汽車鋼鋁車身的快速試制及其質量控制
2021-07-15 02:48:48李福貴
機械工程師 2021年7期
李福貴
(上汽通用五菱股份有限公司,廣西柳州 545000)
0 引言
汽車的輕量化是指在保持汽車的強度和安全性能不降低的前提下盡可能地降低汽車車身質量。目前實現輕量化主要可以通過以下的3種途徑:1)輕量化材料。如使用結構更輕的高強度鋼、鋁合金等對傳統普通鋼零部件進行代替。2)輕量化結構。如通過拓撲優化等方法優化結構,優化車身零部件數量、減少零部件尺寸等。3)輕量化工藝。如熱成型、激光拼焊板等工藝。目前最主流的輕量化材料為高強度鋼和鋁合金材料。
汽車的樣車試制主要是為了在制造、實驗等過程中及時發現各種產品設計問題、工藝問題、產品質量問題、人機問題及提前驗證各類工廠工裝等[1]。越來越多鋼鋁車身的出現,為行業的研究人員提供了新的課題。
1 鋼鋁車身
21世紀以來,我國的汽車工業出現了長足的進步。近年來,隨著節能減排、建設“環境友好型、資源節約型”社會、能源戰略安全等要求,鋁合金、復合材料、鎂合金、高強鋼等輕質材料在汽車車身中的運用日益廣泛。從20世紀開始,奧迪、寶馬、捷豹等在全鋁車身的開發中積累了豐富的經驗,但是實現普遍性的使用仍然有較大的困難。
由于全鋁車身的沖壓成型質量控制難度較高、連接工藝復雜及成本過高等因素,全鋁車身制造費用居高不下。且當發生事故的時候,鋁合金車身較難修復,使得后期維保成本過高。這些都造成了全鋁車身的推廣較為困難,只能在高端汽車中嘗試。高強鋼、超高強度鋼的出現,對汽車的安全性能、輕量化也有較大幫助,因此,很多高端車型如奧迪A8、特斯拉Model 3、蔚來ES6等開始采用結合“鋼”“鋁”兩種材料優點于一身的鋼鋁混合車身結構。
車身是汽車的四大組成部分之一,其安全性對于駕駛員與乘客至關重要,也就是在發生低速碰撞與高速碰撞的情況下,車身作為一個整體,能夠吸收外部的沖擊能量,并保證駕駛員與乘客的生存空間。因此,車身的開發設計需要同時兼顧“降低乘員受到的沖擊”及“保護座艙空間”,才能使事故中避免或降低傷亡,這需要車身能夠“剛柔并濟”“軟硬兼顧”。鋼與鋁作為地球上豐富的金屬元素,能夠實現上述功能。上鋼下鋁,即鋁合金在下部車體中較多使用,達到吸收能量的作用,并兼顧輕量化。尤其是對于新能源電動汽車,下車體因電池質量較大而采用更輕質的鋁合金,上車身則采用高強的熱成型鋼,實現整車上下質量的完美配比。為了降低燃油汽車、中低端電動汽車的制造成本,在下部車體中減震塔、縱梁、防撞梁、關鍵接頭、結構增強件等位置采用鋁制零部件,其他區域采用普通鋼與高強鋼的搭配,也能在低成本的前提下在安全性、輕量化二者之間取得均衡。
兩種相同的材料實現拼接,一般是采用焊接技術。但鋼鋁這兩種材料的差異很大,難以繼續采用焊接工藝進行連接,并且難以保證焊接強度。因此自沖鉚接(SPR)等新型連接工藝在車身中逐步得到運用。
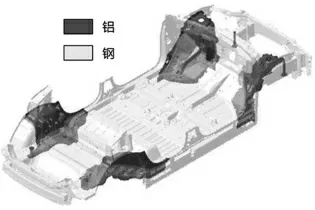
圖1 典型鋼鋁車身的下車體部分

