注射模硫化成型工藝在軌道減震器制備中的應用
2021-07-19 12:57:44邱立言吳志峰謝彥飛逯祥洲
橡膠工業 2021年4期
侯 明,邱立言,吳志峰,周 丹,謝彥飛,逯祥洲
(株洲時代新材料科技股份有限公司,湖南 株洲 412007)
為降低軌道交通的震動和噪聲,20世紀70年代德國設計制造了具有金屬-橡膠復合結構的“科隆蛋”軌道減震器。由于橡膠在很寬的溫度范圍內具有獨特的粘彈行為,不僅可以像鋼彈簧一樣通過彈性變形來吸收和儲存沖擊能,還能通過分子鏈相對運動來消耗大量能量[1]。因此,軌道減震器具有隔震效果好、疲勞壽命長等優點,是目前國內外應用最廣泛的軌道減震降噪裝置[2]。
橡膠的注射模硫化成型工藝具有下料精確度高、操作時間短、硫化速度快等特點,可以大幅減少人力成本,提高企業經濟效益;通過注射機射出的膠料密度較大,硬度、拉伸強度和拉斷伸長率有所提高,拉斷永久變形較小,對橡膠制品性能的提高有積極作用[3-15]。
本工作選取一種由金屬頂板、金屬底板和橡膠組成的軌道減震器產品(見圖1),探索與傳統高壓模硫化成型工藝相比,注射模硫化成型工藝在產品生產中的優勢,以期為后續相關工作的開展提供參考。

圖1 軌道減震器Fig.1 The baseplate
1 實驗
1.1 主要原材料
混煉膠(以天然橡膠為主體材料)、金屬底板和金屬頂板(球墨鑄鐵QT450),株洲時代新材料科技股份有限公司自制;開姆洛克底膠CH205和面膠CH6108,洛德化學(上海)有限公司產品。
1.2 主要設備和儀器
Q378型吊掛式拋丸機,江蘇徐州永昌機械有限公司產品;600 t平板硫化機,無錫陽明橡膠機械有限公司產品;600 t注射硫化機,德國Desma公司產品;PT134B-123T-M14-305/460-Pt100型壓力傳感器,上海朝輝壓力儀器有限公司產品;CSS-55100型電子萬能試驗機,長春試驗機研究所有限公司產品;JYC-021型十二通道疲勞試驗機,北京富力通達科技有限公司產品。
1.3 工藝方法
1.3.1 金屬板材前處理工藝
該軌道減震器的金屬底板和頂板前處理工藝路線為:噴砂→除塵→涂膠。
1.3.2 硫化成型工藝
(1)注射模硫化成型工藝。選用600 t注射硫化機,將底板和頂板裝入模具后合模,將混煉膠通過注射硫化機注入型腔。生產過程中,螺桿溫度設定為80 ℃,硫化(模具)溫度為上平板(170±5)℃、下平板(170±5) ℃,硫化時間將依據仿真分析結果確定,硫化壓力為15 MPa。
(2)高壓模硫化成型工藝。選用600 t平板硫化機,將底板和頂板裝入模具后,將混煉膠投入注膠筒并壓入型腔中,合模硫化。生產過程中,硫化(模具)溫度為上平板(170±5) ℃、下平板(170±5) ℃,硫化時間將依據仿真分析結果確定,硫化壓力為15 MPa。
兩種模具結構如圖2和3所示。

