50CrVA彈簧內圈鍍鎘層厚度研究
2021-07-21 10:39:06楊蕾孟保利岳珊
科技創新導報 2021年8期
楊蕾 孟保利 岳珊


摘要:對50CrVA彈簧進行電鍍鎘,在一定電流密度的條件下,研究彈簧內圈電鍍時間和內孔輔助陽極材質及結構對鍍層厚度大小和均勻性的影響。試驗結果表明:電鍍鎘輔助陽極選擇均勻打孔(孔徑為3mm),截面積為10mm×10mm的鎘棒時,彈簧內圈鍍層厚度均勻性最好,彈簧上、中、下端鍍層厚度差異小,厚度大小為8.1μm~10.9μm;,在相同的電流密度下電鍍時,選擇首先對彈簧內孔單獨電鍍15min,然后整體電鍍40min的方法,內圈與外圈鍍層厚度差異較小,均能滿足工程圖紙和設計的要求。
關鍵詞:50CrVA彈簧;鍍鎘;輔助陽極;鍍層厚度
Study on the Thickness of Cadmiun Plating Layer in the 50CrVA Spring Inner Ring
YANG Lei1 MENG Baoli1 YUE Shan1
(1. AVIC Xian Aircraft Industry Group Company Ltd., Xian, Shaanxi Province, 710089 China)
Abstract: This paper studies the Cadmium plating on 50CrVA springs that under the condition of a certain current density, the influence of the plating time and the materials and structure of the inner auxiliary anode on the coating thickness and uniformity of the coating. It is found that an auxiliary Cadmium anode which performed with uniform holes(pore radius is 3mm) and cross-sectional area of 10mm×10mm is used can obtain the uniform coating thickness. And the upper、middle and lower thickness of the spring is small, can obtain 8.1μm~10.9μm. When Cadmium plating at the same current, the method of plating the spring inner hole separately for 15min and then plating the whole spring for 40min that is selected. By this method, the difference of the coating thickness between the inner ring and outer ring is small, which can meet the requirements of the engineering drawings and design.
Key Words: 50CrVA spring; Cadmium plating; Auxiliary anode; Plating thickness
1、引言
50CrVA彈簧鋼具有淬透性好,疲勞強度高,屈服比高等優良特性,并且釩的加入使鋼的晶粒細化,降低過熱敏感性,提高了強度,因此50CrVA彈簧鋼具有良好的力學性能和工藝性能,是一種較高級的彈簧鋼,廣泛用于各種機械[1-4]。但鋼鐵零件耐蝕性較差,實際工況條件下,受環境的影響,易在工件表面發生腐蝕,從而導致材料失效。
電鍍鎘是航空裝備常用的表面處理方法之一,因鍍液分散能力好、深鍍能力強、穩定性好,鍍鎘層結晶細致、與基體結合力好、且有良好的耐海洋腐蝕的特點,是我國航空工業碳鋼和低合金鋼的主要防護層[5-9]。因此,為提高彈性零件耐腐蝕性能,在其表面進行電鍍鎘。由于彈簧零件尺寸較大,形狀復雜,內外圈電流密度分布不均勻,彈簧內圈鍍層厚度無法測量等原因,導致彈簧內圈鍍鎘層厚度偏小,且上、中、下端鍍層厚度均勻性較差,故彈簧在服役過程中內圈發生銹蝕。
