基于φ64 mm噴絲板熔體直紡167 dtex/288 f滌綸FDY生產工藝探討
2021-07-16 05:40:50陳廣宏
合成纖維工業 2021年3期
陳 廣 宏
(江蘇恒科新材料有限公司,江蘇 南通 226300)
隨著國內化纖產能的不斷擴大,常規纖維已不能滿足企業發展的需求,多孔超細旦纖維因其具有較高的附加值,已逐步成為差別化纖維市場的主打產品。167 dtex/288 f滌綸大有光多孔超細旦絲及其織物具有優良的手感、懸垂性和華麗的外觀,是具有高附加價值的紡織原料[1],廣泛應用于沙發套、床罩、地毯、墻飾、窗簾帷幕、玩具絨、服裝等家紡系列。目前采用φ85 mm噴絲板已經能夠穩定生產高品質的167 dtex/288 f大有光滌綸全拉伸絲(FDY),而采用φ64 mm噴絲板則主要是通過合股生產。為了節約成本,提高機臺的使用率,作者基于φ64 mm噴絲板熔體直紡試生產167 dtex/288 f大有光滌綸FDY,從噴絲板設計、紡絲工藝和拉伸工藝等方面探討了生產工藝條件對生產及產品質量的影響。
1 試驗
1.1 原料
聚酯熔體:特性黏數為(0.678±0.003)dL/g,端羧基含量為(29±3)mol/t,二甘醇質量分數為1.29%~1.32%,恒力石化股份有限公司生產;紡絲油劑:牌號為DELION HENLI-116,日本竹本油脂株式會社生產。
1.2 主要設備及儀器
Ati-Ⅱ614MR/24卷繞機:日本TMT公司制;YG086型縷紗測長機:溫州百恩儀器有限公司制;YG023B-Ⅲ 型全自動單紗強力機:常州紡織儀器廠制; USTER TESTER-5型條干測試儀:瑞士USTER公司制;MQ20核磁共振分析儀:德國BRUKER公司制;HWS28型恒溫水浴鍋:上海一恒科學儀器有限公司制。
1.3 生產工藝流程
使用φ64 mm噴絲板,通過熔體直紡生產167 dtex/288 f大有光滌綸FDY,生產工藝流程如圖1所示。

圖1 167 dtex/288 f滌綸FDY生產工藝流程Fig.1 Process flow of 167 dtex/288 f polyester FDY production
1.4 分析與測試
線密度:采用YG086型縷紗測長機測試,取樣300 m,通過天平稱重,計算線密度。
斷裂強度及斷裂伸長率:采用YG023B-Ⅲ 型全自動單紗強力機測試,通過預加(0.05±0.01)cN/dtex張力,用強力機對試樣進行拉伸、直至斷裂,測得斷裂強力和伸長值。
條干不勻率:測試時輸入相應的試驗參數后條干測試儀會自動進行測試。輸入的參數主要包括線密度、捻度、捻向、試驗速度等。
含油率:采用核磁共振分析儀測試纖維的含油率。先用已知含油量的標準試樣,測定對應的核磁共振信號強度,繪出定標曲線;然后取一定量未知試樣,測試其信號強度,并與標準曲線比較,確定被測試樣的含油量。
沸水收縮率:在縷紗測長機上繞取纖維試樣25 m,并預加(0.05±0.005)cN/dtex張力測其長度,放入100 ℃恒溫水浴鍋中煮30 min,取出晾干后再以同樣方法測其長度,計算2次測量長度差與第一次測量長度的比值即為試樣的沸水收縮率。
2 結果與討論
2.1 噴絲板的設計
噴絲板的合理設計是保證167 dtex/288 f大有光滌綸FDY在φ64 mm噴絲板上正常生產的關鍵。在φ85 mm噴絲板上排布288孔有足夠的空間排布微孔和孔間距,而在φ64 mm噴絲板上排布288孔不但要滿足噴絲孔的數量,還需綜合考慮剪切速率、噴頭拉伸比、熔體的膨化比、噴絲板背壓、環吹風冷卻等條件;同時必須保證噴絲孔孔間距及出絲后絲條在受環吹風冷卻的情況下絲與絲間不發生碰絲,還應盡可能減少外邊緣絲束與環吹風箱四周設備的碰撞。基于以上原則,本試驗設計的噴絲板孔徑為0.14 mm,孔間距為2.5 mm。φ85 mm與φ64 mm噴絲板微孔分布具體參數對比見表1。

