī)避機械加工去除涂層造成的零件超差風(fēng)險,不需要投入機加工夾具,同時,化學(xué)法去除涂層可同時加工多個零件,設(shè)備投入少,成本低,過程監(jiān)控簡單,工藝可操作性強。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
