一種電極箔制造自動(dòng)化生產(chǎn)線控制系統(tǒng)的設(shè)計(jì)
2021-07-23 06:55:38滕世國(guó)張燕金王祥達(dá)
韶關(guān)學(xué)院學(xué)報(bào) 2021年6期
滕世國(guó),寧 宇,張燕金,王祥達(dá)
(1.乳源東陽(yáng)光機(jī)械有限公司,廣東 韶關(guān) 512721; 2.韶關(guān)學(xué)院 物理與機(jī)電工程學(xué)院,廣東 韶關(guān) 512005)
高性能電容器是航空航天、先進(jìn)軌道交通等設(shè)備制造領(lǐng)域不可或缺的關(guān)鍵部件.電極箔作為電容器產(chǎn)品的核心材料,其質(zhì)量決定著電容器壽命與可靠性.電極箔制造生產(chǎn)線的自動(dòng)化水平高低則決定了電極箔的質(zhì)量高低以及生產(chǎn)效率.
傳統(tǒng)的通用電極箔生產(chǎn)線在放箔側(cè)和收箔側(cè)換卷(上下料)采用人工換卷,換卷時(shí)間長(zhǎng).繁雜的人工操作不僅降低生產(chǎn)效率,還導(dǎo)致電極箔質(zhì)量不穩(wěn)定.另外,目前國(guó)內(nèi)外電極箔行業(yè)還存在工藝局限性:一是生產(chǎn)過程中存在少量鹽酸、硫酸和氯氣等氣體釋放;二是電化學(xué)過程中會(huì)產(chǎn)生較高的溫度.整體工作環(huán)境比較惡劣,更容易帶來安全隱患.
本文設(shè)計(jì)了一種電極箔自動(dòng)生產(chǎn)線控制系統(tǒng)[1].由PLC可編程控制器、氣缸、伺服器、電機(jī)、AGV小車等組成.創(chuàng)新設(shè)計(jì)了自動(dòng)收放箔換卷控制系統(tǒng)、自動(dòng)接箔裝置和收放卷緩沖裝置控制系統(tǒng).實(shí)現(xiàn)了生產(chǎn)線全自動(dòng)化,顯著提高了產(chǎn)品質(zhì)量穩(wěn)定性,提升了生產(chǎn)效率,減少了安全隱患.
1 控制系統(tǒng)結(jié)構(gòu)
1.1 控制系統(tǒng)結(jié)構(gòu)
自動(dòng)電極箔生產(chǎn)線控制系統(tǒng),如圖1,包括了放箔裝置、放箔側(cè)緩沖裝置、電解槽組、干燥爐、放箔側(cè)緩沖裝置和收箔裝置.放箔裝置由放箔機(jī)、自動(dòng)上下卷車、下輥車、接箔臺(tái)組成,實(shí)現(xiàn)把箔卷上卷、下輥、箔片自動(dòng)對(duì)接,箔片從放箔側(cè)傳送到緩沖裝置等功能.放箔側(cè)緩沖裝置包括同步傳動(dòng)電機(jī)、傳動(dòng)輥,主要功能是把箔片存儲(chǔ)作用,換卷時(shí)把存儲(chǔ)的箔片傳輸?shù)缴a(chǎn)線,實(shí)現(xiàn)生產(chǎn)線不停機(jī)換卷.電解槽組由多個(gè)電解槽組成,通過標(biāo)準(zhǔn)的電解槽模組,可根據(jù)工藝需要增加或減少電解槽的數(shù)量.干燥爐包括三塊加熱板、加熱槽、傳動(dòng)輥,實(shí)現(xiàn)箔片烘干功能.收箔側(cè)緩沖裝置,主要功能是收箔側(cè)換卷時(shí),把生產(chǎn)線傳送的箔片暫時(shí)存儲(chǔ)到此結(jié)構(gòu)中.收箔裝置包括了收箔機(jī)、自動(dòng)上下卷車、上輥車、主要實(shí)現(xiàn)把箔片收卷,箔卷下機(jī)、上輥.
