薄帶連鑄亞快速凝固過程熱模擬技術(shù)開發(fā)
2021-07-16 13:56:48吳建春支衛(wèi)軍
寶鋼技術(shù) 2021年3期
關(guān)鍵詞:界面
吳建春,方 園,支衛(wèi)軍
(1.寶山鋼鐵股份有限公司中央研究院,上海 201999; 2.上海薄帶連鑄連軋工程技術(shù)研究中心,上海 201999)
1 背景
薄帶連鑄是當(dāng)今冶金界公認(rèn)的前沿性短流程技術(shù),如圖1所示。鋼水通過大包、長(zhǎng)水口、中間包以及布流裝置直接澆注到一個(gè)由兩個(gè)相對(duì)轉(zhuǎn)動(dòng)并能夠快速冷卻的結(jié)晶輥和側(cè)封裝置圍成的熔池中,鋼水在結(jié)晶輥旋轉(zhuǎn)的周向表面凝固成殼并逐漸生長(zhǎng),進(jìn)而在兩結(jié)晶輥輥縫最小處(nip點(diǎn))形成1.6~2.5 mm厚的鑄帶,鑄帶經(jīng)由導(dǎo)板導(dǎo)向被夾送輥送入軋機(jī)中,經(jīng)一道次熱軋生產(chǎn)出0.8~2.0 mm厚的超薄熱軋帶鋼,整條產(chǎn)線長(zhǎng)度僅50 m左右。與傳統(tǒng)工藝相比,它將傳統(tǒng)連鑄和熱連軋工藝過程結(jié)合在一起,因此,該工藝具有成本低、流程短、投資少、綠色化、節(jié)能環(huán)保等優(yōu)點(diǎn)。但是,由于薄帶連鑄特有的亞快速非平衡凝固、高拉速和強(qiáng)制冷卻等特點(diǎn),在薄帶連鑄工業(yè)化產(chǎn)線上每更換一個(gè)新鋼種,連鑄薄帶往往出現(xiàn)鋼水可澆鑄性差、成帶困難、表面裂紋等問題,從而限制了工業(yè)化產(chǎn)線品種拓展。若在鋼水量動(dòng)輒上百噸的工業(yè)化產(chǎn)線上反復(fù)地進(jìn)行新產(chǎn)品工藝參數(shù)試驗(yàn),會(huì)大大增加研發(fā)試驗(yàn)成本,也降低了研發(fā)效率。因此,開發(fā)行之有效的針對(duì)薄帶連鑄亞快速凝固工藝過程研究的試驗(yàn)室熱模擬研發(fā)手段,成為該技術(shù)理論、實(shí)踐快速發(fā)展急需解決的問題。
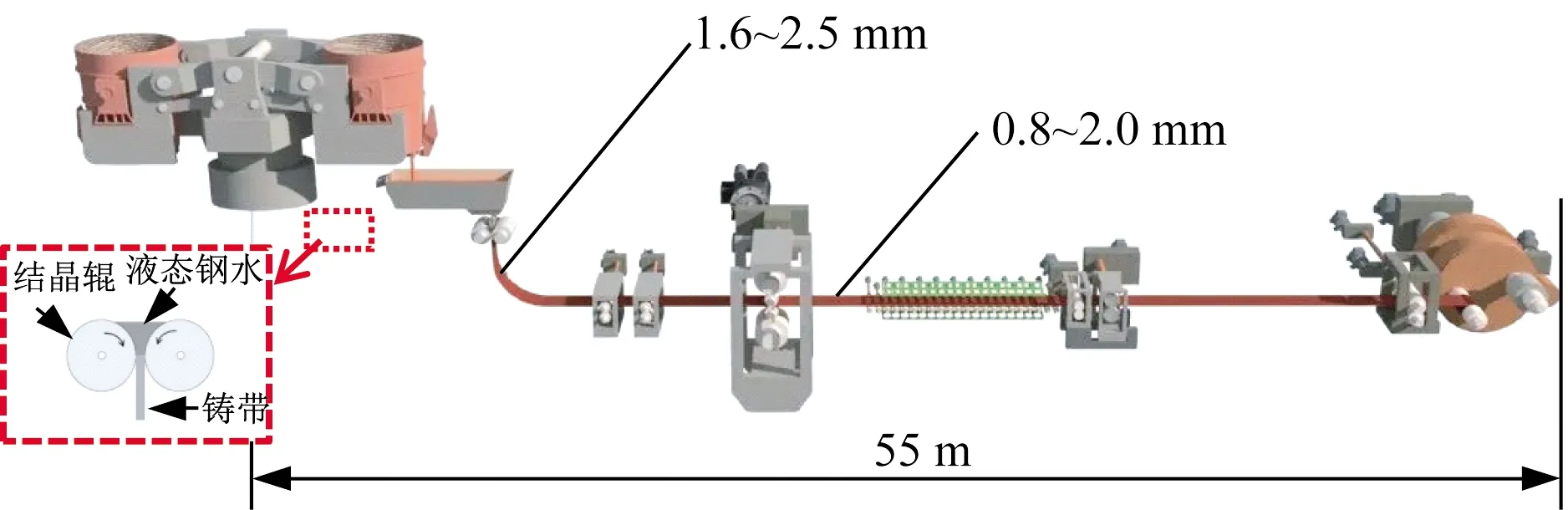