圖2 自沖鉚接設備
自沖鉚接主要是壓邊圈首先向下運動對鉚接材料進行預壓緊,防止鉚接材料在鉚釘的作用下向凹模內流動,而后沖頭向下運動推動鉚釘刺穿上層材料,實現多層材料異種材料之間的連接。自沖鉚的連接原理與電阻焊完全不同,其研究路線如圖3所示。
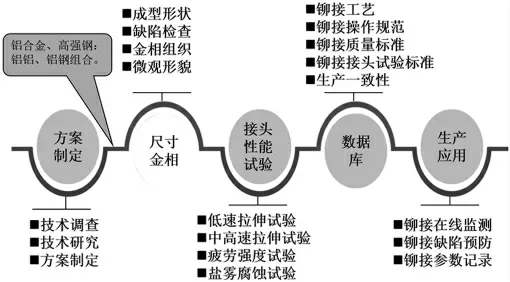
圖3 自沖鉚連接的研究技術路線
2 鋼鋁車身的快速試制
鋼鋁車身的試制流程如圖4所示。
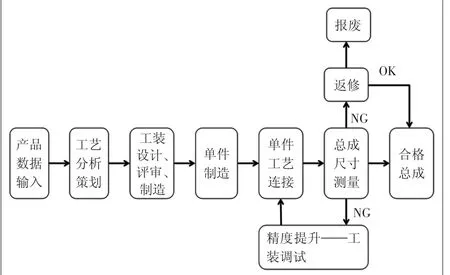
圖4 鋼鋁車身試制流程
2.1 工藝分析策劃
工藝分析策劃是工裝開發之前的準備工作,從理論和經驗上對產品結構進行工藝可行性分析,分析輸出工法圖(指導模具定位的文件)、連接流程圖(即確定夾具數量)、夾具式樣書(指導夾具定位的文件)。鋼鋁混合車身試制與傳統的鋼結構車身不同[2],主要區別在于鋼-鋁連接工藝和鋁-鋁連接工藝。在工藝分析策劃時,要結合考慮具體的連接工藝特性,確保最終工藝的可行性。

圖5 夾具式樣書
2.2 試制工裝開發
工裝開發一般流程:設計→評審→修改→制造→標定測量。有工法圖、夾具式樣書和連接流程圖的輸入,設計人員進行工裝設計。設計完成后,組織設計人員、工藝人員、制造部門、質量部門一起會審,會審輸出整改清單。設計修改確認后,開始工裝制造。夾具的驗收需要合格的三坐標測量報告。模具的驗收需要合格的零件測量報告。
試制項目工裝開發不同于量產項目,因為零件需求數量極少,所以對工裝的強度要求低(滿足試制使用即可)。試制項目一般只開發主要的工裝,如:1)模具。只開發成型、整形模,不開發切邊模具,切邊、沖孔依靠激光切割完成。2)夾具。保證零件的基本定位前提下,盡可能地合并工序,同一套夾具通過多次裝、取件實現零件連接;夾具零件標準化程度高。3)檢具。盡可能不制作正式檢具,檢測途徑為測量支架+三坐標測量儀器測量,或在模具上刻線,“以模代檢”。這樣的模式優點是工裝開發少、周期短、成本低、質量有保證。鋼鋁混合白車身還有鋁零件工裝(如擠壓件需擠壓模,鑄造件需鑄造模等)。這類工裝的開發周期比鋼件的模具短,符合快速制造的要求。

圖6 車身前大梁總成的試制夾具
2.3 工藝參數調試
為了保證連接的可靠性,連接工藝的參數調試、驗證必不可少。按實際造車的連接工藝需求和對應的材料準備試片,進行試驗。對參數進行反復的試驗和調整,直至試片驗證結果符合質量要求,才能確定該參數為合格參數,用于零件總成連接上。
以某車型鋼鋁混合前機艙總成為例,用到的連接工藝有點焊、凸焊、氣保焊、SPR連接工藝,不同的工藝需要一一調試參數。圖7展示了鋼鋁連接SPR參數調試過程。

圖7 自沖鉚參數調試過程
2.4 總成連接制造
鋼結構白車身使用最多的連接工藝是點焊、凸焊和氣保焊,鋼鋁混合白車身額外還有鋁點焊、SPR、摩擦焊、熱熔自攻絲FDS、激光焊、粘接等。在零件、工裝、設備、參數、人員準備就緒之后,總成連接制造開始進行。根據作業指導書(簡單編制的工藝文件),開始匹配零件。試制項目的零件主要是靠鈑金師傅修正零件型面尺寸的,檢驗員只對每一個零件的關鍵尺寸進行了檢測,所以連接時必須由工藝工程師確認各零件面搭接的間隙情況。在零件搭接面干涉,超出可接受范圍的,還需要及時進行鈑金修復。只有這樣才能保證總成的精度要求。
圖8是某鋼鋁混合的車身,減震塔采用了壓鑄鋁合金的材料,前艙其它部分則是鋼制零件,按照前述的流程進行試制制造,以便開展后續進一步驗證工作。