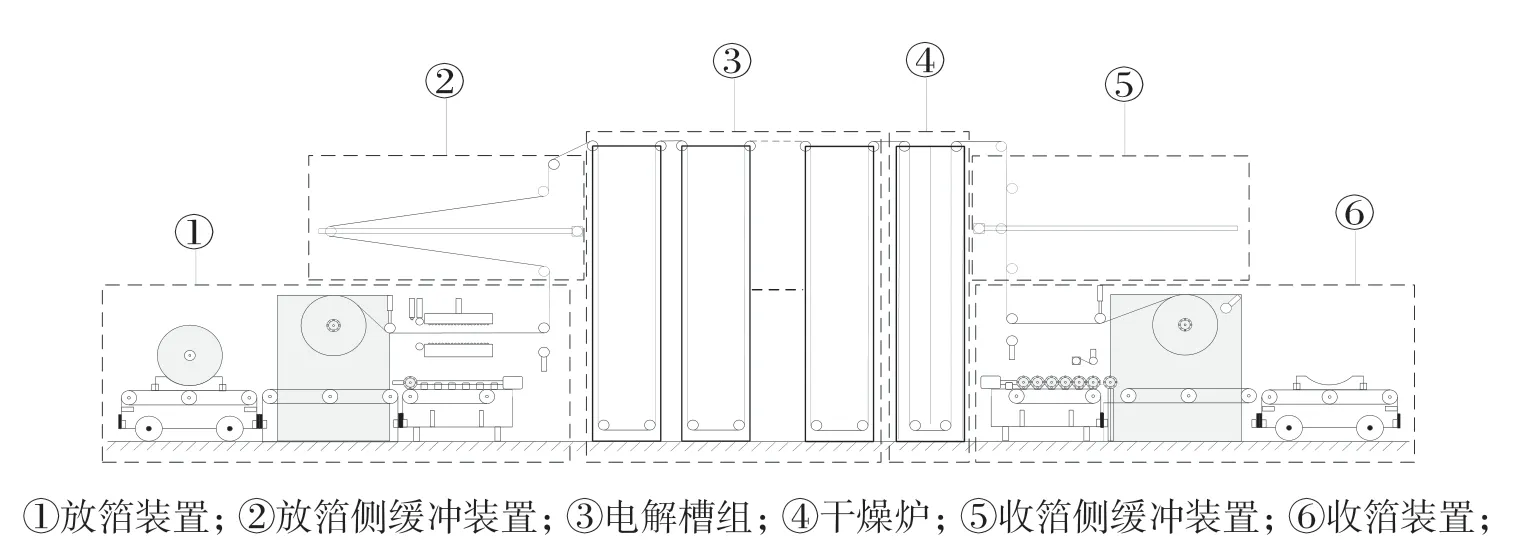
圖1 電極箔生產(chǎn)線控制系統(tǒng)結(jié)構(gòu)圖
1.2 控制系統(tǒng)原理設(shè)計(jì)
1.2.1 放箔換卷控制設(shè)計(jì)
放箔換卷控制系統(tǒng)運(yùn)行主要包括兩個(gè)過程:正常放箔過程,放箔電機(jī)帶動(dòng)箔卷旋轉(zhuǎn),傳送箔片,經(jīng)接箔臺(tái),傳送至箔片緩沖裝置;另外是換卷過程,當(dāng)整卷箔片生產(chǎn)完成,需要重新?lián)Q一卷新的箔卷,需要放箔機(jī)停機(jī)、下輥、上卷、接箔等動(dòng)作.放箔側(cè)主要由4個(gè)部分組成:自動(dòng)上下卷AGV小車、放箔機(jī)、接箔臺(tái)、下輥車.
換卷過程如圖2和圖3所示,停機(jī)下輥,當(dāng)整卷箔生產(chǎn)完成后,圖3中氣缸和擠壓輥動(dòng)作,箔片停止向前傳送.接箔臺(tái)上的擠壓輥和切刀把剩余箔片切斷,收箔電機(jī)反轉(zhuǎn),把分切后多余的箔片回收到輥?zhàn)由希缓笸ㄟ^圖3中電機(jī)和上下移動(dòng)導(dǎo)軌把輥下移到放箔機(jī)的傳送帶上,通過傳送帶把輥?zhàn)酉蛴覀魉偷较螺佨嚿?上卷時(shí),自動(dòng)上下卷AGV小車把待換箔卷通過傳送帶傳送到放箔機(jī),通過圖3中電機(jī)和上下移動(dòng)導(dǎo)軌把箔卷上移到放箔電機(jī)卡扣上,再通過傳送帶把木托返回到自動(dòng)上下卷AGV小車上.上卷完成后,通過電機(jī)帶動(dòng)吸盤把箔片吸到接箔臺(tái)中,經(jīng)過上下壓裝置,有特殊凸點(diǎn)的擠壓面把箔片擠壓對(duì)接在一起.擠壓一段時(shí)間后,收回下壓裝置,此時(shí)箔片接箔完成.放箔機(jī)重新運(yùn)行,把箔片傳入后一級(jí)裝置.
