軌道交通真空灌注部件質量問題研究
2021-07-23 02:48:07關璽月關璽月吳杰
科技創新導報 2021年10期
關鍵詞:復合材料
關璽月 關璽月 吳杰

摘要:復合材料與鋁合金等輕質金屬材料相比,具有輕量化、高強度、高耐候等優點,并已經在航空、航天、船舶等領域有了多年成熟的應用經驗。所以,隨著節能減排環保意識的不斷增強及相關法律法規的出臺,復合材料成為解決軌道交通裝備輕量化問題的最佳選擇。本文以軌道機車某部件為例,對復材真空灌注工藝基本原理、影響因數、工藝過程中常見的質量問題進行分析。
關鍵詞:復合材料 軌道機車 真空灌注 酚醛樹脂 真空度 樹脂堆積
Research on Quality Problems of Vacuum Pouring Parts in Rail Transit
GUAN Xiyue1 GUAN Xiyue1* WU Jie2
(Airworthiness Quality Department, CETC Wuhu Diamond Aircraft Manufacturing Co., Ltd, Wuhu, Anhui Province, 241000 China)
Abstract: Compared with aluminum alloy and other light metal materials, composite materials have the advantages of lightweight, high strength and high weather resistance, and have many years of mature application experience in aviation, aerospace, shipbuilding and other fields. Therefore, with the increasing awareness of energy conservation, emission reduction and environmental protection and the introduction of relevant laws and regulations, composite materials become the best choice to solve the problem of lightweight rail transit equipment. In this paper, taking a part of railway locomotive as an example, the basic principle, influence factors and common quality problems in the process of composite vacuum pouring process are analyzed.
Key Words: Composite material; Railway locomotive; Vacuum pouring; Phenolic resin; Vacuum degree; Resin accumulation
近些年來,隨著軌道交通行業的迅猛發展,軌道機車輕量化的要求越來越高,復合材料成為軌道交通行業下一步的重點研究方向。復合材料在航空和風電領域已經有多年成熟的應用經驗,可以作為軌道機車車體復合材料化的借鑒。通過對現有成熟復合材料成型工藝的比較分析,確定預浸料/真空袋壓、真空灌注、拉擠三種成型工藝作為復合材料軌道機車部件生產的首選工藝[1]。其中真空灌注工藝作為一種低成本高質量工藝,最適合長期穩定發展。