圖1 薄帶連鑄工藝過程示意圖
如上所述,薄帶連鑄亞快速凝固工藝過程研究手段的不足,制約了人們對(duì)薄帶連鑄工藝過程、凝固機(jī)理的深入認(rèn)識(shí)和該技術(shù)的發(fā)展。薄帶連鑄的凝固過程是亞快速非平衡過程,界面?zhèn)鳠岢跏寄虝r(shí)間極短,理論研究十分困難。金屬熔體高溫不透明的特點(diǎn)使其摸不著、看不見,加上連續(xù)化大規(guī)模的冶金工業(yè)特征,鑄帶亞快速凝固過程、液—固界面?zhèn)鳠岬脑囼?yàn)研究一直是國(guó)際難題,至今沒有理想的解決方案,導(dǎo)致生產(chǎn)工藝優(yōu)化、質(zhì)量控制和新材料工藝開發(fā)帶有很大盲目性,造成時(shí)間和金錢的巨大浪費(fèi),嚴(yán)重制約薄帶連鑄新技術(shù)的發(fā)展。
2 國(guó)內(nèi)外研究現(xiàn)狀
國(guó)內(nèi)外對(duì)薄帶連鑄亞快速凝固過程及界面?zhèn)鳠岬幕A(chǔ)研究,試驗(yàn)方法多種多樣。比如澳大利亞BHP和迪肯(Deakin)大學(xué)合作采用的斜插法來研究鋼水與銅模基體的界面?zhèn)鳠醄1-2],如圖2所示。它的特點(diǎn)是鋼水與銅模表面是單面凝固,銅模內(nèi)部距表面不同位置深埋兩根熱電偶用于測(cè)定界面熱流變化;缺點(diǎn)是無法得到規(guī)則的亞快速凝固樣品。美國(guó)卡耐基梅隆大學(xué)最早采用熔滴法研究鋼液與銅模基體的界面?zhèn)鳠醄3-4],如圖3所示。2009年,中南大學(xué)開啟了一系列與熔滴法相關(guān)的界面?zhèn)鳠峄A(chǔ)研究工作,并取得了很多成果[5-7]。它的特點(diǎn)是將熔化后的金屬熔滴(僅數(shù)克)滴落到銅模基體上,銅模基體內(nèi)不同深度預(yù)埋熱電偶采集溫度變化,用于測(cè)定界面熱流;缺點(diǎn)是得到的樣品太小,無法獲取規(guī)則的亞快速凝固樣品。
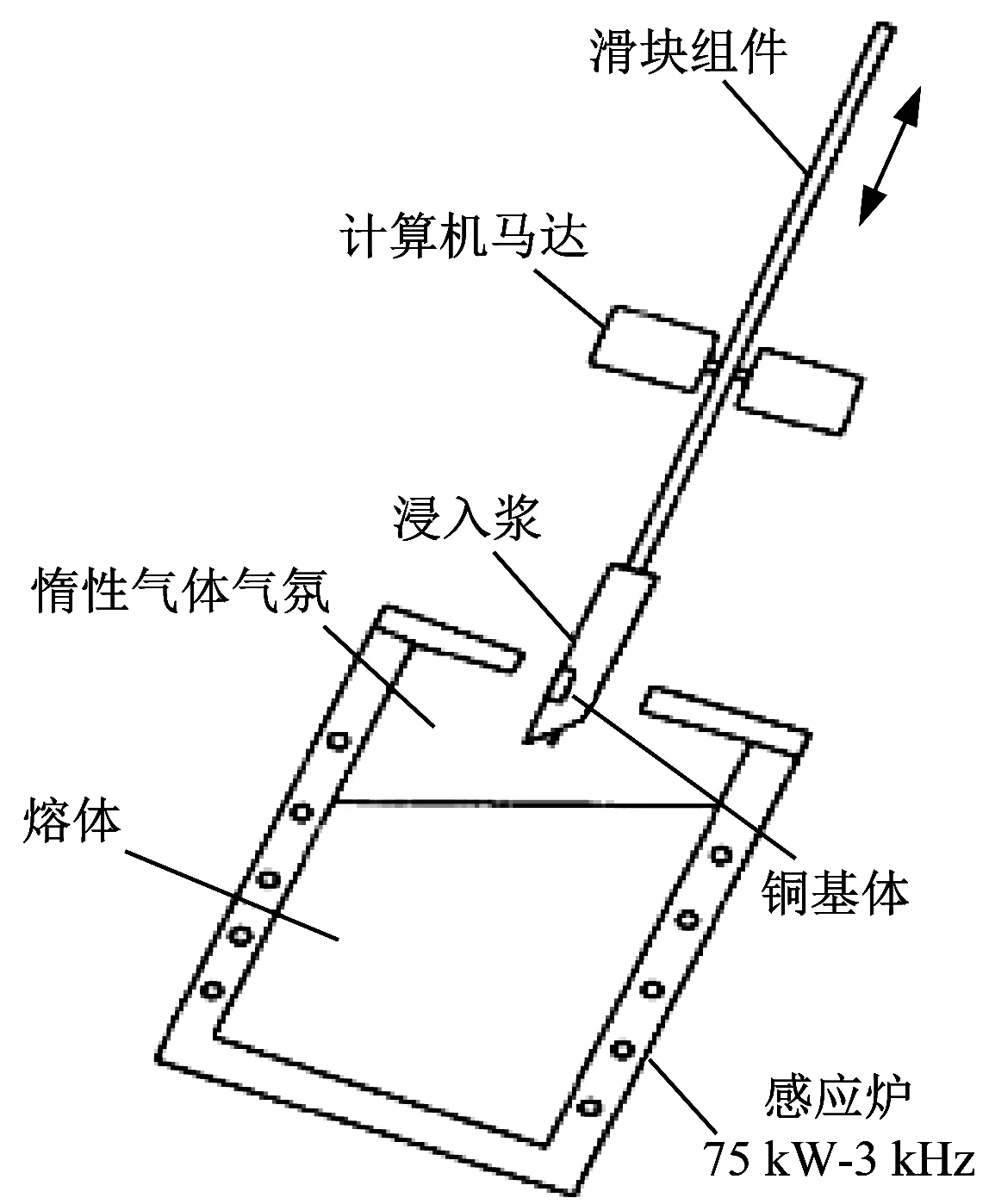
圖2 BHP和迪肯大學(xué)合作采用的斜插法
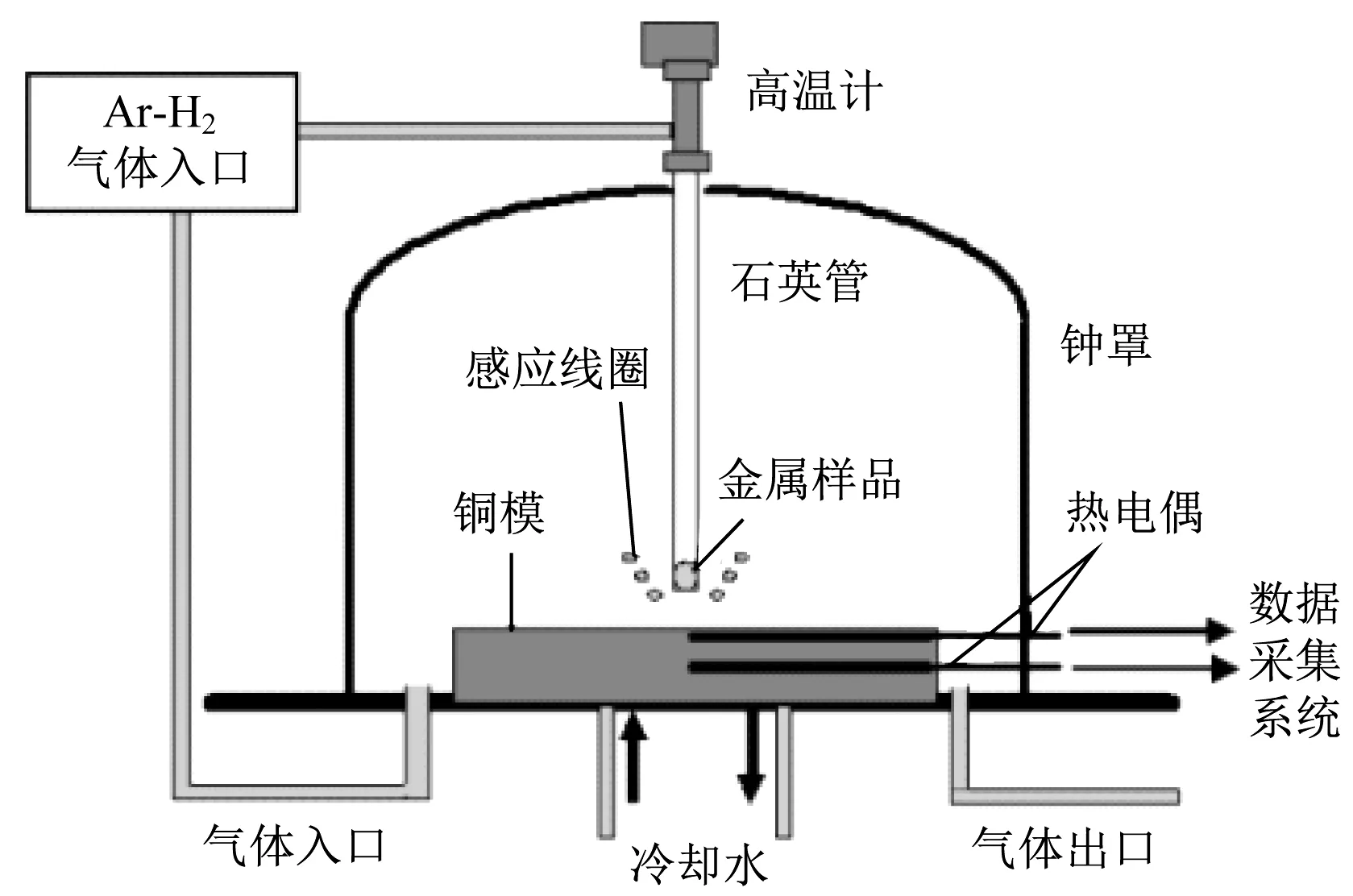