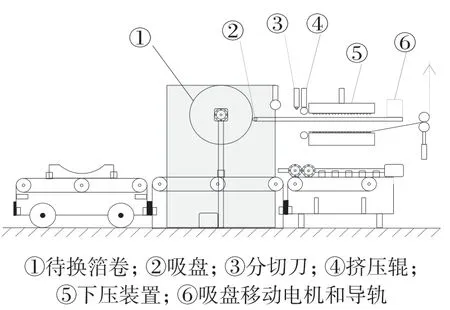
圖2 放箔側(cè)換卷運(yùn)行示意圖
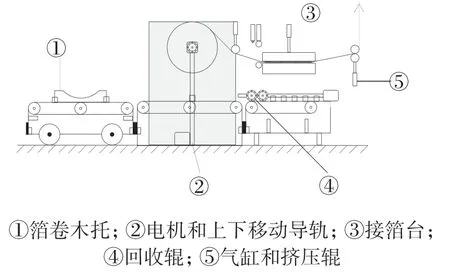
圖3 放箔側(cè)換卷接箔運(yùn)行示意圖
1.2.2 放箔緩沖裝置控制設(shè)計(jì)
放箔緩沖裝置通常工作狀態(tài)見圖4.移動(dòng)傳動(dòng)輥在最左端,此時(shí)裝置能存儲(chǔ)最多的箔片,以備換卷時(shí)用.當(dāng)放箔側(cè)換卷功能啟動(dòng)后,放箔緩沖裝置同步電機(jī)運(yùn)行,移動(dòng)傳動(dòng)輥向右移動(dòng),此時(shí)放箔緩沖裝置箔片運(yùn)行速度與生產(chǎn)線速度同步,保證箔片同步傳送到電解槽,實(shí)現(xiàn)生產(chǎn)線換卷不停機(jī)生產(chǎn).換卷完成后,同步電機(jī)反轉(zhuǎn)快速運(yùn)行,移動(dòng)傳動(dòng)輥向左移動(dòng),進(jìn)行儲(chǔ)箔,直到最左端為止,儲(chǔ)箔完成,同步電機(jī)停止運(yùn)行.等待下次換卷.
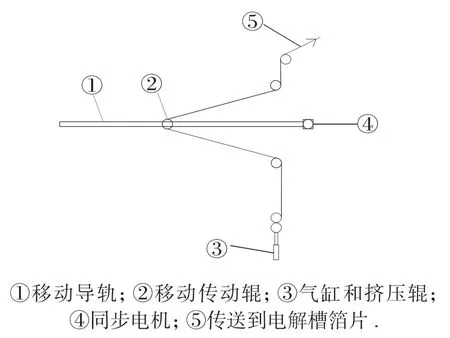
圖4 放箔停止及下輥結(jié)構(gòu)圖
1.2.3 收箔側(cè)緩沖裝置控制設(shè)計(jì)
收箔側(cè)緩沖裝置,跟放箔側(cè)緩沖裝置功能剛好相反,即正常運(yùn)行時(shí)移動(dòng)傳動(dòng)輥在最左側(cè),此時(shí)收箔側(cè)緩沖裝置不存儲(chǔ)任何箔片.當(dāng)收箔側(cè)換卷時(shí),此裝置啟動(dòng),氣缸動(dòng)作帶動(dòng)擠壓輥,把箔片擠壓固定,停止向收箔側(cè)送箔;然后同步電機(jī)運(yùn)行,帶動(dòng)移動(dòng)傳動(dòng)輥向右移動(dòng),將生產(chǎn)線傳送的箔片存儲(chǔ)到此裝置中;換卷完成后,同步電機(jī)反轉(zhuǎn),移動(dòng)傳動(dòng)輥移動(dòng)到最左側(cè),配合收箔機(jī)把存儲(chǔ)的箔片全部傳送到收箔機(jī),此時(shí)收箔側(cè)緩沖裝置恢復(fù)正常運(yùn)行狀態(tài).