1 基本原理
真空灌注工藝是符合材料成型工藝的一種。其基本原理是利用真空泵,將預先鋪設好的纖維增強部件中的氣體全部抽出;在部件保持真空并且達到一定負壓的情況下,將樹脂灌入到部件中;當樹脂完全浸潤纖維布后,根據樹脂體系的要求,對部件進行固化;固化后,對部件進行脫模修剪等后處理,最終得到一個合格的復合材料部件[2]。
2 主要影響因數
2.1 樹脂
樹脂是影響真空灌注工藝性能的重要材料。根據真空灌注工藝與軌道交通部件的特性,在選擇樹脂體系時不僅要具備以下幾個基本要求粘度適中流動性好固化放熱溫度低固化時間短,還要滿足軌道交通部件防火、阻燃的特性。例如某酚醛樹脂粘度低、流動性好、浸潤性好、室溫固化過程放熱量小,其制品具有收縮率低、防火性能好、與環氧漆粘接性好等特性,所以是一種適用于玻璃纖維真空灌注用樹脂,也可廣泛應用于軌道交通、輪船、汽車、飛機等領域的內飾及外部部件。
2.2 增強材料
增強材料是部件的基材。增強材料在滿足設計要求的情況下還要具備以下幾個基本要求:樹脂流動過程中阻力小浸潤性好良好的鋪覆性能質量均勻[3]。
2.3 真空度
真空度是真空灌注成型中的重要影響因數。真空灌注工藝要求,真空度不低于900mbar,關閉真空后,真空讀數在5min內滲漏不超過50mbar。
2.4 導流系統
導流系統是樹脂填充整個型腔的關鍵。導流系統中的材料要具備以下幾個基本要求:脫模布:不能對樹脂的固化過程產生影響。導流網:要有一定厚度,對樹脂的流動阻力小。大孔徑導流網與小孔徑導流網相比,樹脂的分散導流效果好,滲透率高[4]。導流管:樹脂流動速度與管徑大小有直接關系,要根據工藝對樹脂流速的要求選擇不同管徑的導流管,且管壁要有一定厚度,太薄會被壓扁,影響樹脂的流速。
導流系統的設置,導流管要以平行、風字型或回字形的方法鋪設。出膠導流管不可以直接放在部件上,要放在距離部件邊緣至少50mm的位置,導流管與部件之間用毛氈連接。進膠口的數量和位置要根據產品的形狀和厚度進行選擇,一般采用從下到上的樹脂浸潤方式[5]。
3 常見質量問題分析
3.1 表面粘黏
會引起部件表面粘黏的原因如下:
(1)噴膠使用過多。灌注工藝采用的是干法鋪層,所以在鋪設纖維材料時,一般會使用噴膠進行預固定。但一般的噴膠成分與樹脂不相容,會影響樹脂的固化。如某機車部件使用到的酚醛樹脂,與3m噴膠固體成分中的丁苯橡膠松香脂不相容。所以在預定纖維布時,一定要盡可能少地使用噴膠[6]。
(2)樹脂攪拌不均勻。一般真空灌注工藝所使用的樹脂都會含有固化指示劑,在加入固化劑后樹脂顏色會發生變化,可以從顏色上來判斷樹脂和固化劑是否攪拌均勻。若沒有攪拌均勻將會導致樹脂無法固化。
(3)固化時間短。在真空灌注中,使用到固化爐的溫度顯示器往往顯示的是爐內空氣溫度,但由于模具的熱慣性,部件達不到指示溫度。例如某機車部件使用的酚醛樹脂:固化工藝要求80℃,4小時,3℃/min降溫,實際操作時爐溫達到80℃并保持4小時后不久就打開固化爐,由于模具熱慣性大,樹脂和纖維上的溫度實際并沒有滿足固化溫度和持續時間的要求,從而導致樹脂固化不完全。應在部件上增設熱電阻來監控樹脂和纖維布溫度,或延長固化時間來保證樹脂完全固化。
3.2 樹脂堆積
如圖1所示為真空注膠工藝某軌道機車部件固化后在拐角處出現樹脂堆積。引起部件樹脂堆積的原因如下:
(1)鋪層時纖維布過緊,導致纖維布與模具之間出現搭橋現象,導致拐角處由樹脂填充。單純的樹脂填充會降低部件拐角處的力學性能,會影響部件內外表面輪廓度。
(2)抽真空時,真空袋過緊會牽動纖維布,同樣會導致樹脂堆積。
