塑料注塑模具中的冷卻控制系統(tǒng)設(shè)置
2021-07-22 10:53:40王旭文建洲朱傳林羅昆鵬
河南科技 2021年8期
王旭 文建洲 朱傳林 羅昆鵬
摘 要:本文闡述了塑料注塑模具冷卻系統(tǒng)的重要性和必要性,介紹了冷卻水路的應(yīng)用形式及其特點,并說明了需要重點冷卻的模具區(qū)域,對模具工件的冷卻水路設(shè)計具有重要的指導(dǎo)意義。
關(guān)鍵詞:冷卻管;冷卻水用回路板;冷氣冷卻;3D打印隨形冷卻水路
中圖分類號:TQ320.52文獻(xiàn)標(biāo)識碼:A文章編號:1003-5168(2021)08-0059-03
Setting of Cooling Control System in Plastic Injection Mold
WANG Xu WEN Jianzhou ZHU Chuanlin LUO Kunpeng
(Henan Key Laboratory of Medical Polymer Materials Technology and Application, Henan Tuoren Research Institute of Medical Devices Co., Ltd.,Changyuan Henan 453400)
Abstract: This paper described the importance and necessity of plastic cooling system, introduced the application form and characteristics of cooling water channel, and introduced the mold area which needs to be cooled, which had important guiding significance for the design of cooling water path of mold parts.
Keyword: cooling pipe;circuit board for cooling water;cold air cooling;3D printing conformal cooling water channel
注塑成型工藝過程主要包括四個階段:填充、保壓、冷卻和脫模,因為模具冷卻時間幾乎占據(jù)了注塑成型周期的80%,因此冷卻系統(tǒng)的設(shè)計尤為重要[1]。冷卻系統(tǒng)是注塑成型工藝不可或缺的系統(tǒng),因此,本文對冷卻系統(tǒng)的類型以及應(yīng)用場合進(jìn)行分析。
1 塑料注塑模具冷卻系統(tǒng)概述
模具冷卻效果的優(yōu)劣會直接影響注塑周期和生產(chǎn)效率,也會直接影響產(chǎn)品成型后的尺寸精度、收縮效果、產(chǎn)品外觀和物理性能。如果冷卻效果不穩(wěn)定,則會使收縮率產(chǎn)生變化,隨之幾何尺寸波動較大,因此,在設(shè)計模具冷卻水路時,要考慮均勻靠近產(chǎn)品,保證冷卻均勻,防止產(chǎn)品出現(xiàn)變形、縮水等缺陷[2]。
2 塑料注塑模具冷卻水路的應(yīng)用形式
為了保證做好模具水路,要重點考慮的模具工件區(qū)域有模仁、型芯、鑲件、熱流道熱咀(需要單獨冷卻)等。對于尺寸較大或者相對特殊的模具,只使用常規(guī)模板冷卻回路很難做到充分地控制熱量,這時需要在型腔或芯子內(nèi)部也設(shè)置循環(huán)冷卻水結(jié)構(gòu)。冷卻水路的應(yīng)用形式包括:常規(guī)模具冷卻水路、冷卻水用回路板、隔水片[3]、水路噴流[4]、使用鈹青銅材質(zhì)、型芯外側(cè)運水、運用冷氣冷卻、3D打印隨形水路等。