1.2.4 收箔換卷裝置控制設(shè)計(jì)
收箔側(cè)運(yùn)行過程如圖5.收箔機(jī)電機(jī)轉(zhuǎn)動(dòng),帶動(dòng)箔卷恒張力轉(zhuǎn)動(dòng),把生產(chǎn)線加工好的箔片成卷.收箔側(cè)收完整卷箔后,進(jìn)入換卷模式,貼膠器啟動(dòng),在上機(jī)輥粘膠雙面膠,通過輥上升氣缸動(dòng)作,上升到箔片中,輥通過雙面膠粘貼住鋁箔,分切刀動(dòng)作,把箔片切斷.然后,自動(dòng)上下卷AGV小車把木托傳送到箔卷正下方,上下卷導(dǎo)軌和電機(jī)把箔卷下移到木托,傳送帶把箔卷傳送到自動(dòng)上下卷車上.通過輥帶動(dòng)導(dǎo)軌和電機(jī)把新上輥移動(dòng)到收卷電機(jī)上,通過收箔電機(jī)上的卡扣固定,完成換卷.
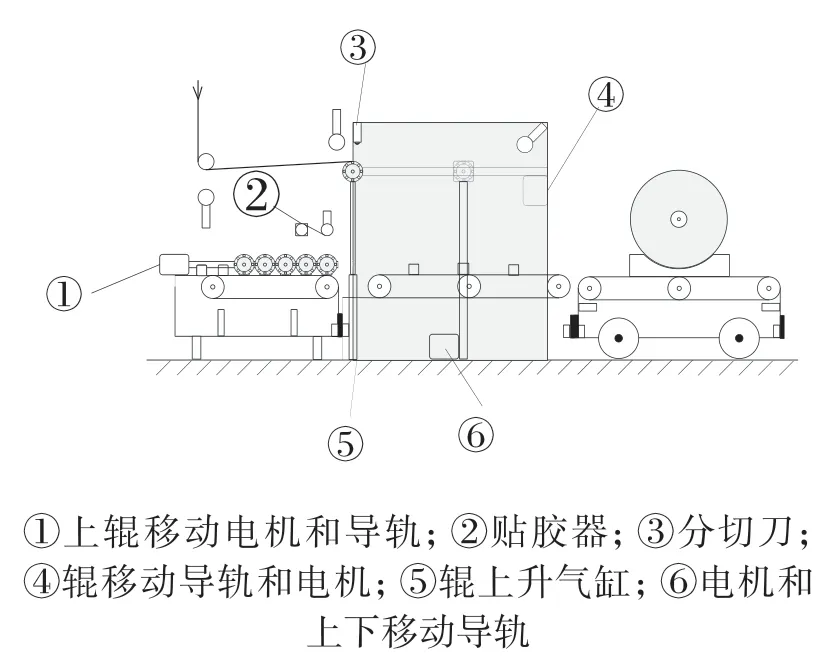
圖5 收箔側(cè)換卷結(jié)構(gòu)示意圖
2 PLC控制系統(tǒng)設(shè)計(jì)
PLC采用OMRON的CJ1M-CPU13-ETN帶以太網(wǎng)通信模塊可編程控制器.輸入信號(hào)有接近開關(guān).輸出主要是相應(yīng)的電機(jī)、氣缸、溫控表等控制.生產(chǎn)車間總控臺(tái)主要通過以太網(wǎng)與PLC通信;服務(wù)器與生產(chǎn)車間總控臺(tái)通過以太網(wǎng)交換數(shù)據(jù),服務(wù)器保存相應(yīng)PLC數(shù)據(jù).
3 主要控制系統(tǒng)軟件設(shè)計(jì)
程序軟件采用的是OMRON公司CX-Programmer9.7版本,程序主要包括放箔換卷系統(tǒng)程序、接箔系統(tǒng)程序、箔片緩沖系統(tǒng)程序、收箔換卷系統(tǒng)程序.圖6為放箔換卷程序流程圖,包括了下輥、AGV小車上卷、木托回收到AGV小車等過程.
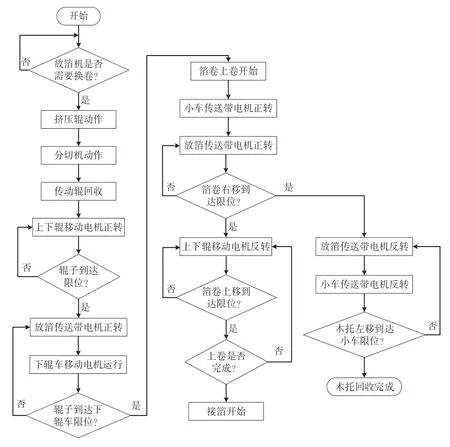
圖6 放箔換卷流程圖
圖7為放箔側(cè)接箔系統(tǒng)程序流程圖,主要是新上整卷箔后,完成與之前的箔片對(duì)接動(dòng)作.主要包括真空吸箔,把箔片與之前的箔片疊加在一起,啟動(dòng)下壓裝置,把箔片壓接在一起.