3.3 褶皺/分層
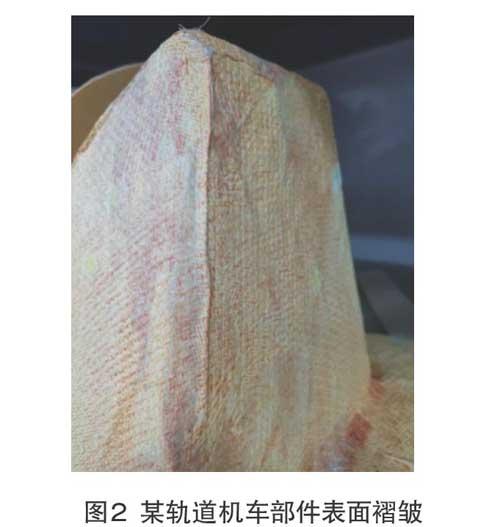
如圖2所示為真空注膠某軌道機車部件固化后表面出現褶皺。引起部件表面褶皺、內部分層的原因如下:
(1)鋪層時纖維布沒有與模具完全貼合,導致固化后,部件表面出現褶皺。褶皺不僅會影響部件表面美觀,較大的褶皺更會影響后期裝配。
(2)吸入空氣。在注樹脂的過程中,樹脂中氣泡過多或注膠管中有空氣進入,導致固化后部件表面凹凸不平、內部分層。
3.4 缺膠泛白
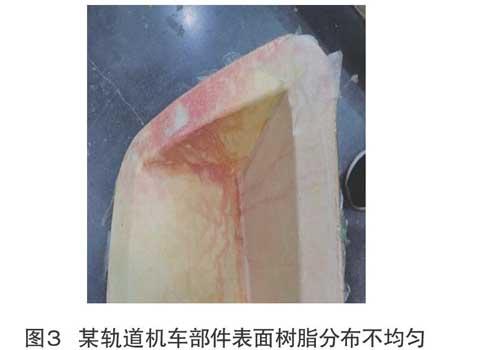
如圖3、圖4所示為真空注膠某軌道機車部件固化后,發現部件表面樹脂分布不均勻,有缺膠泛白現象。引起部件缺膠、表面泛白的原因如下:
(1)薄厚差大。鋪層時纖維布搭接過多,使部件表面薄厚差大,導致搭接處最底層樹脂不能完全浸潤。
(2)導流網鋪設過大。在鋪設導流網時,導流網大于纖維布外邊緣,使樹脂流動過快,樹脂直接從導流網流到出膠口,樹脂在纖維布上的滲透時間短。
(3)出膠口直接放在部件上。在鋪設導流系統時,若直接將出膠口放在纖維布上,其作用與導流網鋪設過大一致,導致部件底層缺膠泛白。
(4)進出膠口位置擺放錯誤。一般采用從下到上的樹脂浸潤方式,在鋪設導流系統時,進膠口要放在部件的最低點,出膠口要放置在部件的最高點。若位置擺放錯誤,會導致部件局部無法被樹脂浸潤。
(5)漏氣。抽真空時,如有漏氣點存在,則會導致真空袋內壓力不均勻。在樹脂導入時,改變樹脂流動方向,使樹脂在部件表面分布不均勻,導致固化后部件表面局部空腔、缺膠、泛白[7]。
(6)注膠時間短。在注膠時,若看見部件表面浸潤便停止注膠,對于較厚的部件會導致底層纖維布缺膠泛白。所以在注膠時一定要在出膠口出膠后再停止注膠。
4 結語
本文從樹脂體系選擇和質量問題分析方面,對真空灌注工藝在軌道交通上的應用進行了研究。希望真空灌注工藝在軌道交通領域可以像船舶和風電葉片領域一樣,得到廣泛的應用。在屏蔽掉常見質量問題后,可以形成批次、降低成本,推動軌道交通輕量化,推動復合材料在軌道交通中的應用。
參考文獻
[1]李光友,楊佳成,王寶銘.軌道機車車體的復材成型工藝選擇與應用[J].高科技纖維與應用,2020,45(01):33-37.
[2]顏晨,卜麗靜,趙康南,周瑞瑞.大型風電葉片一體在線真空灌注技術與應用[J].復合材料科學與工程,2020(10):105-109.
[3]張婷,賀辛亥,郭志昂,楊紅蕾,王晨,宋一帆.真空灌注成型條件及應用研究[J].上海紡織科技,2019,47(04):43-45+59.
[4]左警帥. 真空灌注工藝用不飽和樹脂的制備、改性及其性能研究[D].廈門大學,2018.
[5]M.A. Sunilpete,Rahul M. Cadambi. Development of Cost Effective Out-of-Autoclave Technology – Vacuum Infusion Process with Tailored Fibre Volume Fraction[J]. Materials Today: Proceedings,2020,21(Pt 2).
[6]李奎.風電葉片真空灌注成型工藝質量問題研究[J].現代工業經濟和信息化,2017,7(13):20-21.
[7]岳彥山,何明,陶生金,袁維瀚.風機葉片灌注質量影響因素的研究[J].江蘇科技信息,2020,37(32):51-53.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