本文通過試驗研究50CrVA彈簧內圈電鍍時間,內孔陽極材料和結構對內圈鍍層厚度大小和均勻性的影響,力圖改善內圈鍍層厚度偏薄且不均勻的現狀,最后根據試驗結論得出最佳電鍍時長和最優內孔陽極結構。
2、試驗
2.1 試驗依據
根據法拉第電解定律,可得出鍍層厚度的計算公式:
D= DktCη/ρ (1)
其中:D:鍍層平均厚度(μm)
Dk:電流密度(A/dm2)
t:電鍍時間(min)
C:待鍍金屬的電化學當量(g/A·h)
η:金屬沉積的電流效率(%)
ρ:待鍍金屬的密度(g/cm3)
對于特定溶液和特定鍍層,C、ρ都為常數。根據等式可知,鍍層厚度D的大小與陰極電流密度Dk、電鍍時間t和電流效率η有關。
電流效率:
η= (2)
其中,Ik:用于沉積金屬的電流(A)待鍍面積(dm2)
I:總電流(A)
由于Ik= Dk×Sk,I:= Dk×S,其中Sk為待鍍面積(dm2),S為總面積(dm2),即待鍍面積和夾具面積之和,因此:
η= (3)
將等式(3)帶入等式(1)可得:
D= DktC/ρ (4)
因此,當待鍍面積和夾具面積確定時候,鍍層厚度D僅和電流密度Dk、電鍍時間t有關。
2.2 試驗材料
彈簧原材料為50CrVA退火磨光,規格為12.03×12500mm,化學成分見表1。彈簧鍍鎘的工藝流程為:產品驗收-溶劑清洗-消除應力-吹砂-裝掛-前處理-氰化鍍鎘-消除氫脆-鈍化。
2.2 試驗方法
電鍍鎘采用的溶液氰化溶液,陽極選擇純度大于99.95%,尺寸為100cm×10cm×1cm的鎘板。分別按以下要求進行鍍鎘:選擇鋼棒和鎘棒作為內陽極,保護至第4圈和第8圈,內圈單獨電鍍10min再整體電鍍30min,研究保護方式對鍍層厚度的影響;選擇保護至第4圈的鋼陽極,采取直接對彈簧整體電鍍40min的方式,與相同條件下單獨電鍍10min再整體電鍍30min進行對比;按照內陽極采用直徑為8mm,長度為110mm的鋼棒、內陽極采用截面積為10mm×10mm,長度為110mm的鎘棒、內陽極采用截面積為10mm×10mm,長度為110mm的打孔(孔徑為3mm)鎘棒三種條件,選擇內陽極保護至彈簧第4圈、內圈單獨電鍍10min再整體電鍍30min的方式進行,以研究內孔陽極材料和結構對內圈鍍層厚度的影響;除此之外,為研究內圈單獨電鍍時間對鍍層厚度的影響,分別選擇保護至彈簧第4圈的鎘棒和打孔鎘棒作為內陽極,電鍍時間為10min,12min和15min。按照相關規定的厚度系列控制鍍鎘厚度,目標值為6-18μm。
電鍍完成后,采用線切割法分別截取彈簧兩端第1圈、第4圈和第30圈作為鍍層厚度測量試樣,然后采用X-StrataP20 型X射線熒光測厚儀對試樣內圈鍍層厚度進行檢測。
3、結果與討論
3.1 內陽極保護長度對彈簧內圈鍍層厚度的影響
對內孔陽極兩端進行保護是為了防止兩端吸收電流,造成鍍層粗糙且分布不均勻。為改善該問題,分別對鋼陽極和鎘陽極采取不同保護方式進行對比。研究發現,使用鎘陽極和鋼陽極獲得的鍍層具有相同的趨勢:當內陽極保護至彈簧第8圈時,彈簧內圈鍍層厚度均勻性差,上端和下端第4圈鍍層厚度薄,未達到4μm。這是由于陽極過保護,造成相對應的陰極電流密度小,無法有效沉積鎘層。選擇陽極保護至彈簧第4圈獲得的鍍層均勻性好。
圖1 內陽極保護長度對彈簧內圈鍍層厚度的影響(a 內陽極為鋼,b 內陽極為鎘)
3.2 電鍍方式對彈簧內圈鍍層厚度的影響
采用對內圈單獨電鍍10min再整體電鍍30min的方式獲得的內圈鍍層厚度明顯優于直接對彈簧內外圈同時電鍍40min。直接對彈簧整體進行電鍍時,陰極電流密度分布不均勻,內陽極面積小,導致彈簧內圈電流密度較小,鎘離子沉積速度慢,導致鍍層較薄,易產生點狀銹蝕。而對內圈單獨電鍍時,在無外圈吸收電流的情況下,內圈電流密度較大,獲得的鍍層厚度也越大。
3.3 內孔陽極材料和結構對內圈鍍層厚度的影響
電鍍過程中使用的陽極具有導電、補充鍍液金屬離子的作用,同時還可保持陰極電力線分布均勻,可分為溶解性陽極和非溶解性陽極。鋼陽極屬于非溶解性陽極,鎘陽極屬于溶解性陽極。圖1為兩種材料的陽極及其結構對鍍層厚度的影響,分析曲線可知,使用鋼陽極時,鍍層厚度最小,彈簧中部厚度最薄,僅4.0μm;使用鎘陽極時,在相同的電流密度和電鍍時間下,比使用鋼陽極獲得的鎘鍍層厚度更大,但彈簧中部鍍層厚度仍偏薄,鍍層厚度均勻性較差。這是由于溶解性陽極可使鍍液的局部濃度增加,在電鍍過程中,保證鍍液中金屬離子成分的穩定,增加鎘的有效析出,從而增加局部鍍層厚度。而鋼陽極只能達到導電、確保內圈存在鍍層的作用。兩種方式下彈簧中部的鍍層厚度都較薄,是由于電場分布不均勻,中間部位電場分布較小,電流密度小,兩端較大,導致中間部位鍍層厚度薄。使用打孔鎘陽極時,內圈鍍層厚度最大,測量的四個部位厚度均在6-18μm范圍內。這是由于在鎘陽極上打孔能有效增加陽極的表面積,進一步提高內圈電流密度,促進鎘離子沉積。