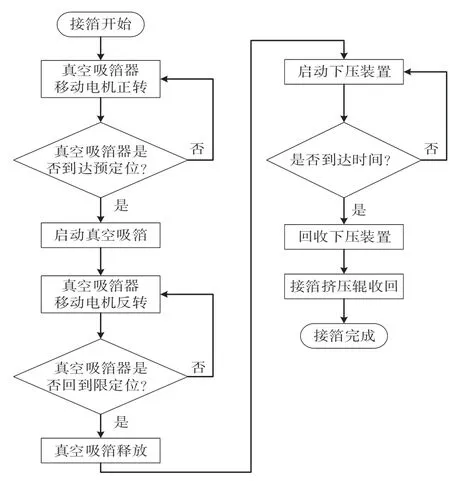
圖7 接箔系統(tǒng)程序流程圖
放箔側(cè)箔片緩沖系統(tǒng)如圖8,通過控制同步電機(jī)轉(zhuǎn)速,使放箔側(cè)箔片緩沖存儲(chǔ)箔片傳送速度與生產(chǎn)線箔片運(yùn)行速度一致.
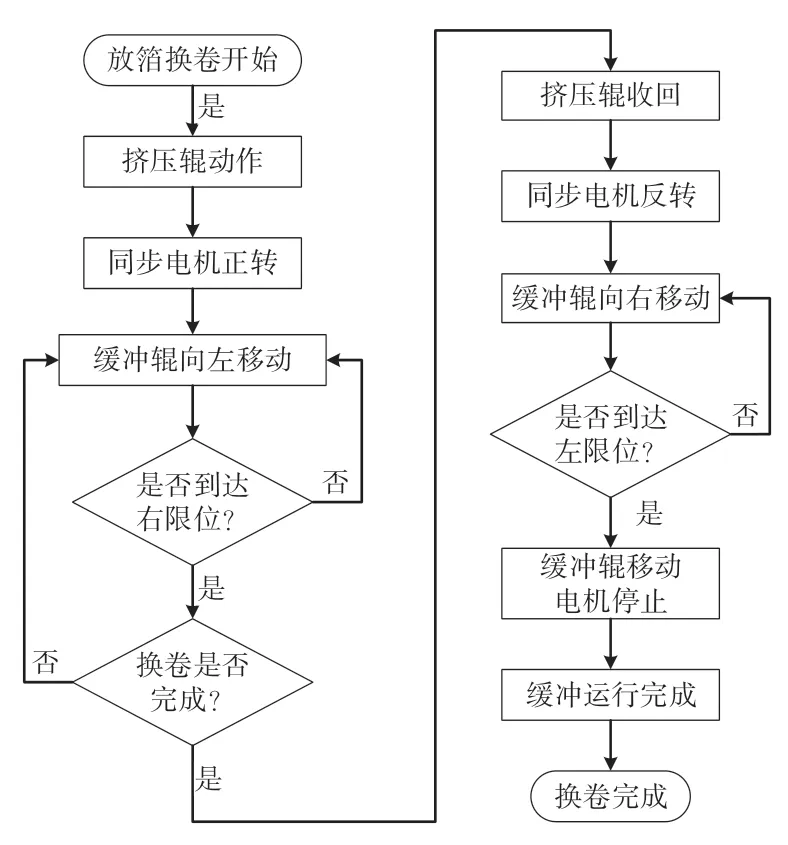
圖8 放箔側(cè)緩沖系統(tǒng)程序流程圖
收箔換卷系統(tǒng)如圖9,包括上輥、上木托、下卷.整卷箔收完后,需要下卷,重新上一個(gè)新輥收箔.
