H- TIG 熱絲氬弧自動焊接工藝在工藝管道預制中的應用
2021-07-23 08:45:42廉江
石油化工建設 2021年3期
廉 江
中石化南京工程有限公司 江蘇南京 211100
近年來,隨著國內外石油化工工程的快速發展,自動化管道預制技術得到了廣泛應用。自動焊接作為提高質量和效率的核心技術,在管道預制工作中起到了至關重要的作用。
目前,在石油化工工程管道預制中大部分施工企業采用的焊接工藝是手工氬弧焊打底,自動埋弧焊填充蓋面。由于埋弧焊熔深大,熔敷效率高,在大直徑高壓厚壁管道上實現了較高的焊接質量和效率。但是,由于埋弧焊需要焊劑填埋焊道,在直徑小于219mm、壁厚小于8mm 時,焊劑難以保持在焊道上,無法進行埋弧焊接。同時,由于埋弧焊使用電流大,電弧的電場強度高,易造成焊穿打底層的現象。而在電流過小時,電弧穩定性較差,易出現焊接缺陷。因此,在直徑小于219mm、壁厚小于8mm 的管子進行自動埋弧弧焊前,需要手工氬弧焊打底一遍,再熱焊一遍。這導致此規格范圍的管道焊接效率無明顯優勢。若采用TIG 氬弧焊進行填充,因其電極的載流能力有限,電弧功率受到限制,熔敷速度低,雖然其焊接質量在所有熔焊中是最好的,但效率難以提高。而按照SCH 美標管道尺寸標準,超過50%的規格無法實施埋弧焊或無法通過埋弧焊填充蓋面提高生產效率。隨著手工焊焊工資源短缺與生產快速增長需求的矛盾日益加劇,如何進一步提高管道預制工程中自動焊覆蓋率和效率,成為石油化工施工企業迫切需要解決的問題。
1 熱絲氬弧焊設備
為解決以上問題,中石化南京工程有限公司于2019 年引進昆山華恒焊接股份有限公司KB370- TMS- H 管鉗式多工藝自動焊接中心(圖1),用于沙特朱拜勒40 萬吋管道預制工廠項目的管道預制施工。
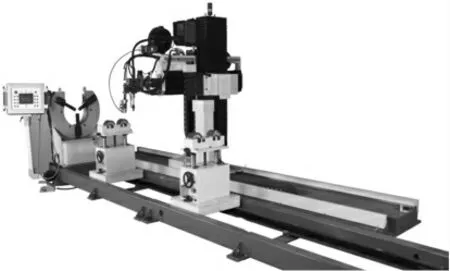
圖1 KB370- TMS- H管鉗式多工藝自動焊接中心
該設備由管鉗式機器人伺服驅動機構、類機器人焊接操作機構、多功能數字焊接電源、熱絲電源、焊絲加熱槍、自動焊槍、伺服送絲機、弧壓橫擺跟蹤系統及管件TMS 焊接系統控制軟件組成。通過程序邏輯控制,來實現高效自動焊接;輔以自動跟蹤系統,減少人為干預,使得焊縫均勻,質量和效率得到大幅度提高。
該設備采用了H- TIG 熱絲氬弧焊工藝,有效解決了占工程總量80%的直徑小于219mm、壁厚小于8mm管道的填充蓋面焊接。效率達到了手工焊接的3~4倍,一次探傷合格率超過99%,實現了對管道預制工程所有管徑、壁厚、材質的廣泛覆蓋。
同時,該設備還具有常規TIG 焊、MIG 焊和SAW焊接功能,可對不同管道規格采用多種復合式多工藝焊接方案,最大程度滿足焊接質量、效率和成本的最佳組合方案。圖2 為KB370- TMS- H 管鉗式多工藝自動焊接中心在項目中的應用。