-
-
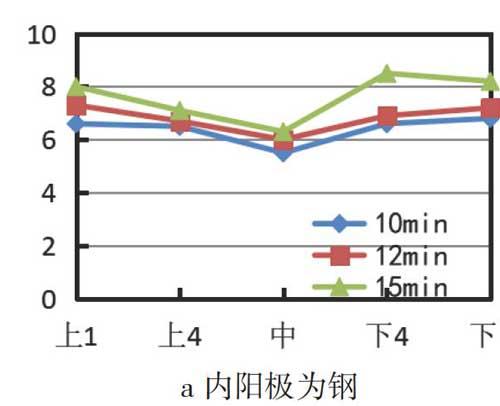
內圈電鍍時間對彈簧內圈鍍層厚度的影響
-
分析圖4內圈電鍍時間對鈍化厚度的影響,當內陽極為鎘和打孔鎘棒時,鍍層厚度具有相同的趨勢:隨著內圈電鍍時間的增長,鍍層厚度有明顯增加的趨勢。對比圖a和圖b可知,當使用打孔鎘陽極時鍍層厚度比使用鎘陽極厚且均勻性更好,分析原因可知,打孔鎘陽極有效增加陽極的表面積,進一步提高內圈電流密度,促進鎘離子沉積。且當使用打孔鎘陽極內圈電鍍15min時,能獲得符合要求的鍍層厚度,且均勻性最好。
4 結論
(1)內陽極保護長度對彈簧兩端內圈的鍍層厚度有影響,選擇內陽極保護至彈簧第4圈獲得的鍍層均勻性最好;
(2)采用對內圈單獨電鍍10min再整體電鍍30min的方式獲得的內圈鍍層厚度較好;
(3)使用打孔鎘陽極能獲得厚度均勻性較好的鍍層;
(4)當使用打孔鎘陽極內圈電鍍15min時,能獲得厚度較大,均勻性較好的鍍層。
參考文獻
[1] 姜英禹.50CrVA 彈簧鋼的研制開發[J].新疆鋼鐵, 2003, 87(3) :1-4.
[2]田琴, 雷源源, 楊明,等.50CrVA 彈簧生產過程中的斷裂分析[J].鑄造技術, 2
010, 31(3): 359-361.
[3] 林文欽, 鄭洪, 朱麗, 朱凱, 何軍. 50CrVA彈簧斷裂原因分析[J]. 失效分析與預防, 2016, 11(1): 56-59.
[4] 張健, 齊朝暉, 卓英鵬, 國樹東. 基于精確幾何模型單元的螺旋彈簧剛度分析[J]. 工程力學. 2020, 37(2): 16-22.
[5] 劉慧叢, 朱立群, 杜巖濱. 高強度鋼鋅??鎘鍍層加速腐蝕試驗方法研究[J]. 北京航空航天大學學報, 2004, 30(12): 1216—1220.
[4] HENRIKSEN J F. MIKHAILOV A A. Atmospheric Corrosion Test of Metal in SO2-polluted Cold Atmosphere in Northern Norway and Along Its Border with Russia[J]. Protection of Metals, 2002, 38(6): 579—589.
[6] Mehdi Boroujerdnia, Hamid Ghayour, Ahmad Monshi, Reza Ebrahimi-Kahrizsangi, Farid Jamali-Sheini. Electroplating of Ni/Co-pumice multilayer nanocomposite coatings: Effect of current density on crystal texture transformations and corrosion behavior[J]. International Journal of Minerals, Metallurgy and Materials, 2019, 26(10): 1299-1305
[7]劉強, 林乃明, 沙春鵬, 等. 鋼鐵材料電鍍鎘的研究現狀[J]. 表面技術, 2017, 46(1): 147-157
[8] 熊俊良, 周玉龍. 電鍍鎘層斑點故障原因及解決措施[J]. 電鍍與精飾, 2020, 42(4): 41-42.
[9] Tang Q. Tran, Jeremy Kong Yoong Lee, Amutha Chinnappan, W.A.D.M. Jayathilaka, Dongxiao Ji, Vishnu Vijay Kumar, Seeram Ramakrishna. Strong, lightweight, and highly conductive CNT/Au/Cu wires from sputtering and electroplating methods[J]. Journal of Materials Science & Technology. 2020, 40: 99-106.