圖3 卡耐基梅隆大學(xué)和中南大學(xué)采用的熔滴法
TAVARES等[8]在試驗(yàn)室制作微型雙輥薄帶連鑄機(jī)進(jìn)行界面?zhèn)鳠峄A(chǔ)研究工作,如圖4所示。它的特點(diǎn)是外形跟薄帶連鑄工業(yè)化機(jī)組的雙輥鑄機(jī)相似,通過在結(jié)晶輥內(nèi)部預(yù)埋熱電偶獲取結(jié)晶輥溫度變化來考察鋼水與結(jié)晶輥基體的界面?zhèn)鳠?可以得到一段規(guī)則的亞快速凝固鑄帶樣品;缺點(diǎn)是鋼水進(jìn)入熔池充型需要較長(zhǎng)時(shí)間,很難得到鋼水與結(jié)晶輥接觸初始凝固時(shí)的有效數(shù)據(jù)。GUTHRIE等[9]采用平鑄式可移動(dòng)銅模研究鋼水與銅模基體之間的界面?zhèn)鳠?如圖5所示。它的特點(diǎn)是水平放置的銅模基體可通過氣缸實(shí)現(xiàn)水平移動(dòng),在移動(dòng)的過程中,熔融的鋼液澆鑄到銅模上得到亞快速凝固樣品,同時(shí)銅模內(nèi)部預(yù)埋熱電偶獲取銅模溫度變化,用于測(cè)定界面熱流,缺點(diǎn)是單面凝固,無法得到形狀規(guī)則、表面光滑的亞快速凝固樣品。
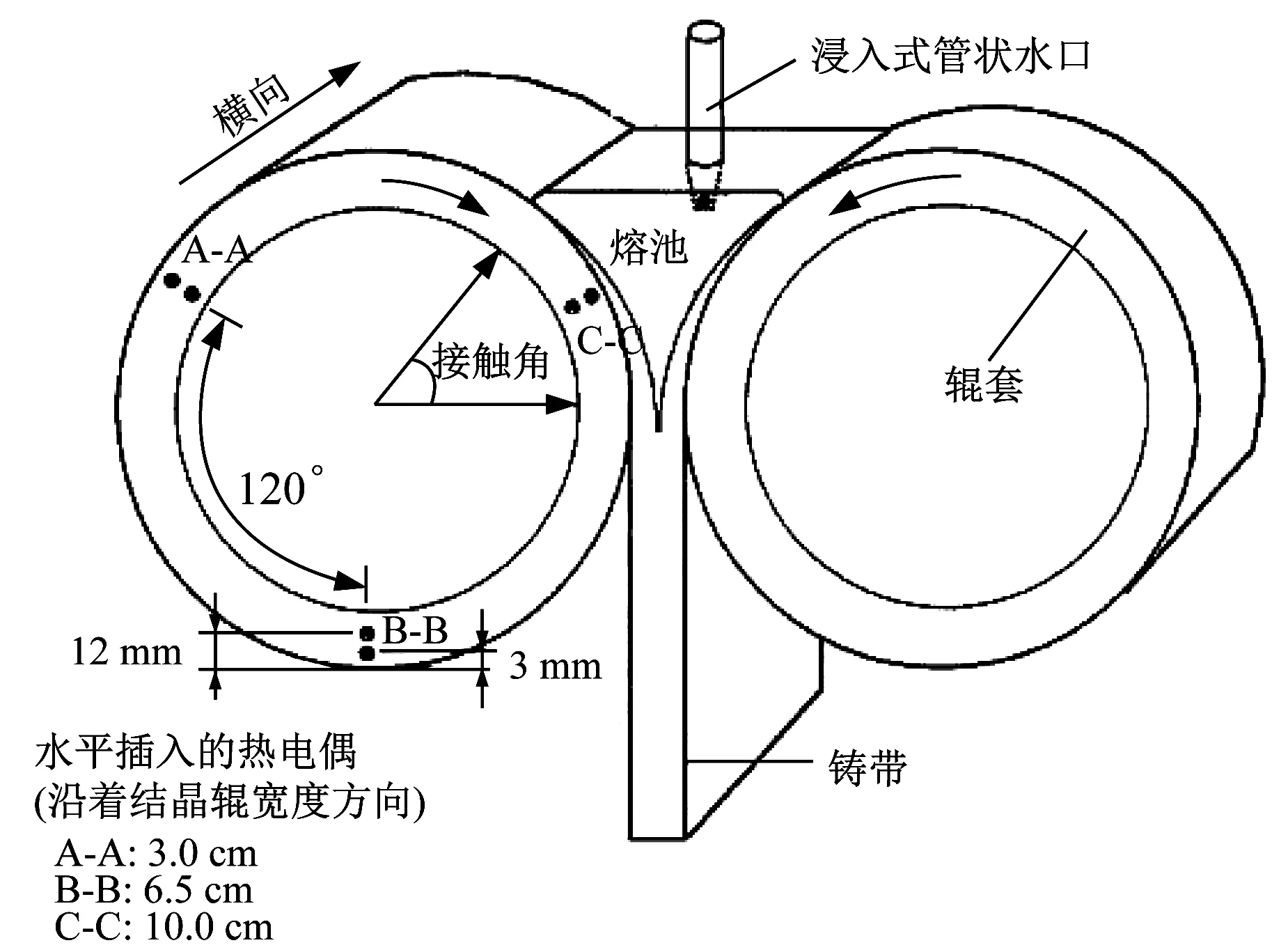
圖4 TAVARES等試驗(yàn)示意圖
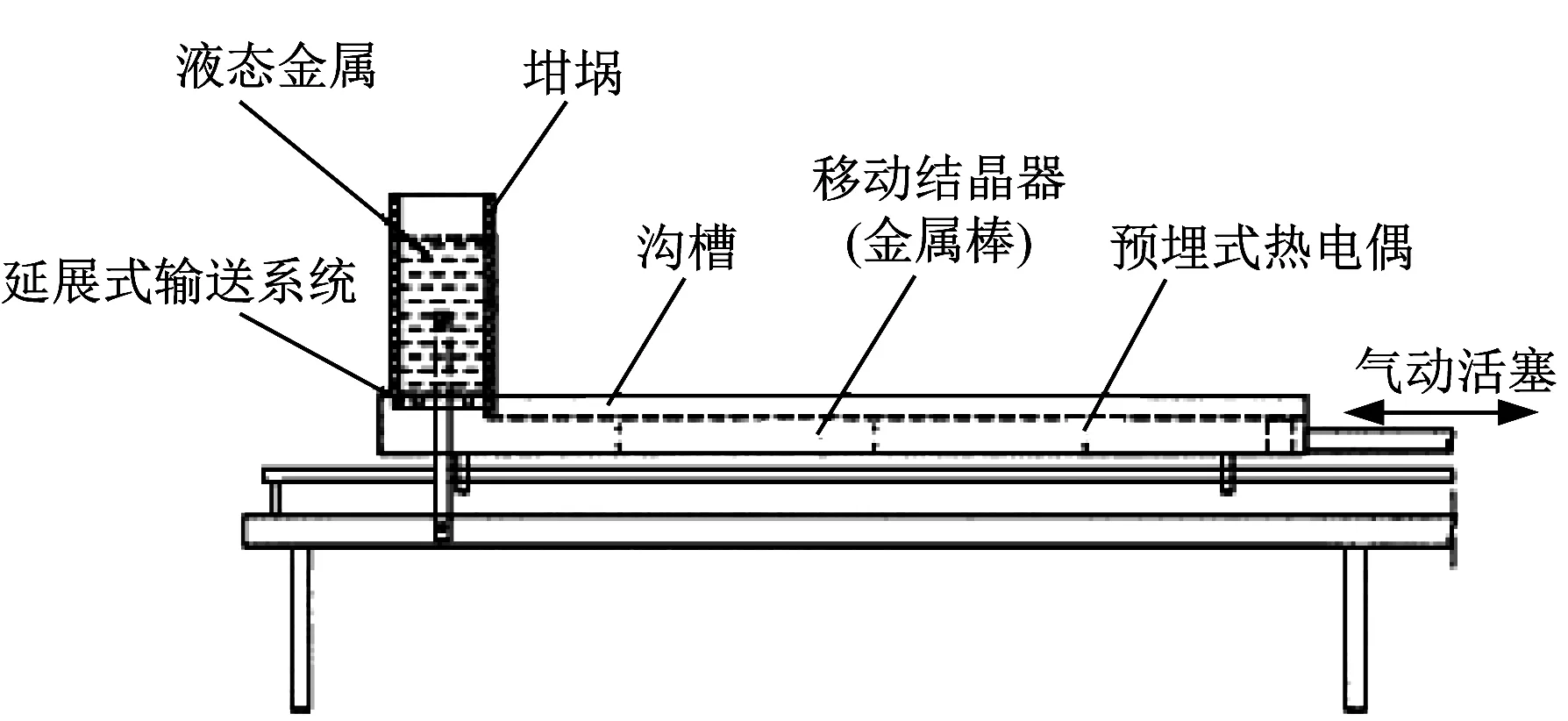
圖5 GUTHRIE等試驗(yàn)示意圖
WANG G X等[10]將熔融鋼水澆鑄到斜坡式銅基板上考察鋼水與銅基體之間的界面?zhèn)鳠?如圖6所示。它的特點(diǎn)是銅基板的傾斜角度可調(diào),銅基板的表面形貌和粗糙度可變;缺點(diǎn)是單面凝固,無法得到形狀規(guī)則、兩面表面光滑的亞快速凝固樣品。中科院沈陽(yáng)金屬所的楊院生等[11]采用對(duì)接式銅模上方通過電極—電弧加熱鋼樣熔化后吸鑄到對(duì)接銅模的輥縫中,如圖7所示,得到一定厚度的亞快速凝固鑄帶樣品。該方法缺點(diǎn)是無法測(cè)定界面?zhèn)鳠釡囟葦?shù)據(jù),同時(shí)通過電極—電弧加熱的鋼液熔化的鋼水量有限,且熔化有先后,很難同時(shí)熔化進(jìn)入輥縫形成規(guī)則的亞快速凝固樣品。
