ZB45包裝機膠缸設計
2021-07-15 02:48:58鄭以龍
機械工程師 2021年7期
關鍵詞:設計
鄭以龍
(安徽中煙滁州卷煙廠,安徽 滁州 239000)
0 引言
ZB45包裝機是我廠主要包裝機組,其包裝質量較穩定,生產運行平穩,在行業中使用廣泛。但在原輔材料變化較大的情況下,ZB45小盒包裝機經常出現小盒盒蓋易開膠、小盒脫色、小盒側面溢膠等質量缺陷及商標紙輸送時有堵塞現象。為保證產品質量和提高設備有效作業率,必須對ZB45包裝機膠缸進行改進設計。首先對ZB45包裝機膠缸工作原理進行了分析:兩外斜角的涂膠點設計為中間略大,邊沿較小,采用中間大、周邊小的變直徑涂膠點設計方案。這樣不僅保證了產品質量、提高了設備效率,且節約了用膠量,乳膠用量減少2/5,而且也使商標紙在輸送通道和小盒在煙包輸送通道上積膠的情況大為改善。經過實際運行和設備故障統計及產品質量檢驗,有效地保證了產品質量并提高了設備作業率。
1 膠缸工作原理
ZB45包裝機膠缸工作原理如下:商標紙吸取裝置將疊放的商標紙一張一張地吸取到商標紙輸送模盒內,輸送模盒將單張商標紙輸送到商標紙提升裝置上方,經過商標紙提升裝置提升后,由推送裝置推入商標紙縱向輸送于上膠裝置,并由商標紙展開輸送輪組夾持著沿商標紙縱向輸送裝置輸送,同時在輸送過程中,可以進行日期的壓印[1]。商標紙經過日期壓印后繼續向前輸送進行商標紙的上膠。如圖1所示,ZB45包裝機商標紙主機膠缸主要由儲膠盤、膠缸座2、7、膠缸軸1、涂膠輪5、刮膠板3、4等組成,其作用是給是商標紙涂膠。主機膠缸與一個由氣缸控制的反襯輥配合(如圖2),當商標從上下輸送輥之間(即反襯輥和涂膠輪之間)穿過時,即在紙的非印刷面兩側和中間各上膠點涂上膠水。涂膠后的商標紙如圖3所示[2]。
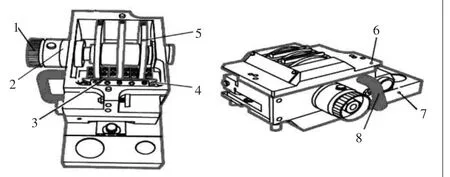
圖1 ZB45包裝機膠缸圖
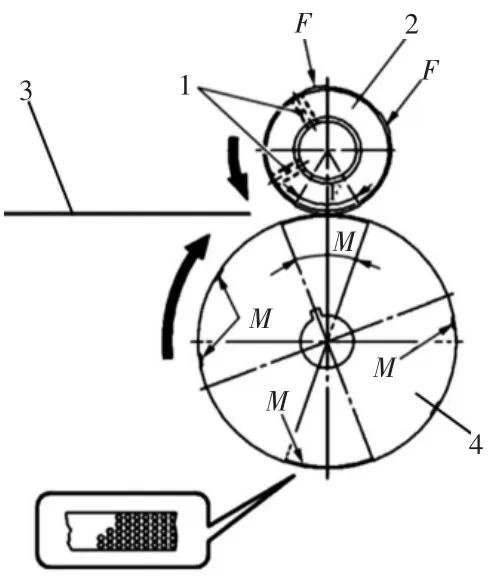
圖2 膠缸與一個由氣缸控制的反襯輥配合圖
商標紙膠缸在商標紙上的主要涂膠區域如圖3所示。
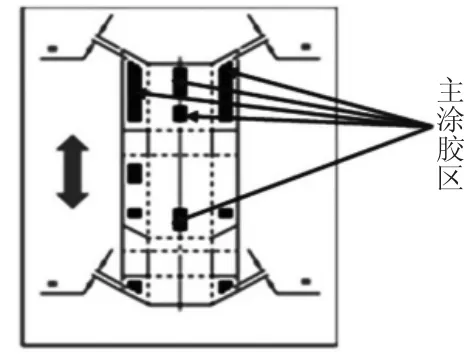
