端部帶有馬鞍型坡口的短直段空間彎管制造工藝研究
2021-07-21 10:39:06康寶龍王強宋建
科技創新導報 2021年8期
康寶龍 王強 宋建


摘 要:本文通過對某項目端部帶有馬鞍型坡口的短直段空間彎管的制造工藝方案進行剖析,對該空間彎管的結構特點和加工設備進行了簡要介紹,并對其在生產過程中所采用常規工藝方法的限制進行分析,進行了相關的工藝試驗,針對在試驗過程中由于該空間彎管的端部直段過短而引起坡口變形、后移等問題進行逐一分析,并制定專項工藝措施,并著重介紹了空間彎管的制造工藝研究過程。
關鍵詞:短直段;空間彎管;難點分析;制造工藝
Study on the Manufacturing Process of Short Straight Space Elbow with Saddle Groove at the End
KANG Baolong WANG Qiang SONG Jian
(State Key Laboratory of Efficient and Clean Coal-fired Utility Boilers(Harbin Boiler Company Limited), Harbin, Heilongjiang Province, 150046 China)
Abstract: In this paper, the manufacturing process of short straight space bend with saddle groove in the end is analyzed. The structure characteristics and machining equipment of the space elbow are briefly introduced, and the limitations of the conventional technological methods used in the production process are analyzed,and relevant technological tests are carried out. In this paper, the problems of groove deformation and backward movement caused by the shout end of the straight section of the space elbow are analyzed,and special technological measures are formulated, and the manufacturing process of space elbow is emphatically introduced.
Key Words: Short straight section; Space elbow; Analysis of difficulties; Manufacturing process
0引言
隨著火電市場競爭日益激烈,通過更加緊湊的結構設計來降低整體的金屬噸位,從而實現制造成本的降低,以進一步提高產品的競爭力已經成為一種趨勢。我公司承接的某項目為保證整個爐膛的整體外形尺寸,而采用了一種新形式的端部帶有馬鞍型坡口的短直段空間彎管。此種彎管由于壁徑比本身就難于彎制,而且由于特殊的結構導致其無法采用常規的工藝方法實現。在工藝方案的制定之初,充分結合相關的工藝試驗以及相關的生產條件,研究形成了一套全新的工藝參數和工藝方法,實現了該彎管的順利試制和后續的大規模的應用。
1產品結構
1.1空間彎管的結構特點
圖1所示為我公司目前產品中所采用的此類空間彎管,從其總體結構來看,由于受總體空間限制兩端部直段較短,且大角度彎頭一側端部為馬鞍型坡口,而且空間結構亦無法避免,導致其總體結構相對常規彎管在制造工藝制定方面存在一定難度。
1.2彎管設備
目前用于電站鍋爐制造的主流彎管設備為拉拔式彎管設備,此類設備采用活動夾塊與彎管模共同固定彎頭前端直段,彎頭末端直段固定于滑槽中,通過彎管模和活動夾塊夾緊前端直段并一起轉動實現彎管動作,具體結構如圖2所示。常規情況下,彎管前端直段需要略長于活動夾塊長度。
2常規工藝方法的限制
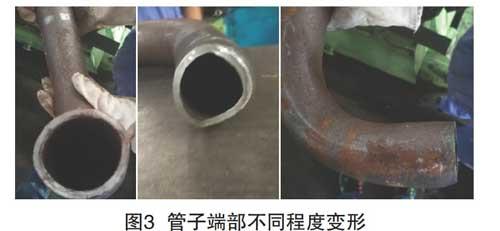
根據圖紙具體參數以及彎管設備實際測量,此類空間彎管兩端直段均短于活動夾塊長度,當長直段一側作為首彎直段時,當彎制大角度彎頭時,由于末彎端位于滑槽型腔內的直段過短,導致無法彎制成型[1]。當短直段一側作為首彎直段時,管端位于活動夾塊與彎管模組成的型腔內,經過多種參數測試,此種情況管子首彎端部出現不同程度的變形,如圖3所示。
對于長直段一側作為首彎直段、末彎直段較短的情況,采取了增加彎管芯軸、點焊工藝接長管等多種方案,均無法彎制成型。
對于短直段一側作為首彎直段、首彎端部出現不同變形的情況,采取了增加彎管芯軸的工藝方法,取得良好效果,馬鞍型坡口未出現形變,但出現了上端邊緣后移的情況[2],如圖4所示。
同時,無論哪一側作為首彎端,由于設備結構限制,頂鐓力均無法施加,導致最終彎管成型尺寸超差。
3工藝方案制定與制造工藝研究
3.1工藝方案的制定
鑒于上述情況的出現,常規的工藝方法已經無法滿足制造要求,為此,根據產品的特點以及出現的具體問題進行了原因分析并制定專項工藝措施,并形成最終工藝方案[3]。
3.2制造工藝研究
3.2.1彎管工藝研究
針對常規彎管方法彎制此空間彎管時出現的圓度超差、彎頭內弧褶皺甚至斷裂的情況,如圖6所示,通過研究施加可變頂鐓力、采用變速彎管、研究設計新型模具等工藝方法,進行近百組工藝試驗,彎制出批量的合格產品[5],如圖7所示。
3.2.2馬鞍型坡口加工
通過實測大量管子變形后的尺寸,根據管子變形量確定裝夾位置和加工方法,最終梳理出馬鞍型坡口加工量的計算公式,并設計專用定位工裝,保證馬鞍型坡口的空間定位尺寸[6]。
4結語
本文所介紹的端部帶有馬鞍型坡口的短直段空間彎管的制造工藝方法,在保證產品質量前提下,節約制造成本、提高生產效率,已經大量應用于現有產品,為我公司制造優質產品提供保障。
參考文獻
[1]宋建,康龍基.淺談電站鍋爐小口徑管產品彎管設備[J].鍋爐制造,2020(06):52-53.
[2]常小猛,王強,高維.垃圾焚燒余熱爐受熱面部件制造工藝技術簡介[J].電站系統工程,2020(04):77-77,79.
[3]劉建文,王靜.小口徑管鐓粗后彎管缺陷分析[J].鍋爐制造, 2019(02):47-49.
[4]王強,齊鵬,李曉紅.新型可快速更換的活動夾塊設計與應用[J].電站系統工程,2018(06):61-62.
[5]劉琪.薄壁管材小彎曲半徑成形技術研究[D].南昌:南昌航空大學,2018.
[6]汪鵬飛.金屬管材數控彎曲成形及仿真分析[D].沈陽:沈陽工業大學,2018.