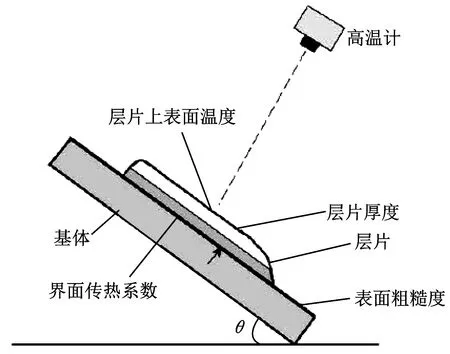
圖6 WANG G X等試驗(yàn)示意圖
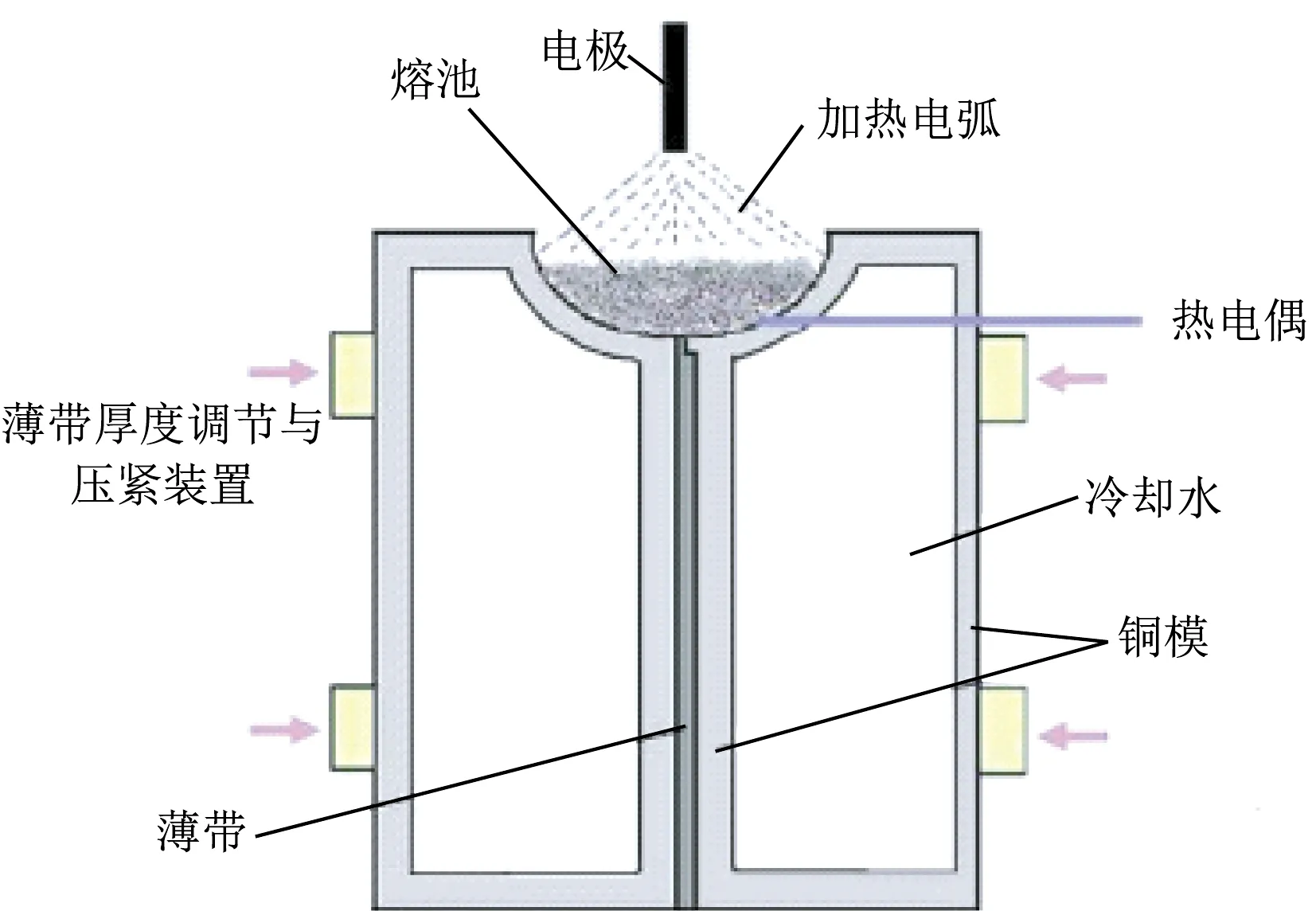
圖7 楊院生等試驗(yàn)示意圖
3 基于薄帶連鑄物理本質(zhì)的熱模擬技術(shù)開發(fā)
薄帶連鑄工藝過程的物理本質(zhì)是鋼水與結(jié)晶輥界面接觸后的鋼水非平衡凝固、界面?zhèn)鳠徇^程,初生坯殼凝固均勻性直接與產(chǎn)品的可澆鑄性、表面質(zhì)量相關(guān)。圖8揭示了薄帶連鑄凝固的基本技術(shù)原理,鋼水與結(jié)晶輥基體的界面?zhèn)鳠徇^程可以分為三個(gè)階段:階段一,鋼水與基體接觸后,基體溫度迅速上升,對(duì)應(yīng)的界面熱流密度也隨時(shí)間的增加迅速上升,在20~30 ms時(shí)達(dá)到最大值;階段二,隨著時(shí)間的增加,基體溫度繼續(xù)上升,但溫升速度逐漸放緩,對(duì)應(yīng)的熱流密度從最大值開始迅速下降,在70 ms左右達(dá)到了相對(duì)穩(wěn)定的低值;階段三,隨著時(shí)間的增加,基體溫度繼續(xù)上升,但熱流密度基本在一個(gè)穩(wěn)定范圍內(nèi)波動(dòng)。
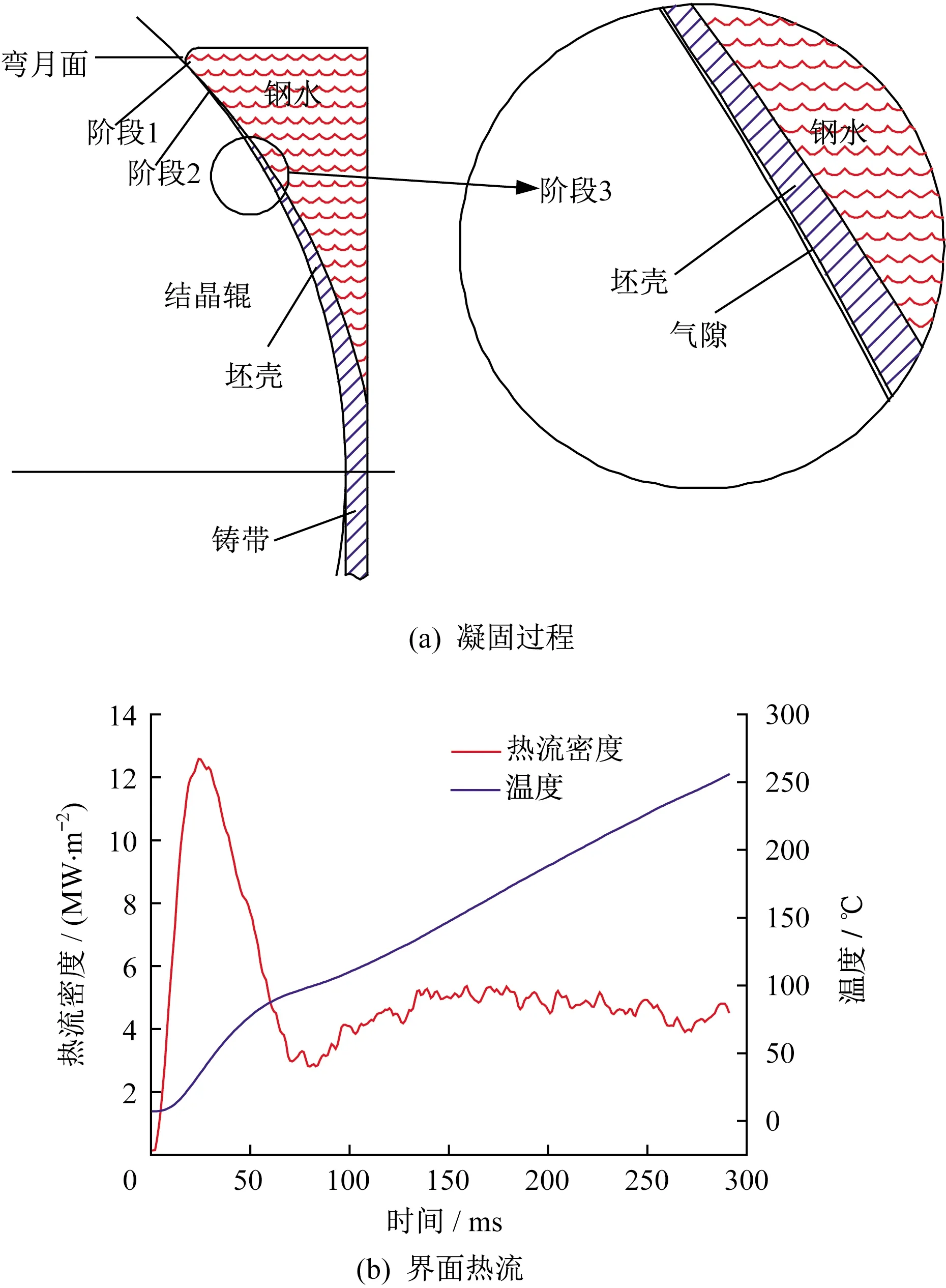
圖8 薄帶連鑄亞快速凝固過程與界面熱流示意圖
聚焦薄帶連鑄亞快速凝固過程“界面?zhèn)鳠帷钡奈锢肀举|(zhì),我們開發(fā)出了如圖9所示的模擬亞快速凝固過程的熱模擬技術(shù)及試驗(yàn)裝置。該模擬裝備內(nèi)置直線電動(dòng)機(jī)快速伸縮機(jī)構(gòu),帶動(dòng)自主開發(fā)設(shè)計(jì)的銅塊/片取樣裝置(取樣頭),如圖10所示,以設(shè)定的速度插入到鋼水中進(jìn)行取樣或采集銅片溫度的瞬間變化。具體來說,銅塊式取樣頭是由兩塊銅塊拼裝在一起,中間加工有不同厚度縫隙用于鋼水快速進(jìn)入制備鑄帶,如圖10(a)所示;銅片式取樣頭是由兩片銅片拼裝在一起,中間焊接有2~6根熱電偶用于采集溫度測(cè)定界面熱流,如圖10(b)所示。
