活動翼面自動制孔技術在某型機上的應用
2021-07-20 04:46:46談寶林王兆鋒薛宏
今日自動化 2021年3期
關鍵詞:復合材料
談寶林 王兆鋒 薛宏


[摘 ? ?要]某型機活動翼面加工區域比較廣,分為了14個組件,制孔任務繁重,且各組件材料為復合材料,依靠手工制孔效率低,并且加工精度難以保證,需采用自動制孔技術進行產品加工。如果采用專用機床費用昂貴,在此背景下提出采用機器人制孔系統加工活動翼面組件的自動制孔技術。
[關鍵詞]活動翼面;復合材料;自動制孔技術;機器人制孔系統
[中圖分類號]V262.4 [文獻標志碼]A [文章編號]2095–6487(2021)03–00–02
[Abstract]The processing area of the movable wing surface of a certain type of aircraft is relatively wide, which is divided into 14 components. The drilling task is heavy, and the component materials are composite materials. The manual drilling efficiency is low, and the processing accuracy is difficult to guarantee, so the automatic drilling technology is needed for product processing. If it is expensive to use special machine tools, this paper proposes a set of automatic drilling technology of robot drilling system for machining movable wing components.
[Keywords]movable wing; composite material; automatic drilling technology; robot drilling system
1 活動翼面自動化制孔方案
活動翼面組件的自動化制孔工藝流程需要包含前期準備:骨架的連接和安裝,蒙皮安裝以及臨時緊固釘的安裝。在自動制孔過程中涉及基準孔找正、自動化加工、自動換刀、自動測孔,在自動制孔完成后,還要進行清理、補鉚、涂膠等工作。
1.1 準備
按照活動翼面自動化制孔工裝布局,在傳統工裝骨架上,建立相應的坐標位置快速匹配基準孔。在制孔控制系統中,以配置文件的形式記錄工裝匹配基準孔在產品坐標下的三維空間位置。按照活動翼面自動化制孔工裝布局,以產品坐標系統為機器人工件坐標系,建立機器人工件坐標與機器人基坐標系統的關系。在制孔控制系統中,以配置文件的形式記錄該關系矩陣及工裝匹配基準孔在機器人機器坐標系下的三維空間位置。對于每個制孔終端執行器,建立機器人工具坐標系與機器人基坐標系統之間的關系;在制孔控制系統中以配置文件的形式記錄該終端執行器對應的機器人工具坐標系與機器人機器坐標系統之間的關系。
1.2 機器人移動和定位
將機器人制孔系統移動到產品工裝旁邊設置好的位置;按定位操作規程完成機器人制孔系統的定位及其與地面的連接;接上電源、氣源,啟動機器人制孔系統,根據制孔終端執行器編號、制孔對象類型配置機器人工作坐標系;運行制孔系統位置校準程序,讓機器人視覺系統自動測量工裝上相應的匹配基準孔,結合基準孔在機器人機器坐標系下實測位置值、標定值及基準孔在工件坐標系統的標定值,快速檢查并校準機器人的工件坐標系。
1.3 人工制參考孔及預連接孔
根據某飛機活動翼面連接孔孔位布局形式及產品的結構,以梁、肋為制孔分區依據,對不同翼面的制孔部位進行分區。每區首末端各設置一個孔位為參考點以適應梁、肋的軸線裝配偏差,翼面上每300 mm左右設置1個預連接孔以實現制孔零件夾層的緊密貼合。參考孔與預連接孔的孔徑應小于終孔1 mm以上。離線編程時,按此原則定義參考孔和預連接孔定義文件。根據參考孔定義文件,人工制作參考孔;制參考孔時要根據梁、肋的裝配位置合理控制孔邊距;編輯并修改參考孔定義文件,以符合現場實際裝配關系。根據預連接孔定義文件,制預連接孔并用緊固件在預連接孔位將制孔零件緊密連接;編輯并修改參考孔定義文件,以符合現場實際裝配關系。
1.4 基準孔孔位測量
依據離線編程生成的基準孔測量程序,通過程序運行,利用末端執行器上的相機找正模塊,即可以排到基準釘的坐標值,從而保存在數控系統中,用于與理論值進行對比和修正。
1.5 孔位修正
可選擇程序修正功能,根據參考孔測量報告文件和預連孔定義文件進行孔位統一修正,形成新的制孔程序并在修正過的文件中加注相應標志。如果參考孔、預連接孔的實際選取與離線編程有區別,則需根據參考孔測量報告文件和預連接孔定義文件,以原始的區塊制孔程序,重新標記自動參考孔、預連接孔制孔程序。