圖3 商標紙涂膠區示意圖
設計前膠缸涂膠區域膠點太過密集,這樣就會造成已涂膠商標紙涂膠區域邊沿的膠點在前后、左右斜角距商標紙邊線的距離相等,都為3~4 mm,其距離偏小,這樣其結果就會造成商標紙涂膠區的膠量偏大,從而造成商標紙經過涂膠后在輸送過程中膠液容易沾到商標紙輸送通道上。這樣在設備高速運行(400包/min)一段時間后,會造成商標紙輸送堵塞,影響設備正常運行,或者商標紙折疊成型錯位、商標紙反折等質量缺陷,甚至造成質量事故。涂膠輪如圖4所示。

圖4 商標紙涂膠輪實物圖
2 原因分析
為了準確查找到上述現象的原因,做了如下三方面研究:1)小盒側面外斜角粘貼不牢的質量缺陷是外斜角上的膠量偏少;按照維修手冊對商標紙膠缸膠量進行精準調節:長邊刮膠板距離涂膠輪為0.01 mm,側面刮膠板距離涂膠輪為0.02 mm[3];2)小盒劃痕是因為小盒輸送通道有積膠;3)小盒商標紙輸送時有堵塞現象是商標紙輸送通道積膠造成的。
對小盒側面外斜角粘貼不牢等質量缺陷,對小盒側面外斜角進行膠量調整和清潔,并統計2019年1—3月8#ZB45包裝機小盒質量缺陷,缺陷統計結果如表1所示。
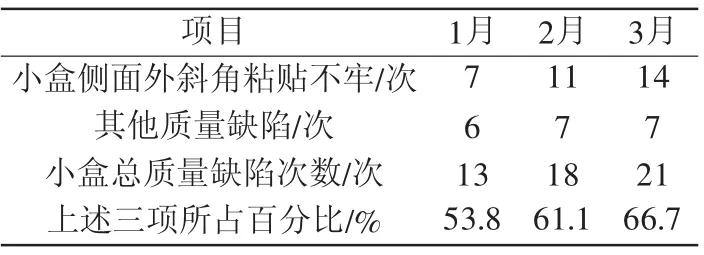
表1 8#ZB45包裝機小盒質量缺陷統計
小盒側面外斜角粘貼不牢任然占比最高,因此改進小盒兩外斜角涂膠設計是降低小盒側面外斜角粘貼不牢,提高產品質量的較為有效的方法。
對于商標紙輸送故障較高的現象,統計8#ZB45包裝機組在2019年1—3月商標紙部分故障如表2所示。

表2 8#ZB45包裝機組商標紙輸送故障統計 次
為了分析商標紙輸送通道和小盒輸送通道積膠產生的原因,于2019年1—3月對商標紙輸送成型部位相關因素進行調查,并作出相應的調整和更換相應的部件,統計結果如表3所示。
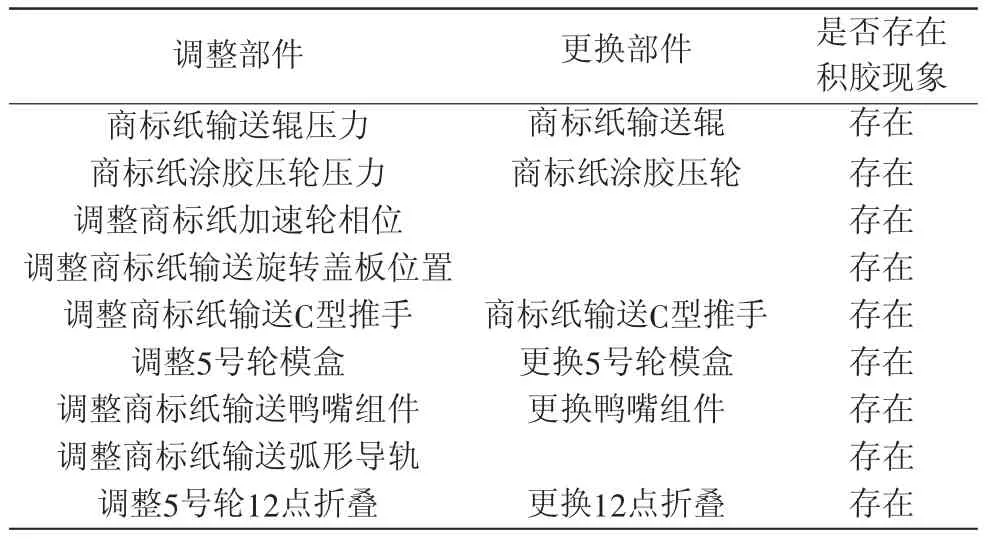
表3 調整更換商標紙輸送成型相關件后是否積膠統計表