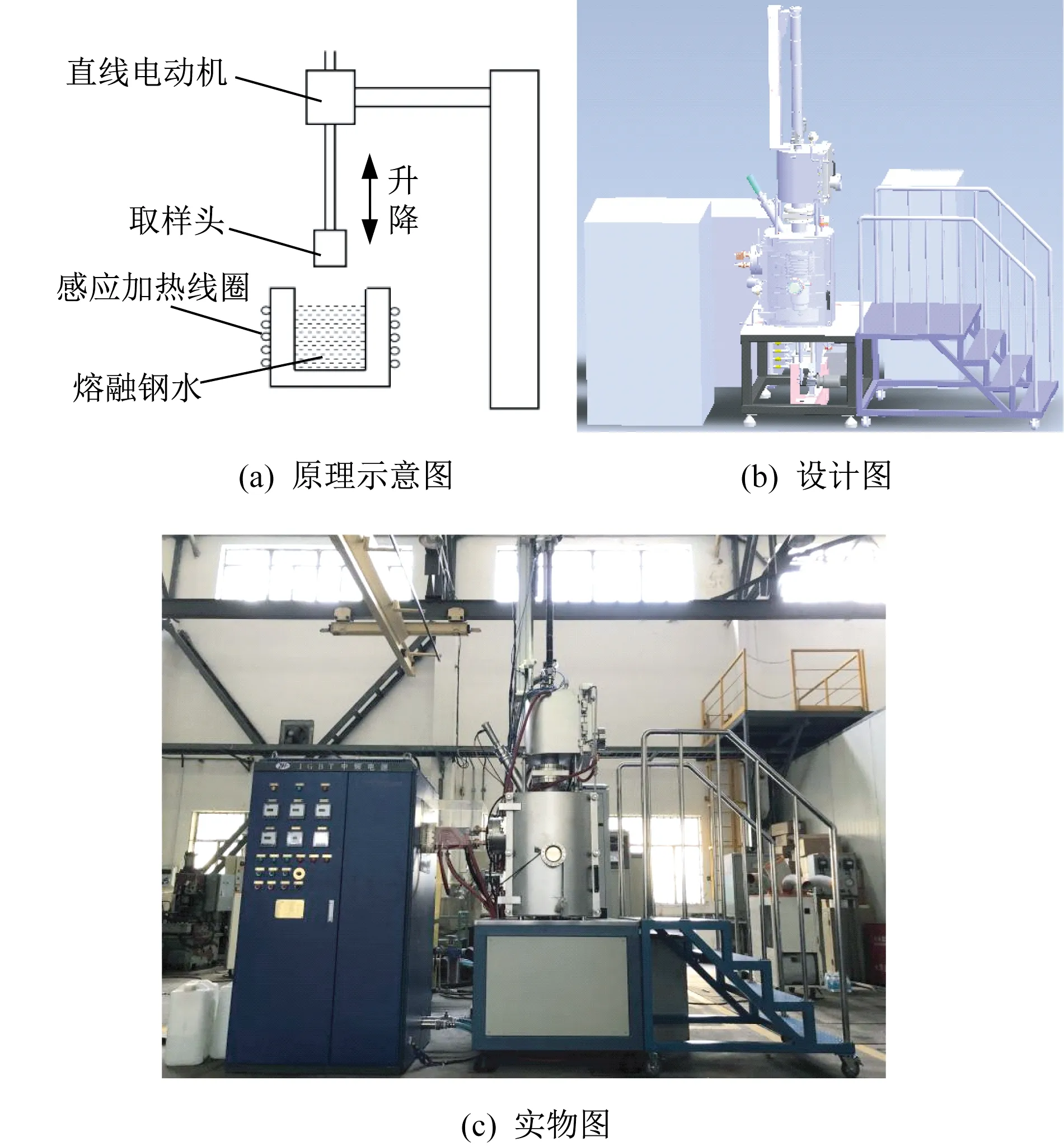
圖9 熱模擬試驗(yàn)裝備
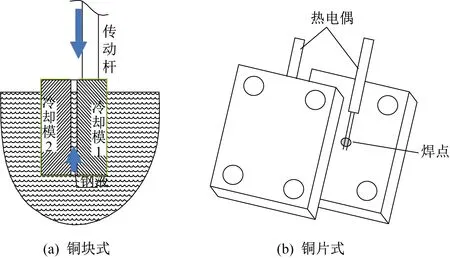
圖10 取樣頭類型
利用該熱模擬裝備,可以模擬薄帶連鑄鋼水可澆鑄性及新品拓展研究涉及的鋼水亞快速凝固及鋼水—結(jié)晶輥/器界面的傳熱研究,能夠測(cè)量出50 ms內(nèi)初始凝固瞬態(tài)傳熱界面熱流。開發(fā)的取樣器還可以制備出形狀規(guī)則的亞快速凝固樣品,深入系統(tǒng)地研究鋼水的成分、溫度、澆鑄速度、結(jié)晶輥表面鍍層、形貌、涂層、密閉氣氛等工藝參數(shù)對(duì)傳熱以及凝固坯殼生長(zhǎng)、凝固組織的影響。經(jīng)驗(yàn)證,該熱模擬裝備可以實(shí)現(xiàn)薄帶連鑄亞快速凝固工藝過程的真實(shí)模擬,在凝固冷卻速度(二次枝晶臂間距)、鑄態(tài)凝固組織、室溫微觀組織界面?zhèn)鳠岬忍卣鲄?shù)上與薄帶連鑄工業(yè)化產(chǎn)線具有物理本質(zhì)上的相似性。
4 薄帶連鑄熱模擬結(jié)果分析
4.1 薄帶連鑄熱模擬鑄帶樣品
圖11所示為使用薄帶連鑄熱模擬裝備得到的鑄帶樣品。
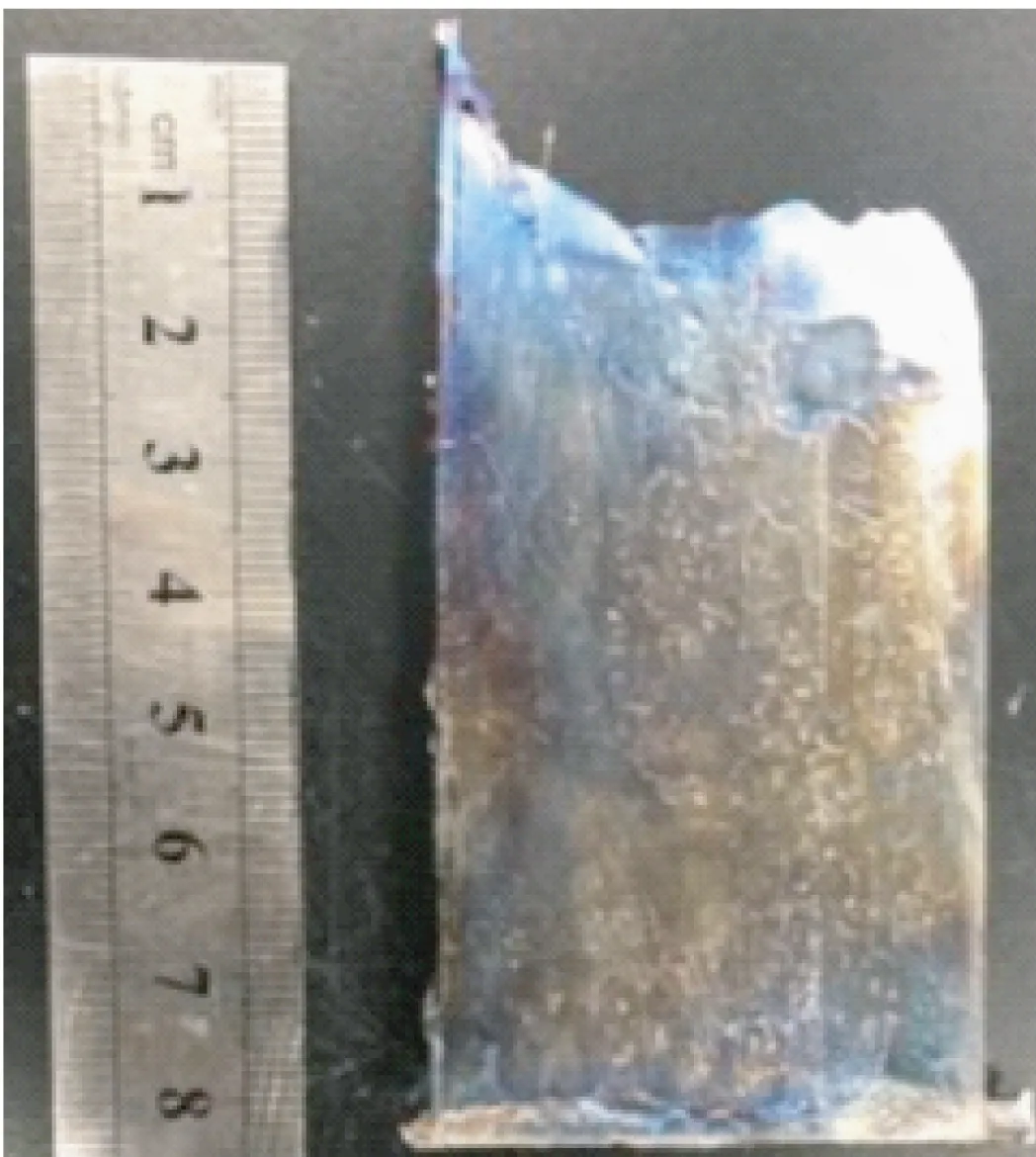
圖11 薄帶連鑄熱模擬鑄帶樣品
(1)可以通過選擇不同銅塊間隙、不同銅塊表面處理(鍍層、紋理、涂層等)的取樣頭得到不同厚度和不同銅塊表面處理的鑄帶樣品。
(2)可以通過調(diào)節(jié)直線電機(jī)的取樣插入速度,得到對(duì)應(yīng)薄帶連鑄結(jié)晶輥不同拉速下的鑄帶樣品。
(3)可以通過熔煉不同溫度、不同密閉氣氛、不同成分體系等在內(nèi)的鋼種,得到不同工藝參數(shù)、不同鋼種類型的鑄帶樣品,考察其可澆鑄性、表面質(zhì)量、凝固組織等特征,開展一系列的薄帶連鑄工藝參數(shù)調(diào)整和新品開發(fā)工作。
(4)可以對(duì)獲得的鑄帶樣品進(jìn)行后續(xù)的進(jìn)一步軋制、熱處理等,進(jìn)一步探索研究工藝參數(shù)與產(chǎn)品性能的關(guān)系。