表1 φ85 mm與φ64 mm噴絲板微孔分布參數Tab.1 Micropore distribution parameters of φ85 mm and φ64 mm spinnerets
在噴絲板直徑小、孔數多的情況下,要盡可能高效利用噴絲板面積布孔,同時要充分考慮環吹風的穿透性,以及在高速紡時絲條被帶走熱量的效果。從以往的經驗上看,一般在噴絲板中央留出空間,主要是考慮到環吹風從四周向中部吹風的特點,同心圓分布微孔的噴絲板有利于絲條冷卻均勻;若噴絲板設計不當則也會造成清板困難,黏板、注頭嚴重,大大延長清板作業難度,同時也給生產連續性造成不利影響,產品質量難以控制。因此,本試驗中φ64 mm噴絲板采用同心圓排布288微孔。
2.2 紡絲溫度
紡絲溫度直接影響紡絲穩定性及初生纖維物理機械性能。紡絲溫度的選擇應考慮熔體黏度、相對分子質量分布及產品線密度等[2],以保證熔體的均勻性和良好的流動性能。因試驗使用的無砂組件本身容積較小,腔體無法蓄存較多的熱量,故紡絲溫度設定應適當高點;但紡絲溫度過高,會加劇熔體降解,生產過程中易產生飄絲、斷絲;紡絲溫度過低,會因熔體流動黏度太高而使熔體在噴絲板孔中剪切應力增大,造成熔體破裂,可紡性變差[3]。從表2可知,綜合考慮生產滿卷率及產品質量,合適的紡絲溫度為288~290 ℃ 。
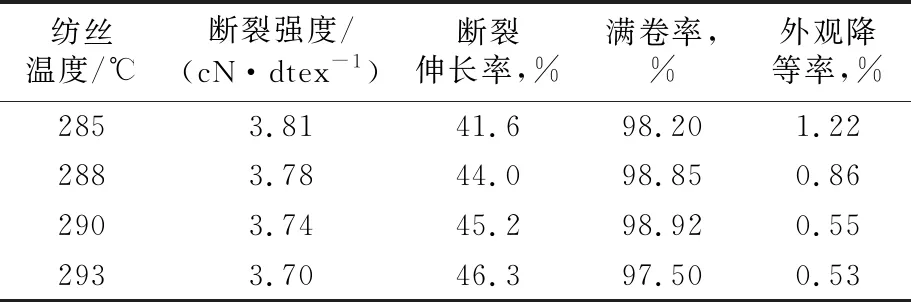
表2 紡絲溫度對生產工況及產品質量的影響Tab.2 Effect of spinning temperature on production situation and product quality
2.3 底部加熱器溫度
底部加熱器的作用主要是對噴絲板周圍進行溫度補償,使絲條達到緩慢冷卻,以保證良好的紡絲工況和產品質量。底部加熱器溫度的設定一般考慮單絲和復絲線密度及整體冷卻效果,通常為270~320 ℃。底部加熱器溫度對生產工況及產品質量的影響見表3。

表3 底部加熱器溫度對生產工況及產品質量的影響Tab.3 Effect of bottom heater temperature on production situation and product quality
底部加熱器溫度低于240 ℃時基本無加熱效果;當溫度高于300 ℃時,停紡之后重新開紡較為困難,容易出現滴絲現象,現場鏟板困難;當溫度高于320 ℃ 時,熔體發生裂解,熔體質量不均勻,在噴絲孔內發生切力變稀,使得紡絲條件惡化,從而產生飄絲、斷頭[4]。從表3可知,綜合考慮各方面因素,底部加熱器溫度控制在(290±2)℃ ,生產工況及產品質量較好。
2.4 冷卻工藝條件
冷卻工藝條件影響到纖維的條干不勻率、染色均勻性,以及毛絲率、斷絲率等指標,這些對后道織造加工及織物風格都有著重要影響。冷卻工藝條件的控制主要包括無風區高度、環吹風速度等。
無風區是指從噴絲板到環吹風冷卻上端的距離。在滌綸長絲生產中,熔體經噴絲板擠出后,在環吹風的強制冷卻下固化成形,形成具有一定結晶取向的初生纖維。無風區高度的選擇一般結合考慮產品物理性能、線密度等,根據生產經驗,通常選擇無風區高度為55 mm,通過試驗發現,調整無風區高度為35~45 mm,生產工況更好。
對于生產167 dtex/288 f大有光滌綸FDY,環吹風的冷卻效果對斷絲率的影響尤為明顯,主要原因是生產初期環吹風整體風量不足,環吹風速度最高僅2.40~2.50 m/s,難以帶走絲條多余的熱量,進而影響初生纖維的冷卻成形;試驗中通過改進環吹風過濾系統,環吹風速度可達2.70~2.90 m/s,完全達到了生產工藝要求,生產狀況得到明顯改善。
2.5 卷繞拉伸工藝
在紡絲過程中,隨著卷繞速度增加,卷繞張力升高,卷繞絲沸水收縮率增大,但卷繞張力過大會影響可紡性[5]。對于FDY產品,卷繞速度一般由剪切速率來確定,根據經驗,剪切速率控制在11 000 s-1左右時,對應的卷繞速度3 600~3 900 m/min,生產狀況較好。從表4可以看出,在167 dtex/288 f大有光滌綸FDY生產中,卷繞速度為3 800 m/min時,生產狀況及產品質量較好。