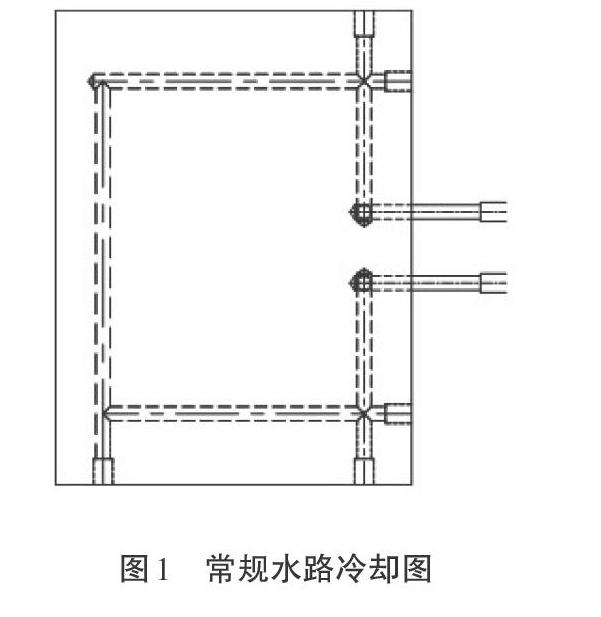
2.1 常規(guī)模具冷卻水路
常規(guī)水路冷卻如圖1所示。水路由直水路、水路堵頭或銅堵、止水栓、密封圈組成。水路進(jìn)、出口堵頭規(guī)格包括:PT1/8牙、PT1/4牙、PT3/8牙、M5×0.5牙、M7×1牙等;Φ6及以下水路可用PT1/8牙,Φ8及以上可用PT1/4牙和PT3/8牙,其中M5×0.5牙和M7×1牙只在位置受限時使用。水路直徑尺寸設(shè)計范圍通常是5~13 mm,常用6、8、10 mm。水路直徑的選擇要依據(jù)不同的塑膠成型件在壁厚、尺寸和幾何形狀方面的差異,并且保證冷卻水路到產(chǎn)品的最小距離在5 mm以上,避免漏水。止水栓是借助其內(nèi)部構(gòu)造圓形圈膨脹變形后可將冷卻孔堵住的原理,以此改變水路流動方向。密封圈的選擇依據(jù)水路直徑大小,不可倒角。
2.2 回路板冷卻
冷卻水用回路板(見圖2)適用于模具空間位置受限時省去鉆運水堵頭的位置。例如,在三板注塑模的澆口位置設(shè)計冷卻水路時,借助弧形件與模仁之間的配合構(gòu)造出冷卻水路,可以有效解決倒裝澆口與產(chǎn)品斷離難度大,嚴(yán)重時甚至影響產(chǎn)品外觀的問題;與不加運水堵頭相比,澆口位置處加上冷卻水路之后的模具溫度降低5~8 ℃,澆口位置冷卻圖如圖3所示。
2.3 隔水片冷卻
隔水片冷卻原理是冷卻水在一定的運水壓力下可從隔水片的一側(cè)進(jìn)入,隨后經(jīng)隔水片的頂端圓孔槽或方孔槽流下,最終從另一側(cè)流走,達(dá)到冷卻效果。隔水片冷卻如圖4所示。
常規(guī)的連體式隔水片,當(dāng)上、下冷卻孔之間出現(xiàn)加工錯位時,很難將隔水片安裝進(jìn)去,因此,研究者采用分割定位式,以實現(xiàn)防錯位,加工和組裝也很簡單,加工上、下冷卻孔時不再出現(xiàn)錯位狀況,使冷卻水暢通無阻。
2.4 噴流冷卻
2.4.1 運水針冷卻。鑲件可以借助運水針在水流的壓力下通過噴流來實現(xiàn)冷卻,運水針冷卻如圖5所示。鑲件的形狀、尺寸、長度等決定了運水針的直徑和長度,鑲件底部至少預(yù)留4~6 mm的長度尺寸來保證模具強(qiáng)度,避免鉆穿,長度尺寸也不能太大,以免影響冷卻效果。在直徑方向上,運水針外出水側(cè)的空余面積要保證大于等于運水針內(nèi)進(jìn)水側(cè)的面積,這樣才能保證水的流動。采用運水針優(yōu)的優(yōu)勢主要為:更換簡單、便捷;可以大水針套小水針,以實現(xiàn)不同直徑之間的轉(zhuǎn)換。對深腔制品,常規(guī)運水無法實現(xiàn)運水時,可采用這種冷卻水管進(jìn)行運水。
2.4.2 冷卻管冷卻。冷卻管除了具有銷定位型外,還有螺紋、壓入型。本文重點介紹銷定位型冷卻管,如圖6所示。銷定位型冷卻管的原理是通過噴流方式來實現(xiàn)深腔制品底部的冷卻,在常規(guī)運水無法實現(xiàn)運水時,可采用該方式,其制作難度比運水針要復(fù)雜些,優(yōu)勢在于當(dāng)模板厚度受限時,可以走單層水路達(dá)到噴流冷卻效果,運水針冷卻方式需要走雙層水路。
2.5 采用鈹青銅材質(zhì)
當(dāng)遇到常規(guī)冷卻方式冷卻不到的區(qū)域,或直徑很小的鑲針,無法使用常規(guī)水路,也無法使用冷卻水管冷卻的方式,可采用具備優(yōu)越熱傳導(dǎo)性的鈹青銅,然后通過運水達(dá)到冷卻的效果,如圖7所示。