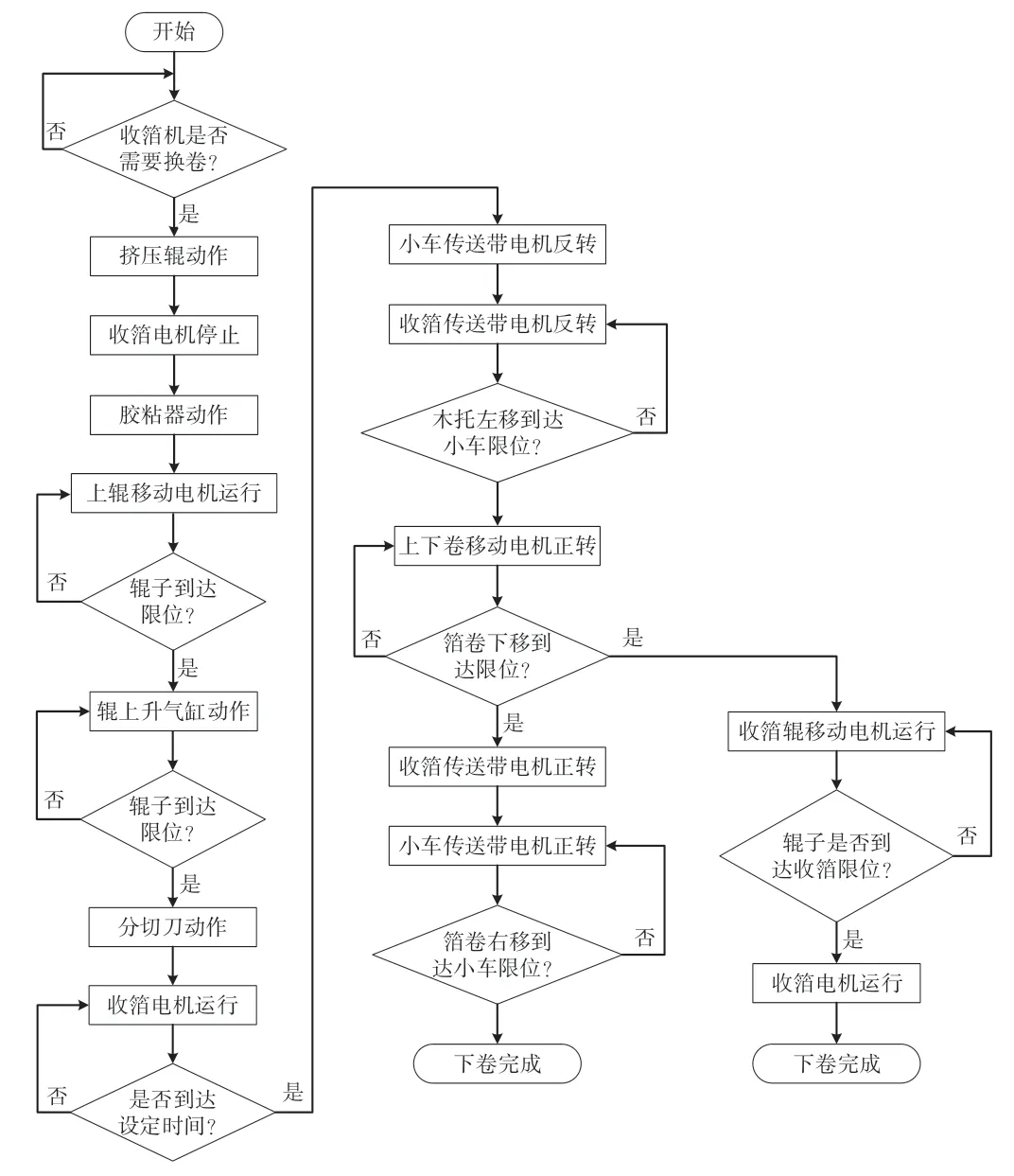
圖9 收箔換卷系統(tǒng)程序流程圖
4 結(jié)語(yǔ)
筆者設(shè)計(jì)的這套電極箔制造全自動(dòng)生產(chǎn)線控制系統(tǒng),實(shí)現(xiàn)了收放箔換卷、接箔和收放卷全自動(dòng)控制.該設(shè)計(jì)相比傳統(tǒng)設(shè)計(jì)具有顯著優(yōu)勢(shì):一是全程自動(dòng)化,速度更快,生產(chǎn)效率更高;二是自動(dòng)上下卷AGV小車使箔卷運(yùn)輸更加順暢方便;三是可適應(yīng)不同電解工藝需求的模塊化電解槽;四是全程生產(chǎn)數(shù)據(jù)實(shí)時(shí)記錄存儲(chǔ)功能提高產(chǎn)品查詢和故障診斷效率.該電極箔制造自動(dòng)生產(chǎn)線控制系統(tǒng)可有效改進(jìn)產(chǎn)品質(zhì)量,提高生產(chǎn)效率,減少安全隱患,具有重要的實(shí)際應(yīng)用價(jià)值.