圖2 項目應用現場圖
2 焊接工藝
H- TIG 熱絲氬弧焊的工作原理:在傳統TIG 氬弧焊基礎上,通過增加一個單獨的熱絲電源對焊絲進行預熱,在不改變焊接線能量的情況下,增加焊絲熔化速度,使焊接電弧消耗少量的能量來熔化更多的焊絲,從而實現焊接生產效率的提升。焊接工藝示意圖如圖3所示,接頭示意圖如圖4 所示。
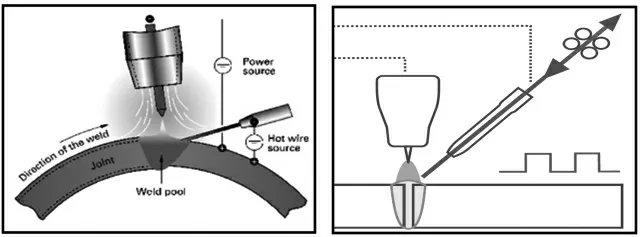
圖3 焊接工藝示意圖
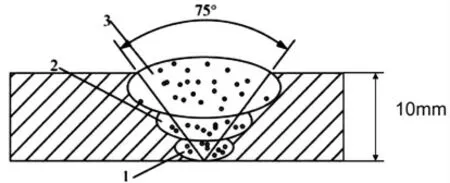
圖4 接頭示意圖
焊前對管子內外側進行打磨除銹處理,范圍25mm 左右;焊前對管件進行點固,點焊三點固定即可,錯邊量控制在1.5mm 以內,間隙0~1mm。焊接工藝參數見表1,使用純氬氣保護,濃度為99.99%。焊接效果如圖5 所示。

表1 焊接工藝參數

圖5 焊接效果圖
3 熱絲TIG與常規TIG焊相比的優缺點
(1)質量:熱絲TIG 與常規TIG 工藝相同,質量相同。
(2)效率:熱絲TIG 比常規TIG 效率提高5 倍以上,與MIG 焊接基本相同,但熔敷率從常規TIG 焊的0.3~0.5kg/ h 提升到2~4kg/ h。現場以φ114×8.56 碳鋼管道為例,打底、填充、蓋面3 層,總用時僅約10min。
(3)成本:熱絲TIG 與常規TIG 使用相同流量的氬氣,但因為熱絲TIG 熔敷效率高,焊接速度快,氬氣消耗量遠低于常規TIG。
4 熱絲TIG與埋弧焊相比的優缺點
(1)質量:熱絲TIG 是TIG 工藝的一種,質量優于SAW。
(2)效率:在管徑≥φ219mm、壁厚≤8mm 時,效率與埋弧焊相同;在管徑<φ219mm、壁厚<8mm 時,效率遠高于埋弧焊;在管徑≤114mm 時,埋弧焊不允許使用,且埋弧焊工藝也無法施焊。
(3)材質的覆蓋率:熱絲TIG 線能量小,不僅適合碳鋼,還特別適合于合金鋼、不銹鋼和雙相鋼等對線能量要求嚴格的材質。而埋弧焊不適用于低線能量要求的管道焊接。
5 結語
根據中石化南京工程有限公司沙特40 萬吋管道預制廠項目的應用,H- TIG 熱絲氬弧焊完全解決了埋弧焊在適應管徑、壁厚、材質范圍上的不足,并在適合的規格范圍內,有效提高了管道預制的生產效率。H- TIG 熱絲氬弧焊機器同時具備常規TIG、MAG 和SAW 埋弧焊功能,可依據不同的管徑、壁厚、材質的需求,選擇最佳的復合式工藝組合。例如針對厚壁管道,采用常規TIG 進行打底、H- TIG 熱絲氬弧焊進行熱焊填充,再進行埋弧焊進一步填充蓋面。熱焊層不僅避免了埋弧焊擊穿打底層的情況,而且解決了埋弧焊第一層焊接時焊渣難以清理,影響工作效率的問題,總體上提高了焊接工作的效率。
總之,H- TIG 熱絲氬弧焊工藝的應用,有效擴大了管道預制的適應范圍,提高了管道自動焊在管道預制工作中的覆蓋率,解決了對線能量輸入要求嚴格的不銹鋼、雙相鋼和合金鋼的焊接效率問題。因此,H- TIG 熱絲氬弧焊工藝是當前管道預制焊接工作的有效方法之一。
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
石油化工應用(2014年8期)2014-03-11 17:40:03