表4 卷繞速度對生產工況及產品質量的影響Tab.4 Effect of winding speed on production situation and product quality
拉伸是初生纖維超分子結構發生改變并趨于完善的過程。在167 dtex/288 f大有光滌綸FDY生產中,拉伸工藝主要指第二熱輥(GR2)和第一熱輥(GR1)的速度之比即拉伸倍數[6]。試驗過程中發現,當拉伸倍數高于1.50時,產品毛絲數量顯著增加;當拉伸倍數小于1.30時,產品物理機械性能錠間差異較大,主要表現在同紡位纖維張力、斷裂強度、10%強力差異較大。這是由于167 dtex/288 f大有光滌綸FDY單絲線密度較小,拉伸倍數過大容易導致拉伸過程中產生拉毛、拉斷現象,從而影響產品品質;拉伸倍數過小則會導致纖維拉伸不勻,從而產生纖維物理機械性能錠間差異大的現象。從表5可知,選擇拉伸倍數在1.40~1.48,生產工況及產品質量較好。

表5 拉伸倍數對生產工況及產品質量的影響Tab.5 Effect of draw ratio on production situation and product quality
2.6 產品質量
通過生產工藝條件的優化試驗,采用φ64 mm噴絲板生產167 dtex/288 f大有光滌綸FDY,較佳工藝參數見表6。在此工藝條件下,生產167 dtex/288 f大有光滌綸FDY滿卷率達到98.5%以上,外觀降等率保持在0.5%左右,產品各項質量指標達到GB/T 8960—2015《滌綸牽伸絲》[7]規定的優等品標準,產品物理性能指標見表7。
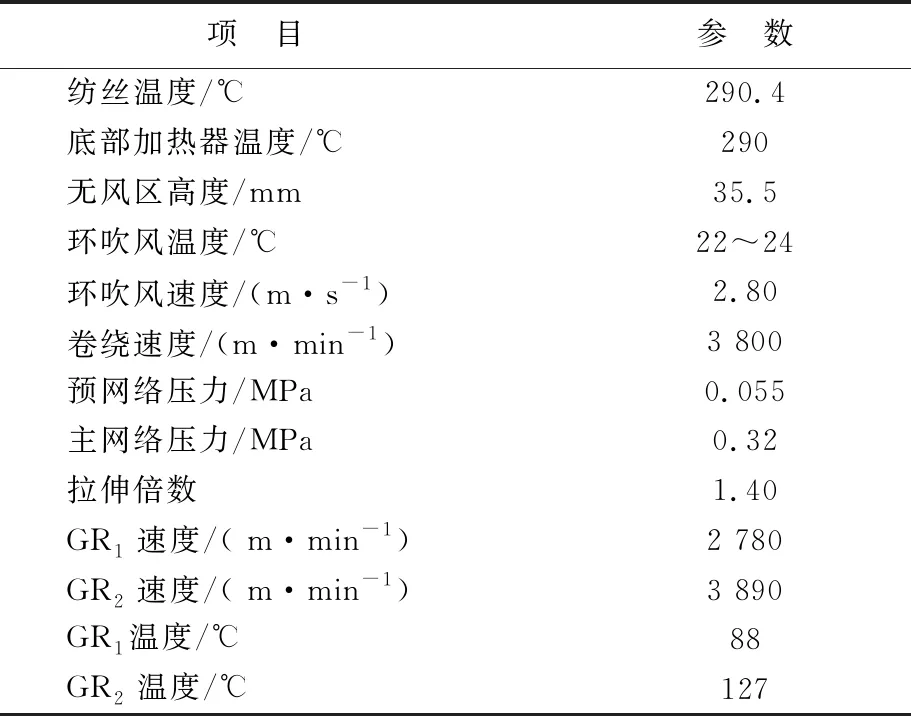
表6 167 dtex/288 f大有光滌綸FDY主要生產工藝參數Tab.6 Process parameters of 167 dtex/288 f bright polyester FDY

表7 167 dtex/288 f大有光滌綸FDY主要質量指標Tab.7 Quality index of 167 dtex/288 f bright polyester FDY
3 結論
a.使用φ64 mm噴絲板熔體直紡生產167 dtex/288 f大有光滌綸FDY,選擇噴絲孔孔徑0.14 mm、孔間距2.5 mm,在φ64 mm噴絲板上同心圓排布288微孔,生產工況和產品品質良好。
b.通過對生產工藝的優化,得出較佳的主要工藝參數為:紡絲溫度290.4 ℃、底部加熱器溫度290 ℃、無風區高度35.5 mm、環吹風速度2.80 m/s、卷繞速度3 800 m/min、拉伸倍數1.40。
c.在較佳工藝條件下生產167 dtex/288 f大有光滌綸FDY,FDY的線密度為167.1 dtex,斷裂強度達3.74 cN/dtex,斷裂伸長率為45.2%,條干不勻率為0.91%,沸水收縮率為6.1%,產品滿卷率達到98.5%以上,外觀降等率保持在0.5%左右,產品質量指標達到GB/T 8960—2015《滌綸牽伸絲》規定的優等品標準。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
質量技術監督研究(2018年1期)2018-03-26 08:04:36
中國軍轉民(2017年6期)2018-01-31 02:22:28
新農業(2016年20期)2016-08-16 11:56:22
工業設計(2016年8期)2016-04-16 02:43:39
現代鹽化工(2015年1期)2015-02-06 01:49:42
汽車零部件(2014年11期)2014-09-18 11:57:16