通過對上述統計進行分析,可排除的因素為:商標紙輸送輥壓力、商標紙涂膠壓輪壓力、調整商標紙加速輪相位、調整商標紙輸送旋轉蓋板位置、調整商標紙輸送C型推手、調整5號輪模盒、調整商標紙輸送鴨嘴組件、調整商標紙輸送弧形導軌、調整5號輪12點折疊,從而能夠確定膠缸為造成積膠的主要因素,改進膠缸設計非常必要。
3 涂膠輪結構的設計及實施
設計思路著眼于兩外斜角的設計和主涂膠區的設計,兩外斜角重點是要求粘貼牢固,確保消除小盒盒蓋易開膠方面的產品質量隱患;而主涂膠區側重于消除小盒脫色、小盒側面溢膠等質量缺陷和確保減少商標紙輸送堵塞現象,從而提升設備有效作業率。
1)兩外斜角涂膠設計及實施。根據設計思路,要求新設計的商標紙涂膠輪需要達到以下要求:即有足夠的乳膠在商標紙的兩外斜角上(小盒盒蓋的外側見圖5及圖6)。因為小盒的外斜角面積較小,它是21 mm×25 mm×24 mm×12.5 mm的直角梯形(如圖6),其25 mm的邊是壓線邊,即商標紙外斜角在此處折疊。ZB45小盒包裝容易開膠的地方就在此處,也是基于上述原因。商標紙外斜角示意圖如圖5所示,實物圖如圖6所示。

圖5 商標紙涂膠區示意圖

圖6 小盒外斜角粘貼不牢實物圖
考慮到如果將兩外斜角的涂膠點設計為中間略大(直徑2 mm)、邊沿較小(1.2~1.5 mm),即采用中間大、周邊小的變直徑涂膠點設計方案,會達到既能夠將商標紙兩外斜角粘貼牢固又能夠防止膠液外溢到小盒表面。兩外斜角改進后加工出的實物圖如圖7所示。

圖7 兩外斜角的改進后加工后的實物圖
2)主涂膠區涂膠設計及實施。在商標紙上的主涂膠區的設計要求:為達到小盒消除小盒脫色、小盒側面溢膠等質量缺陷,確保減少商標紙輸送堵塞現象從而使設備有效作業率的提升,這就需要在主涂膠區涂膠點不能太過密集造成涂膠后膠點涂膠成片狀,而且距離商標紙邊沿大于4~5 mm。這樣就會使商標紙在輸送通道輸送時通道積膠的情況得到明顯改善。基本杜絕因通道積膠而產生的小盒劃痕問題,提高設備作業率,減少商標紙的浪費。經過多次試驗和統計觀察,當主涂膠區涂膠點設計為直徑1.5 mm,3排涂膠點,距離涂膠輪邊緣各2 mm。主涂膠區創新設計前后對比如圖8所示,改進后的涂膠效果最佳。
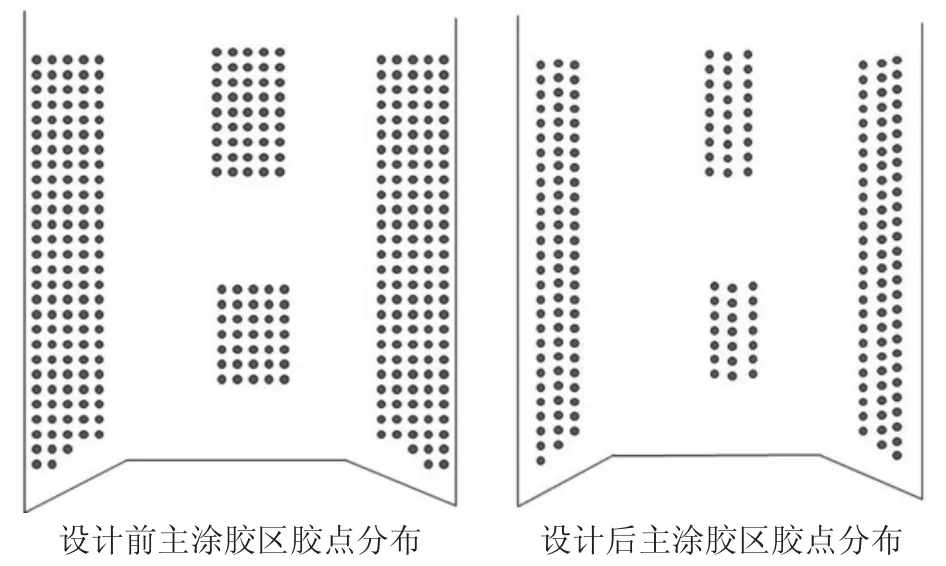