4.2 薄帶連鑄液—固界面?zhèn)鳠嵋?guī)律
圖12為所測(cè)得的兩種Cu含量鋼種的界面?zhèn)鳠崆€,在過熱度均為50 K條件下,低碳鋼中的Cu含量(質(zhì)量分?jǐn)?shù))從0.11%提高到1.50%,峰值熱流輕微下降,從10.90 MW/m2降到8.77 MW/m2,但是平均熱流反而有輕微升高,從4.51 MW/m2升到4.90 MW/m2。
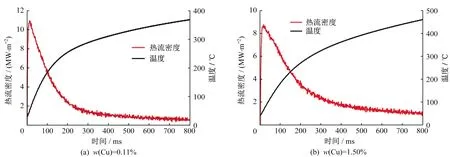
圖12 不同Cu含量鋼種的界面?zhèn)鳠崆€
圖13為所測(cè)得的不同硅含量的硅鋼在薄帶連鑄熱模擬試驗(yàn)下的界面?zhèn)鳠嵋?guī)律,圖13(a)為界面?zhèn)鳠崆€,圖13(b)為峰值熱流和平均熱流特征值。可以看到,隨著硅含量的提高,界面?zhèn)鳠崮芰ο陆?峰值熱流和平均熱流都呈現(xiàn)下降的趨勢(shì),該結(jié)果有助于我們?cè)谶M(jìn)行薄帶連鑄生產(chǎn)不同硅含量硅鋼時(shí)澆鑄工藝參數(shù)的制定。
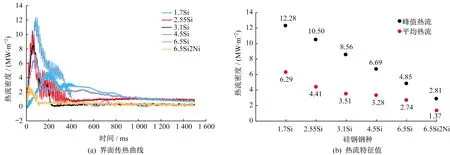
圖13 薄帶連鑄熱模擬不同硅含量硅鋼的界面?zhèn)鳠嵋?guī)律
圖14為所測(cè)得的不同磷含量的低碳鋼在薄帶連鑄熱模擬試驗(yàn)下的界面?zhèn)鳠嵋?guī)律。從圖14可以看出,0.1%磷含量(0.10P)的峰值熱流達(dá)到23 MW/m2,基本上是0.01%磷含量(0.01P)的2倍。說明鋼中磷元素在鋼液中是表面活性元素,磷的添加,可以顯著增加鋼液跟結(jié)晶輥表面之間的熱傳導(dǎo),提高熱流,但0.10P和0.01P兩者的平均熱流相差不大。
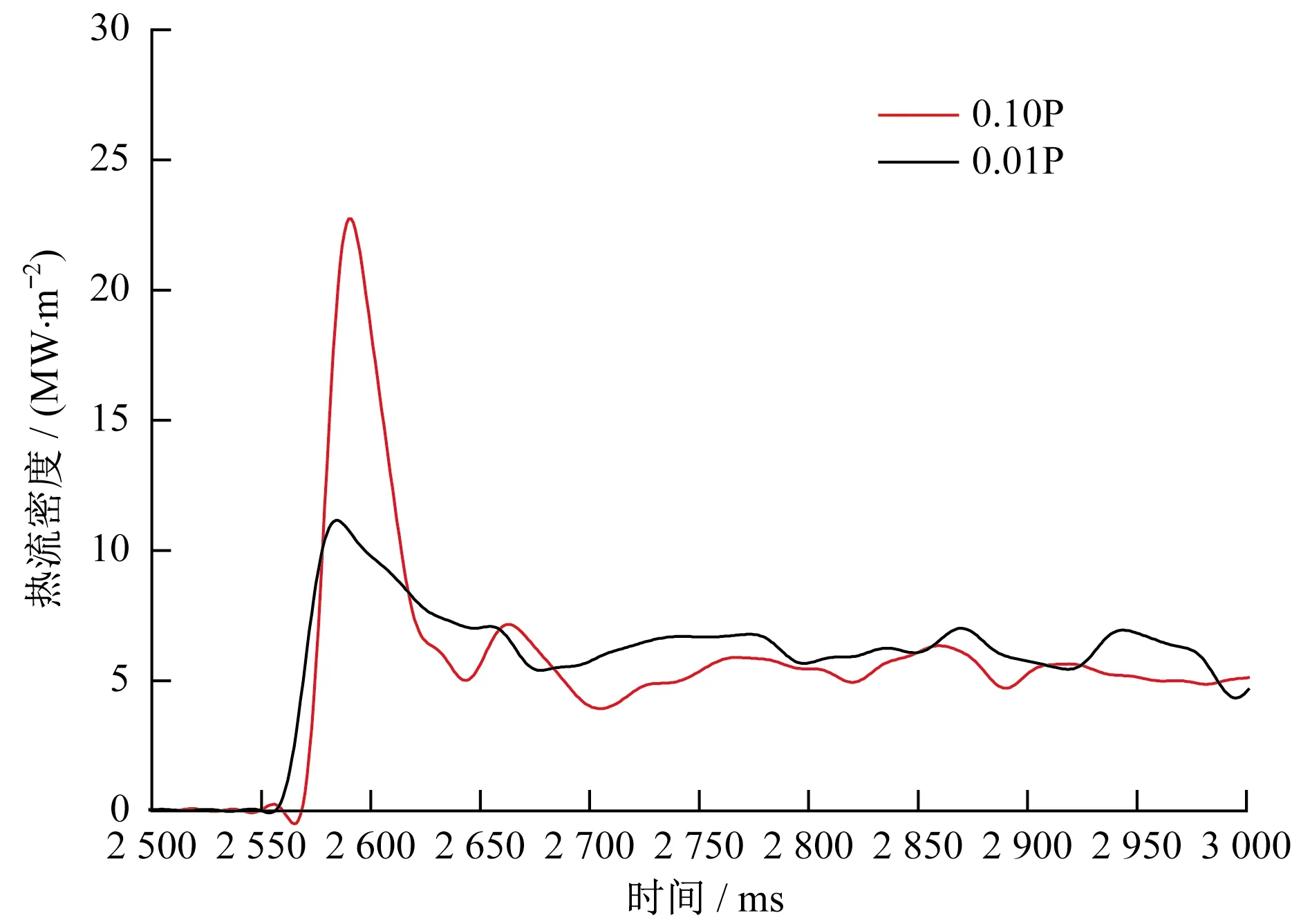
圖14 不同磷含量的低碳鋼在薄帶連鑄熱模擬試驗(yàn)下的界面?zhèn)鳠嵋?guī)律
圖15為所測(cè)得的薄帶連鑄熱模擬6016鋁合金在不同熔體溫度下的界面?zhèn)鳠崆€。從圖15可以看出,界面?zhèn)鳠岱逯禑崃?HF)隨過熱度的降低而降低,在熔體溫度700 ℃下的峰值熱流(HF)達(dá)到8.96 MW/m2,在熔體溫度670 ℃下的峰值熱流(HF)達(dá)到5.14 MW/m2,在半固態(tài)溫度640 ℃下的峰值熱流(HF)達(dá)到3.80 MW/m2。從本研究得出的薄帶連鑄熱模擬6016鋁合金界面?zhèn)鳠峤Y(jié)果可以和微觀組織結(jié)果相印證,從而制定合適的工藝參數(shù)。