圖2 注射模結構示意Fig.2 Structure of injection mold

圖3 高壓模結構示意Fig.3 Structure of high pressure mold
1.4 性能測試
(1)垂向靜剛度。垂向加載70 kN,分別計算(15~30)和(30~70) kN的靜剛度K1和K2以及K2與K1的比值。技術要求:K18~10 kN·mm-1,K2>2K1。
(2)動靜剛度比。垂向保載18 kN,振幅±0.5 mm,循環1 300次,頻率10 Hz,記錄最后100次循環的載荷位移數據,計算載荷波峰波谷時對應的剛度值和動靜剛度比。技術要求:動靜剛度比≤1.25。
(3)疲勞性能。垂向加載(5~30) kN,橫向加載(10~20) kN,頻率(4±1) Hz,循環300萬次觀察試樣狀態。疲勞試驗后,重新按照(1)和(2)中的試驗方法測試垂向靜剛度、垂向動剛度和動靜剛度比。
2 結果與討論
2.1 注射模硫化成型工藝的硫化時間
本研究使用同一批次的混煉膠、金屬頂板和金屬底板。首先使用橡膠硫化仿真計算機軟件Sigmasoft對注射模硫化成型工藝及高壓模硫化成型工藝產品進行硫化程度仿真分析,分別得到硫化15,20和25 min的產品硫化程度分布情況,結果如表1和2所示。
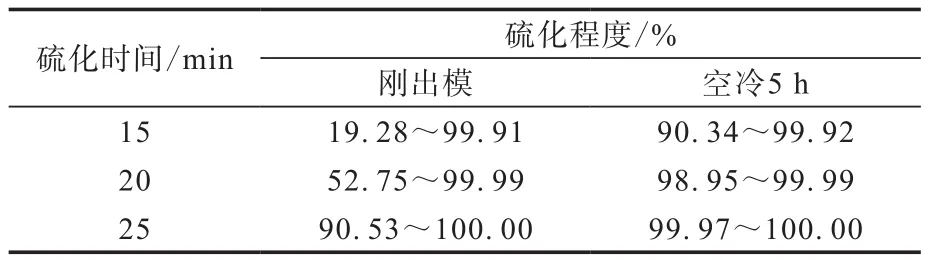
表1 注射模硫化成型工藝產品硫化程度與硫化時間的關系Tab.1 Relationship between vulcanization degree and vulcanization time of injection mold vulcanization process products
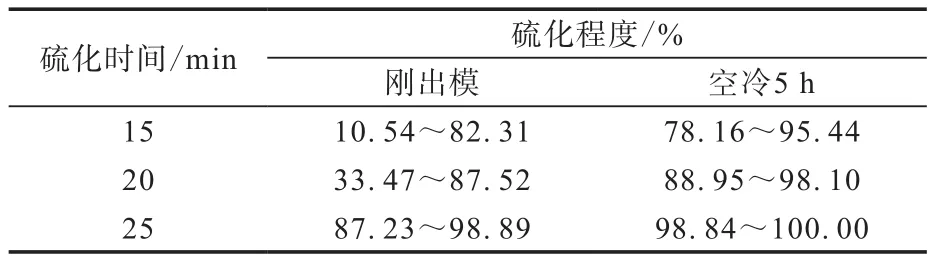
表2 高壓模硫化成型工藝產品硫化程度與硫化時間的關系Tab.2 Relationship between vulcanization degree and vulcanization time of high pressure mold vulcanization process products
一般來說,在Sigmasoft軟件中,硫化程度95%以上可認定為橡膠內部交聯網絡基本形成。由表1和2可以看出,使用高壓模硫化成型工藝的產品最佳硫化時間為25 min,使用注射模硫化成型工藝的產品最佳硫化時間為20 min。兩種硫化成型工藝產品的硫化程度分布如圖4所示。

圖4 不同硫化成型工藝產品的硫化程度分布Fig.4 Vulcanization degree distribution of different vulcanization process products
采用注射模硫化成型工藝可將產品的硫化時間縮短20%。這是由于一方面注射機螺桿的剪切作用使得膠料溫度升高,實測膠料射入型腔的溫度約為120 ℃,而采用高壓模硫化成型工藝時,膠料壓入型腔的溫度僅為80 ℃,膠料入腔溫度越高,硫化反應速度越快;另一方面,注射模具高度比高壓模具小,在相同的平板溫度下,注射模傳熱更快,模腔溫度升高速度也更快。因此采用注射模硫化成型工藝可以縮短硫化反應時間。
對注射模硫化產品和高壓模硫化產品進行本體橡膠取樣,測試其溶脹指數,結果如圖5所示。

圖5 不同硫化成型工藝下硫化時間對橡膠溶脹指數的影響Fig.5 Effect of vulcanization time on swelling index of rubber under different vulcanization processes
從圖5可以看出,使用注射模硫化成型工藝產品的最佳硫化時間為20 min,使用高壓模硫化成型工藝產品的最佳時間為25 min,且使用注射模硫化成型工藝的產品溶脹指數更小,即橡膠本體的硫化程度更高,這與Sigmasoft軟件的計算結果相同。
2.2 注射模硫化成型工藝的產品內壓
硫化時產品內壓對軌道減震器的質量影響很大。一般認為,在一定范圍內,產品內壓越大,橡膠與金屬骨架的粘合效果越好,即橡膠層越不容易從金屬骨架上脫離,越是有利于減少安全隱患。采用注射模硫化成型工藝和高壓模硫化成型工藝硫化軌道減震器,在硫化過程中加裝壓力傳感器以收集產品內壓變化情況,結果如圖6所示。