1.6 自動化標記制孔孔位
以標記模式運行制孔程序,載入參考孔測量報告文件(有自動載入/人工載入兩種模式)。對于相應的制孔區域,制孔控制系統首先檢查是否有合適的參考孔測量信息,如缺少參考孔測量信息,系統會提示用戶去測量參考孔或載入參考孔測量報告文件或放棄孔位修正繼續操作。如果有合適的參考孔測量信息,系統會根據參考孔測量信息建立孔位修正模型,然后進行孔位標記操作(包括終端執行器定位、法向測量和自動調整、孔位標記等操作)。機器人對終端執行器定位時,會根據孔位修正模型逐點修正制孔孔位。完成修正后,自動生成修正過的制孔程序。完成孔位標記后,應檢查孔位布置情況并提出孔位修正建議,并根據建議修改編輯參考孔定義文件,重新進行孔位標記。
1.7 自動化制孔
以制孔模式運行經過孔位修正的制孔程序,制孔控制系統將逐孔指揮機器人及終端執行器完成自動換刀、終端執行器定位、法向測量、自動調整、旋轉主軸、壓腳壓緊、分階段進給、窩深控制及快速退刀等操作完成制孔任務。
2 自動制孔設備設計
2.1 工業機器人
工業機器人具有六關節六個自由度,能在其可達空間內將制孔終端執行器定位到任意空間位置,并調整制孔終端執行器的空間姿態。根據產品特點對制孔空間適應性、工作范圍及制孔所需有效載荷等要求,選用德國KUKA公司的KR360-3 L280-3型工業機器人。
KR360-3L280-3型機器人是KUKA公司的一款重載、高精工業機器人,主要用于重載堆垛、焊接、機械加工等工業領域。機器人系統包括機器人硬件、控制器及控制軟件、手持式人機界面三個部分。其性能參數見表1。
KUKA KR360-3L280-3型機器人為6旋轉關節串聯機器人,通過6個關節的伺服運動,可以精確實現其末端的三維空間定位及空間運動軌跡。它由機器人底座、機械臂、手腕、末端法蘭、平衡裝置組成(圖1)。
2.2 末端執行器
末端執行器是自動制孔設備的核心部件,是加工精度、可靠性的保證。末端執行器包含了制孔主軸、法向測量裝置、壓緊裝置、相機找正單元,同時集成了吸塵裝置以提高產品加工質量。具備制孔、锪窩、孔徑、窩徑檢測等功能。本文設計的自動制孔系統,孔徑精度達到H9,窩深可以達到±0.05 mm以內。能夠實現200~5 000 r/min的自動制孔轉速。
3 自動制孔設備應用
3.1 應用于活動翼面的制孔方案
活動翼面的制孔區域主要集中在蒙皮部分,包含了上下翼面與前后梁、肋等的骨架部分的連接。用圖2說明其自動化制孔布局方案,梁、肋和接頭的定位工裝基本上不變,要求工裝調整水平并且與車間地面固定連接,增加移動式自動化制孔設備。
選用Kuka重載精密工業機器人(KR360L280-3)在進行規劃布局時,保證機器人活動范圍能夠覆蓋壁板上的制孔區域,采用兩臺相互獨立且順次工作的機器人制孔系統,1臺機器人可以在6個不同位置定位,完成自動化制孔。
3.2 實現活動翼面自動化制孔的車間布局
通過自動制孔單元布局,結合車間空間以及多個活動翼面的制孔需求,通過在車間統一規劃,配備能源與電氣接口,根據生產節拍以及產品數量,規劃整個車間布局。為了保證制孔效率,建議至少配置2臺移動式自動化制孔設備,設備在車間地面相對固定。設備和工裝布局也可以由甲方根據車間使用情況自行定義,只要考慮到設備移動和相對定位的要求即可。
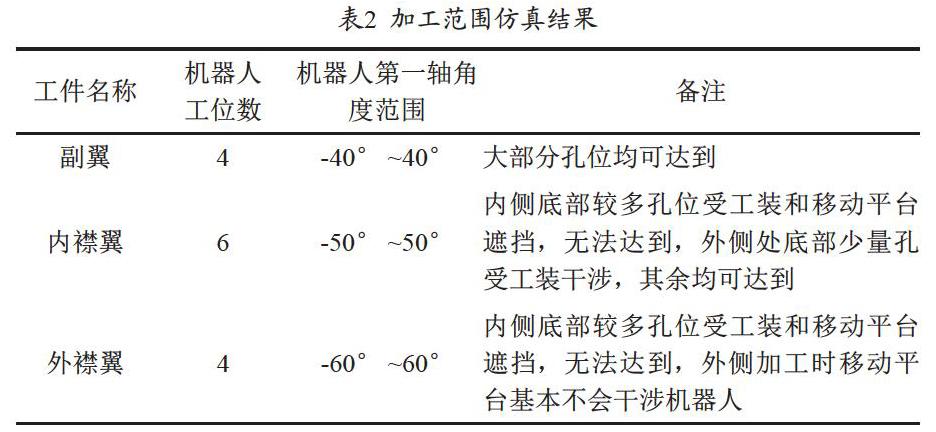
3.3 加工范圍仿真
通過Delmia的仿真分析,對14個活動翼面產品制孔,機器人加工范圍總結見表2,內主襟翼及外主襟翼的加工時,有較多孔位不能完成,其余工件制孔率均較高。
4 結論
目前該方案已經應用于某機型活動翼面的自動制孔,其加工質量和穩定性相對于人工制孔得到了大幅度提高,可以提高制孔效率50%,降低產品缺陷90%以上。通過應用,深入掌握了面向自動制孔的工藝裝備設計、工藝流程規劃、自動化加工過程控制、自動化仿真等技術。面對目前國內裝配技術還是主要靠人工的現狀,本文研究的制孔技術不僅能夠用于國內大型飛機活動翼面的自動制孔技術,還縮短了與國外技術的差距,具有重要的戰略意義。
參考文獻
[1] 羅群,黃敏,楊超.自動制孔接觸式法向調平結構應用試驗研究[J].航空制造技術,2018,61(20):69-77.
[2] 劉順濤,陳雪梅,郭喜鋒,等.飛機蒙皮自動制孔工藝設計研究[J].制造業自動化,2017(4):87-90.
[3] 陳海峰,李海偉,徐戩,等.自動制孔設備在某飛機尾翼裝配中的應用研究[J].航空制造技術,2015(10):68-72.
[4] 劉軍.機器人自動制孔技術在飛機裝配中的應用[J].航空制造技術,2014(17):104-107.
[5] 卜泳,許國康,肖慶東.飛機結構件的自動化精密制孔技術[J].航空制造技術,2009(24):61-64.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29