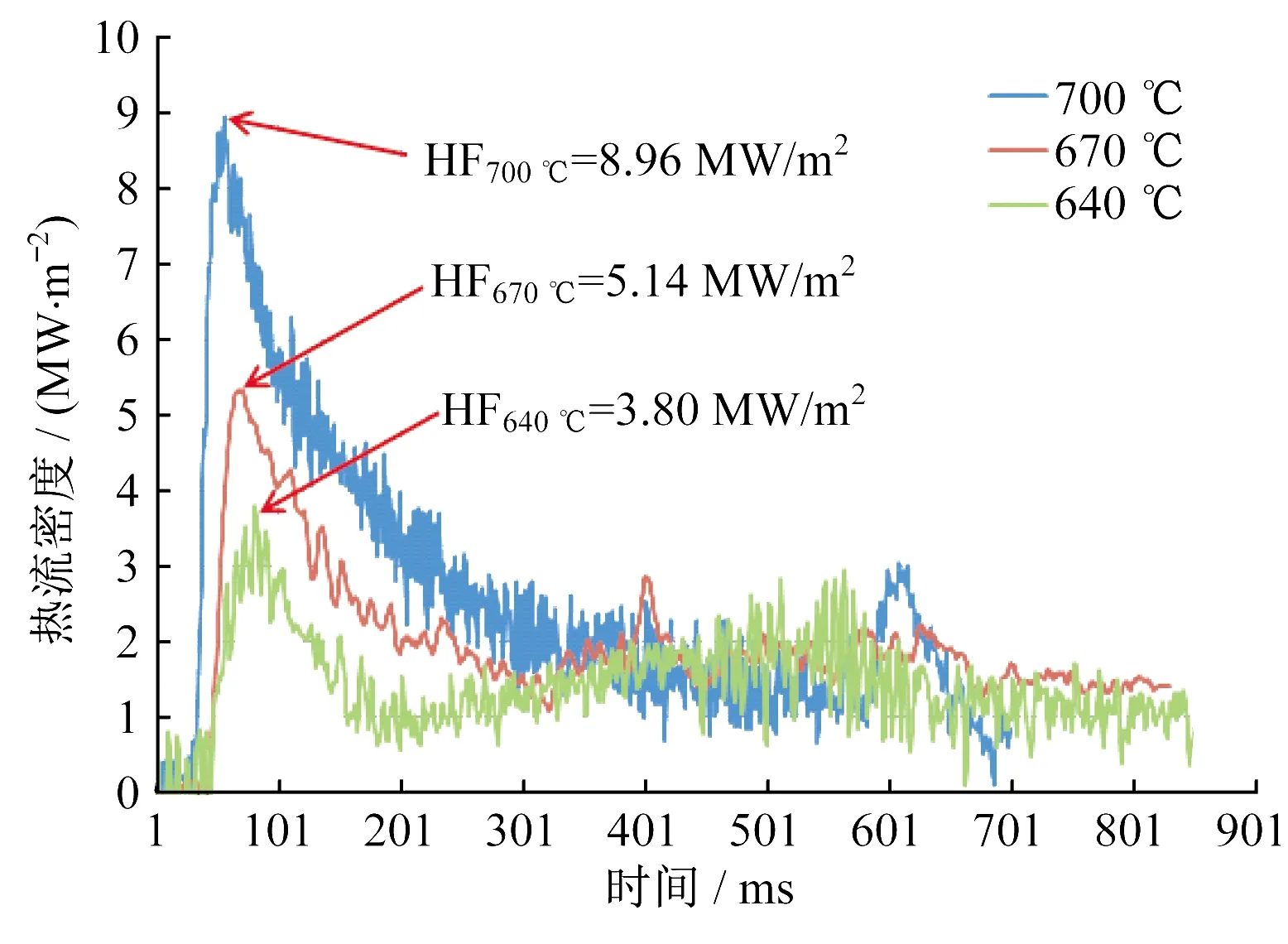
圖15 薄帶連鑄熱模擬6016鋁合金在不同熔體溫度下的界面?zhèn)鳠崆€
4.3 凝固組織的相似性
圖16為相同成分的低碳鋼分別在薄帶連鑄熱模擬試驗(yàn)裝備和薄帶連鑄工業(yè)化產(chǎn)線上制備得到鑄帶樣品的凝固組織。可以看出,熱模擬樣品的凝固組織(圖16(a))為兩側(cè)發(fā)達(dá)的柱狀樹枝晶組織向內(nèi)生長(zhǎng),表層為激冷細(xì)晶區(qū),中心區(qū)域存在少量或基本沒有等軸晶區(qū),這與薄帶連鑄工業(yè)化產(chǎn)線生產(chǎn)的樣品的凝固組織(圖16(b))特征具有相似性。
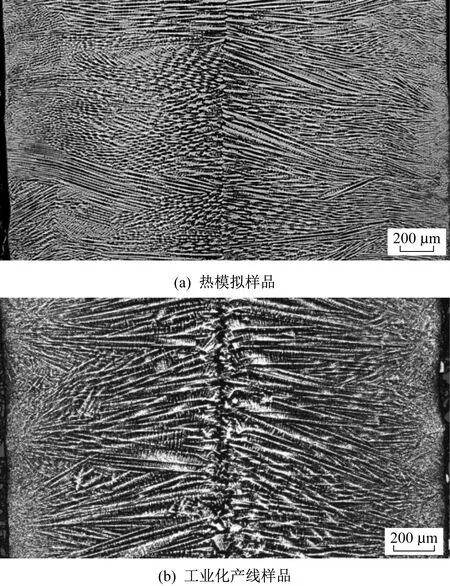
圖16 凝固組織的相似性
4.4 凝固冷卻速度的相似性
根據(jù)經(jīng)典凝固理論,金屬的凝固冷卻速度與其二次枝晶臂間距之間存在一定的關(guān)系,見Mizukami等式(1)[12]:
SDAS=100V-0.35
(1)
式中:SDAS為二次枝晶臂間距,μm;V為凝固冷卻速度,K/s。
因此,可以通過測(cè)量凝固組織中的二次枝晶臂間距來定量表征凝固冷卻速度。圖17為針對(duì)薄帶連鑄熱模擬試驗(yàn)裝備和薄帶連鑄工業(yè)化產(chǎn)線得到的低碳鋼鑄帶樣品凝固組織的二次枝晶臂間距測(cè)量結(jié)果。可見,熱模擬試驗(yàn)樣品與工業(yè)化產(chǎn)線樣品的二次枝晶臂間距數(shù)值在同一數(shù)量級(jí)范圍,隨著到鑄帶表面距離的增加,二次枝晶臂間距逐漸增大,從近表面的4 μm左右,增大到鑄帶中心附近的12 μm左右,表明鑄帶表面的冷卻速度遠(yuǎn)大于鑄帶中心的冷卻速度,代入式(1),計(jì)算得到對(duì)應(yīng)凝固冷卻速度范圍為4.27×102(中心)~9.87×103(表面)K/s,屬于典型的亞快速凝固范疇。因此,薄帶連鑄熱模擬試驗(yàn)裝備和薄帶連鑄工業(yè)化產(chǎn)線在凝固冷卻速度上具有相似性。