圖6 不同硫化成型過程中產品內壓變化Fig.6 Changes of internal pressure of products during different vulcanization processes
從圖6可以看出,膠料注入型腔并剛開始硫化時,產品內壓迅速升高,隨著硫化時間延長,硫化交聯網絡逐漸形成,產品內壓增長放緩,在硫化反應結束時,產品內壓基本趨于穩定。其中,使用注射模硫化成型工藝的產品內壓最高達到19.6 MPa,使用高壓模硫化成型工藝的產品內壓最高達到19.1 MPa,即采用注射模硫化成型工藝的產品內壓略高于采用高壓模硫化成型工藝的產品內壓。分析原因,這可能是由于注射模是先鎖模后注膠,因此在注膠時,硫化機通過模具有相當大的力作用在鐵件封膠位置,在注膠過程中,膠料不容易從封膠位置溢出,更利于保壓,因此產品內壓較高。
2.3 注射模硫化成型工藝的產品橡膠-金屬粘合強度
抽取采用注射模硫化成型工藝的產品和采用高壓模硫化成型工藝的產品進行破壞試驗,其破壞力和覆膠率如表3所示。

表3 不同硫化成型工藝的產品橡膠-金屬粘合強度Tab.3 Rubber-metal bonding strength of different vulcanization process products
從表3可以看出:采用兩種硫化成型工藝的產品覆膠率均為100%,即產品破壞為橡膠本體破壞,橡膠-金屬粘合強度良好;但采用注射模硫化成型工藝的產品破壞力較大。分析原因是由于采用注射模硫化成型工藝的產品橡膠更為致密、各處硫化程度較為均勻,因此在受到破壞時需要吸收較多的能量,表現為破壞力更大。
2.4 注射模硫化成型工藝的產品剛度
抽取采用注射模硫化成型工藝的產品和采用高壓模硫化成型工藝的產品進行性能測試,結果如表4和5所示。

表4 不同硫化成型工藝的產品垂向靜剛度Tab.4 Vertical static stiffness of different vulcanization process products
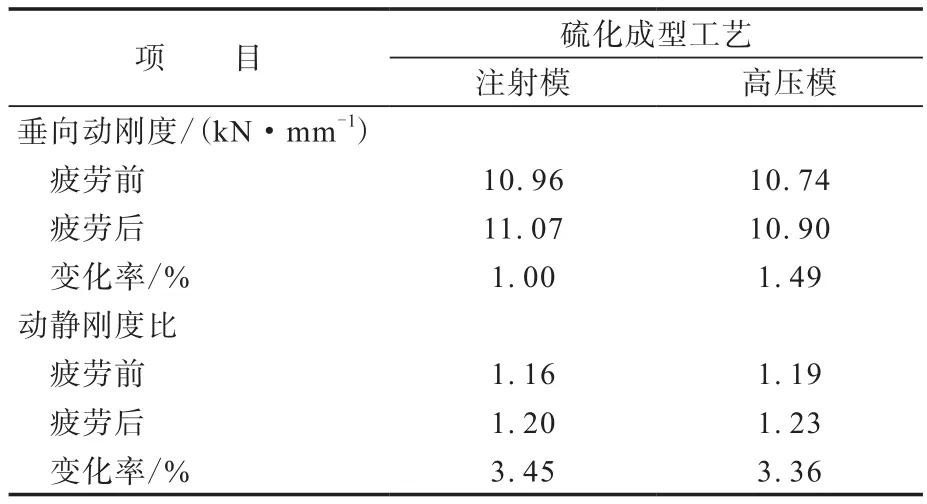
表5 不同硫化成型工藝的產品垂向動剛度和動靜剛度比Tab.5 Vertical dynamic stiffness and dynamic and static stiffness ratio of different vulcanization process products
從表4和5可以看出,使用注射模和高壓模硫化成型工藝的產品垂向靜剛度、垂向動剛度和動靜剛度比基本一致,即注射模硫化成型工藝的使用不會對產品性能造成影響。但是經疲勞試驗后,使用注射模硫化成型工藝的產品垂向靜剛度、垂向動剛度和動靜剛度比總體變化率較小。這同樣是由于采用注射模硫化成型工藝的產品各處硫化程度較為均勻,因此在進行疲勞測試時產品性能下降幅度較小。
3 結論
與傳統高壓模硫化成型工藝相比,注射模硫化成型工藝在軌道減震器生產中具有以下優點。
(1)采用注射模硫化成型工藝生產軌道減震器的硫化時間縮短了20%,生產效率提高。
(2)采用注射模硫化成型工藝生產軌道減震器內壓更高,硫化程度和橡膠-金屬粘合強度增大,產品受到破壞時需吸收更多能量,在使用過程中橡膠層不容易從金屬骨架上脫離而減少了安全隱患。
(3)采用注射模硫化成型工藝生產的軌道減震器垂向靜剛度、垂向動剛度和動靜剛度比滿足技術要求,且經過300萬次疲勞試驗后,產品垂向靜剛度、垂向動剛度及動靜剛度比變化較小,使用過程中產品性能更加穩定。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