2.6 型芯外側(cè)面運水
對于大的型芯,可以參照隨形水路,在外側(cè)面設(shè)置冷卻水路,如圖8和圖9所示。
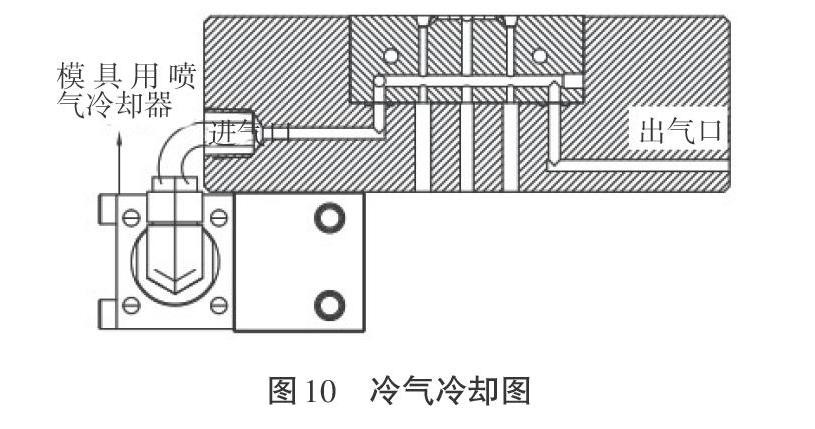
2.7 采用冷氣冷卻
采用模具用噴氣冷卻器,一端連接能供給壓縮空氣的空壓機(jī),一端連接模具的進(jìn)氣口,冷氣穿過設(shè)計好的氣體通道,最終排至大氣中,完成模具工件的冷卻。該方式常用于常規(guī)水路行不通的情況,例如,孔徑小或位置受限多或容易漏水等情況。冷氣冷卻如圖10所示。
2.8 3D打印隨形水路冷卻
近年來,隨著3D打印技術(shù)在各個領(lǐng)域的深度研發(fā)、應(yīng)用及拓展,模具工業(yè)將選擇性激光燒結(jié)(Selective Laser Sintering,SLS)技術(shù)應(yīng)用到模具冷卻系統(tǒng)上,利用激光對塑料、金屬等粉末狀材料進(jìn)行高溫熔融,金屬原料在打印過程中熔融并黏附在之前的打印層上,層層疊加,從而為模具行業(yè)提供隨形布置水路。
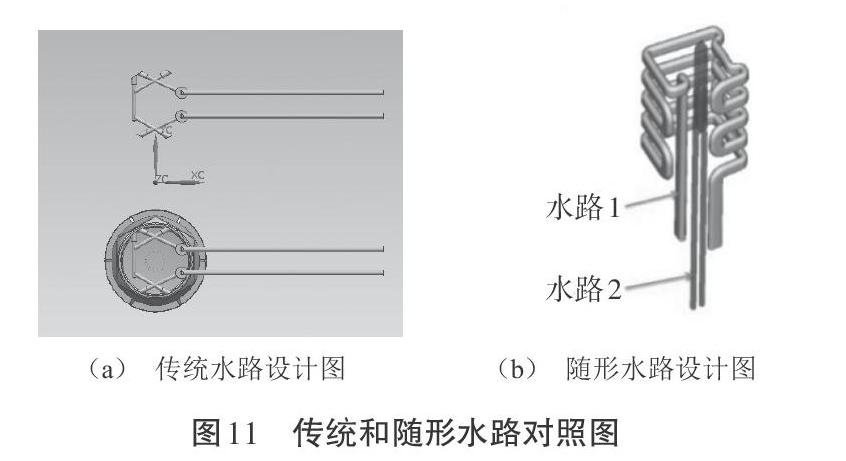
以金屬3D打印技術(shù)打造的冷卻水路,突破了傳統(tǒng)加工的限制,其優(yōu)勢在于:可根據(jù)產(chǎn)品件自身形狀,隨心所欲打造3D形狀[5];再無傳統(tǒng)冷卻水路到不了的位置,極大地縮短了產(chǎn)品注射成型周期;可獲得更加均勻的模具溫度,產(chǎn)品質(zhì)量得到提升,產(chǎn)品外觀更為美化。
傳統(tǒng)和隨形水路對照如圖11所示。由于傳統(tǒng)的冷卻水路受限于只能加工簡單直孔或斜孔,當(dāng)注塑件造型比較復(fù)雜時,冷卻效果差,零件冷卻不夠均勻,從而導(dǎo)致形變較大。如弧形彎曲產(chǎn)品,內(nèi)部是中空的,利用傳統(tǒng)手段無法加工冷卻水路,可采用金屬3D打印技術(shù)打造隨形水路,產(chǎn)品公母模溫差基本在4 ℃內(nèi)。在熱流道模具上,也能通過隨形水路技術(shù)打造澆口襯套(入口處加強(qiáng)冷卻)降低噴嘴處溫度,以防產(chǎn)生“拉絲”。
金屬3D打印技術(shù)在模具冷卻水路制造中的應(yīng)用,使冷卻水路不再受到只能直身鉆孔的困擾,可以隨意拐彎,能夠直接走水到模具表面,從而真正達(dá)到冷卻均勻,再加上沒有利角而獲得更快的流量,對大幅度降低成型周期有較好的作用。
3 結(jié)語
本文論述了注塑模具冷卻系統(tǒng)的重要作用,詳細(xì)闡述了冷卻系統(tǒng)的設(shè)計應(yīng)用形式。對于不同產(chǎn)品造型和模具結(jié)構(gòu),應(yīng)該選擇一種或多種冷卻形式,這樣才能得到更加優(yōu)異的成型件。
參考文獻(xiàn):
[1]《塑料模具技術(shù)手冊》編委會.塑料模具技術(shù)手冊[M].北京:機(jī)械工業(yè)出版社,1999:24.
[2]周樹義.塑件注射模具開發(fā)中模溫調(diào)節(jié)與冷卻系統(tǒng)設(shè)計[J].科技傳播,2011(24):156.
[3]董梅.壓鑄模中細(xì)長型芯的冷卻方法[J].模具工業(yè),1999(10):49.
[4]張維合.注塑模具設(shè)計使用教程[M].北京:化學(xué)工業(yè)出版社,2007:208-214.
[5]馬一恒,王小新,董志家,等.基于3D打印的注塑模隨形冷卻水路優(yōu)化設(shè)計研究進(jìn)展[J].中國塑料,2019(5):130-137.