4.5 室溫微觀組織的相似性
圖18為相同成分的低碳鋼分別在薄帶連鑄熱模擬試驗(yàn)裝備和薄帶連鑄工業(yè)化產(chǎn)線上制備得到鑄帶樣品的室溫組織。熱模擬試驗(yàn)條件是根據(jù)工業(yè)化產(chǎn)線低碳鋼600 ℃的卷取溫度,將制備出來的亞快速凝固樣品迅速放到旁邊預(yù)熱至600 ℃的加熱爐內(nèi)模擬卷取。可以看出,熱模擬樣品的低碳鋼室溫微觀組織(圖18(a))與薄帶連鑄工業(yè)化產(chǎn)線生產(chǎn)的低碳鋼樣品的室溫微觀組織(圖18(b))特征具有相似性,都是多邊形鐵素體+貝氏體微觀組織。
5 結(jié)論
(1)采用自主開發(fā)的薄帶連鑄熱模擬試驗(yàn)技術(shù)可以很好地模擬薄帶連鑄亞快速凝固過程,可得到鋼水—基體界面?zhèn)鳠崆€和形狀規(guī)則、表面光滑的亞快速凝固鑄帶樣品,在模擬的凝固冷卻速度(二次枝晶臂間距)、鑄態(tài)凝固組織、室溫微觀組織、界面?zhèn)鳠岬忍卣鲄?shù)上與薄帶連鑄工業(yè)化產(chǎn)線具有物理本質(zhì)上的相似性。
(2)所開發(fā)的薄帶連鑄熱模擬試驗(yàn)技術(shù)可為薄帶連鑄新產(chǎn)品、新工藝開發(fā)提供模擬試驗(yàn)平臺(tái),利用5~10 kg的熔煉鋼水,就可以實(shí)現(xiàn)薄帶連鑄工藝條件下的新鋼種開發(fā)、可澆鑄性研究、工藝參數(shù)優(yōu)化、表面質(zhì)量及力學(xué)性能研究等工作,大大降低研發(fā)試驗(yàn)成本,同時(shí)大大縮短新品研發(fā)周期,提升研發(fā)效率。
(3)該熱模擬試驗(yàn)裝備經(jīng)過三代發(fā)展已日臻成熟,可以配置不同模塊,還可用于板坯、薄板坯、方坯、圓坯等連鑄過程的熱模擬試驗(yàn)研究,也可用于鋁合金、鎂合金薄帶連鑄新材料、新工藝探索。
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(bào)(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