圖8 某鋼鋁混合前機艙總成的試制
2.5 總成尺寸檢測及精度提升
白車身總成或分總成尺寸測量常用的設備是三坐標測量儀。總成零件放置在測量支架上,測量支架只定位基準孔和支撐基準面,目的是為了獲取更大的三坐標檢測空間。對于較大的或較軟的總成零件會適當增加輔助支撐(如前地板總成)。質檢員按檢測計劃檢測并輸出測量報告。工藝工程師根據質量檢測報告,進行工藝分析,偏置調整夾具,提升總成精度。
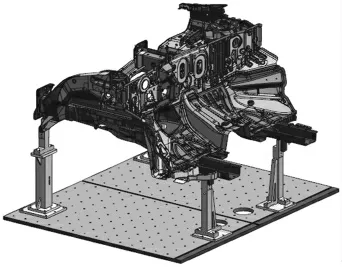
圖9 某車型前機艙的測量支架
3 試制質量控制
白車身總成或分總成質量控制包括外觀、連接強度、尺寸。對于不同質量要求,制訂不同的檢測措施,路線是:模擬實際造車連接工藝,用試片代替零件驗證確定參數,總成質量檢測、評估分析、返修。
3.1 外觀的檢測及修復
外觀面分A、B、C等級要求,A級面指使用能直視的,要求最高,其他等級的次之。外觀面檢測:1)用手撫摸(憑經驗判定);2)通過油石輔助目視,對比質量的圖示卡判定是否合格。對于不合格的面,進行手工修復。
3.2 連接強度的檢測及修復
試制、量產的整車破壞試驗檢測方法是一樣的。試制項目做整車的破壞試驗較少,局部抽檢的做法比較多。全破試驗檢測比較耗時,非路試的試驗對連接強度要求不高。為滿足快速試制的效率和保證強度,不同工藝采取不同的措施。
1)點焊。破壞試驗檢測的鑿檢方法,即選取一部分有代表性的焊點,在搭接面中間鑿開小許,能目測判斷是否虛焊即可。然后再修復平整,必要時在旁邊加焊加固。非破壞試驗檢測的無損探傷方法,使用超聲波檢測儀器對所有焊點進行檢測。對于不合格的點,在相鄰位置進行再加固(或點焊或氣保焊)。
2)SPR的破壞試驗檢測。檢測項目有顯微頭高、互鎖值、剩余材料厚度等。SPR的非破壞試驗檢測包括目測鉚扣不完整、鉚扣裂紋、穿通等。SPR返修的一般方法為:在不合格點的位置或鄰側增加連接SPR、點焊、抽芯拉鉚、膠接等。
3.3 尺寸的返修
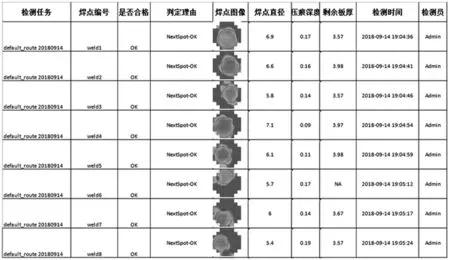
圖10 點焊的超聲波檢測報告
在試制項目里,零件尺寸返修是常見附加步驟。返修人員根據質量測量報告,對不合格的面和孔進行修復。主要的基準孔和基準面有夾具定位,尺寸超差的可能性小,需返修較多的是其他一些安裝孔、搭接面尺寸。修復的手段有很多,輕微的修復有錘、磨、拉、焊接;嚴重的修復有切割、鑲補、焊接、鉚接等。修復完畢,質檢員再檢測,確認尺寸合格之后才能流轉。沒有修復合格的地方需要再次修復,不能修復合格、影響裝車且不可接受的部位,只能報廢處理。
在軟工裝試制項目里面,單臺車的測量工作量很大。以前機艙總成為例,使用檢具非全尺寸測量大約需時2 h,使用三坐標儀器非全尺寸測量大約需時6 h,加上返修檢測時間,測量瓶頸更突出。在總成測量階段,需要多臺設備參與測量才能滿足節拍要求。

圖11 自沖鉚的返修
4 結語
隨著汽車行業進入一個銷售的調整期,汽車市場的競爭越發激烈,開發周期越來越短[3]。政策端鼓勵碳達峰、碳中和,市場端對于燃油汽車新能源汽車的續航里程及經濟性更加關注。鋼鋁車身的試制將是未來幾年中行業從業人員主要面臨的工作之一,本文拋磚引玉做了些探究并將在后續工作中繼續完善。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21