圖8 主涂膠區創新設計前后對比圖
新設計的涂膠輪主涂膠區涂膠點數為224個,由原350減少到224個,減少2/5,涂膠點直徑也由原來的2 mm減小到1.5 mm。新設計的膠缸既保證了產品質量、提高設備作業率,又降低了消耗,減輕了操作維修勞動強度。主涂膠區涂膠點設計為直徑1.5 mm,3排涂膠點,距離涂膠輪邊緣各2 mm。主涂膠區創新設計前后實物圖對比如圖9所示。
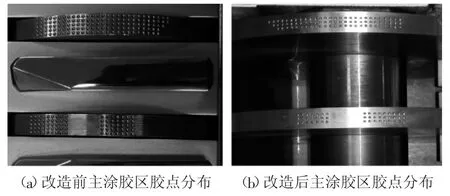
圖9 涂膠區創新設計前后對實物圖對比圖
4 設計效果
在2019年8、9、10三個月對ZB45包裝8#機組白班小盒盒蓋與鋁箔紙粘連、商標紙部分停機次數及占比進行統計,其中五輪缺盒片、五六輪堵塞是商標紙通道積膠造成的,其中8月與9月分別用四川金時商標紙和安徽安泰新型包裝材料有限公司商標紙,10月對8#ZB45機組白班用坤弘印務商標紙(黃山記憶)部分停機次數及占比進行調查。
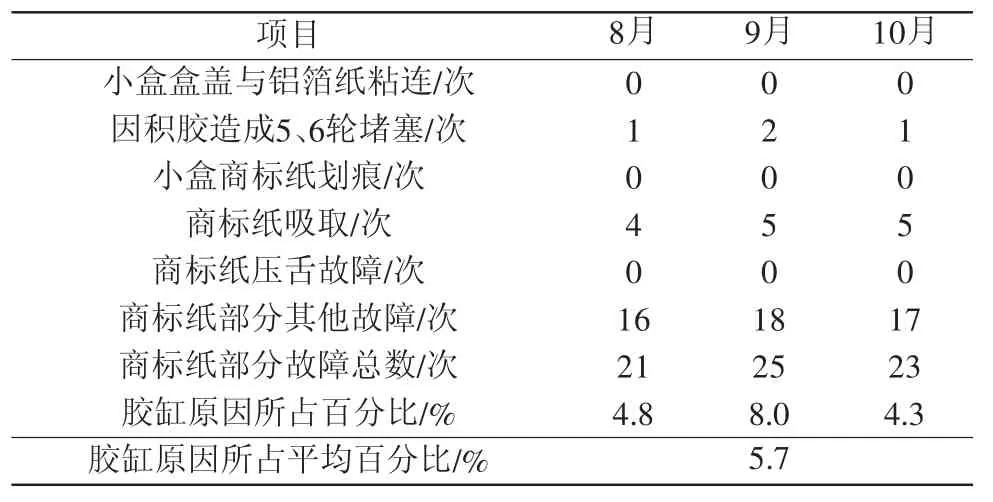
表4 8#ZB45機組坤弘印務商標紙(黃山記憶)停機次數及占比調查結果
根據生產不同廠家(硬一品用四川金時和安徽安泰新型包裝材料有限公司商標紙)及不同品牌(硬一品和黃山記憶)的統計結果可以看出,改造后效果良好。
5 結語
將ZB45包裝機膠缸膠輪采用以下改進方法:1)兩外斜角的涂膠點設計為中間略大(直徑2 mm),邊沿略小(1.2~1.5 mm),中間大、周邊小的變直徑涂膠點設計;2)將主涂膠區涂膠點設計為直徑1.5 mm,由原5排涂膠點設計為3排涂膠點,且距離涂膠輪邊緣各2 mm;3)將主涂膠區涂膠點數減少2/5之后。兩外斜角的涂膠點設計為中間略大、邊沿較小,采用中間大、周邊小的變直徑涂膠點設計方案。這樣不僅保證了產品質量,提高了設備效率且節約了用膠量,乳膠用量減少2/5,而且也使商標紙在輸送通道和小盒在煙包輸送通道上積膠的情況大為改善,基本杜絕因通道積膠而產生的小盒劃痕問題,提高設備作業率,減少商標紙的浪費。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04