
試論機械設計與機械制造中的公差配合
2021-07-15 03:35:24嚴冬青
中國設備工程 2021年13期
嚴冬青
(宿遷澤達職業(yè)技術學院,江蘇 宿遷 223800)
運動精度是衡量機械裝備質(zhì)量的重要性能指標,裝備整體裝配公差質(zhì)量是保證運行精度的前提,可以從靜態(tài)裝配公差方面評估機械裝配設計質(zhì)量。機械裝備由若干零件按照規(guī)定方式裝配,裝配成功后,產(chǎn)品需要完成規(guī)定運動操作,對機械設備產(chǎn)品運動精度分析非常必要。裝配公差精度對機械裝備動態(tài)性能具有很大影響。裝配公差精度是衡量裝備質(zhì)量的重要指標,裝配運動精度與復雜工況有關。機床主體機械結(jié)構(gòu)由床身工作臺、主軸箱等主要零部件裝配,運動精度表現(xiàn)為靜態(tài)時刨刀對工作臺的偏差精度,機械裝備設計必須綜合分析運動精度。統(tǒng)計公差理論研究,及統(tǒng)計公差統(tǒng)計工序控制參數(shù)需要深入研究,對我國統(tǒng)計公差修訂非常必要,對制造業(yè)推廣應用統(tǒng)計公差技術具有重要意義。
1 公差配合概念
公差是可變動零件幾何參數(shù)量,在機械設計中,幾何參數(shù)是角度等物理參數(shù),要確認可換零件規(guī)格在標準范圍內(nèi)變動。公差可分為尺寸、形狀與位置公差。國際標準中公差等級分為20個等級,配合是公差尺寸相同的孔軸公差帶關系,包括過盈、間隙配合。不同孔軸配合具有不同松緊要求,最大間隙值是孔與軸的公差值之差。面向質(zhì)量目標的統(tǒng)計公差方法思路是將工序質(zhì)量共性要求建立標準量化指標,采用RESPONCE SURFACE方法,由軟件生成二維平面下標準化統(tǒng)計公差,指導相應工序控制方案。最優(yōu)的過程質(zhì)量控制方案是EPC、SPC等綜合繼承,如圖1所示智能集成框架系統(tǒng)。

圖1 EPC和SPC智能集成框架
公差配合是間隙范圍內(nèi)的變動量,配合公差影響配合精度,配合制包括基軸制與基孔制,在一些等直徑長軸配合應用中宜選用基軸制。公差配合應用體現(xiàn)在評估零件表面質(zhì)量等方面。加工條件不同導致零件幾何參數(shù)不同,常用的精度包括位置與尺寸精度。零件表面質(zhì)量評估分析產(chǎn)品誤差。零件層次統(tǒng)計公差是對零件給定技術規(guī)范,面向質(zhì)量目標的統(tǒng)計公差帶使統(tǒng)計公差成為聯(lián)系質(zhì)量目標不同層面的標準化截面。質(zhì)量特性值均值是統(tǒng)計公差主要對象,對不同質(zhì)量特性值有特定物理量單位,需要為標準化統(tǒng)計公差尋找標準化界面,要求能方便轉(zhuǎn)換為實際統(tǒng)計控制參數(shù),與設計規(guī)格界限有明確函數(shù)關系,應是無量綱標準化參數(shù)。
2 機械制造中公差配合的重要性
機械裝備裝配質(zhì)量與零件公差設計有關,公差信息必須在設計中通盤考慮,裝配精度如由零件加工精度直徑保障,會給零件加工帶來障礙。如何通過公差優(yōu)化提高機械產(chǎn)品裝配精度非常關鍵。裝配方式不當,不能裝配出高品質(zhì)的機械產(chǎn)品。部分零件裝配采用合理工藝手段可以使機械產(chǎn)品裝配達到設計質(zhì)量要求。機械產(chǎn)品質(zhì)量依靠裝配工藝實現(xiàn),裝配質(zhì)量對保證產(chǎn)品運行效果發(fā)揮決定性功效。
機械裝配成功后,產(chǎn)品需要運動操作,運動精度是機械裝配完成規(guī)定操作任務的保障。運動副間隙誤差等因素對機械產(chǎn)品運動精度造成影響,機械裝備工作中震動等因素干擾使得機械裝備工作質(zhì)量難以預測評估。設計階段,對機械裝備運動精度分析非常重要。影響機械產(chǎn)品運動精度誤差因素較多,目前缺乏將多個因素綜合考慮的分析方法。公差分析是產(chǎn)品設計連接加工使用的必要環(huán)節(jié),對機械產(chǎn)品裝配精度分析深入研究,對公差分析理論在實際生產(chǎn)中應用具有積極意義。將公差建模與機械產(chǎn)品運動精度分析結(jié)合,為及時發(fā)現(xiàn)公差設計缺陷,優(yōu)化產(chǎn)品設計提供可行意見。
產(chǎn)品制造質(zhì)量是企業(yè)永恒的主題,我國制造企業(yè)長期存在的問題是效益低下,機械制造業(yè)面臨競爭體現(xiàn)在產(chǎn)品質(zhì)量、服務及時性等方面。產(chǎn)品質(zhì)量是機械工業(yè)參與全球市場競爭的薄弱環(huán)節(jié),許多企業(yè)制造精度難以滿足高新技術產(chǎn)業(yè)對加工水平的要求,傳統(tǒng)統(tǒng)計控制方法是對工序過程穩(wěn)定性判別技術,國家標準以過程能力指數(shù)為生產(chǎn)過程質(zhì)量要求指標,生產(chǎn)檢驗中已有應用統(tǒng)計方法國際標準,將最新統(tǒng)計公差與現(xiàn)代質(zhì)量控制技術結(jié)合,實現(xiàn)配合零件最佳配合質(zhì)量目標,使我國機械產(chǎn)品配合質(zhì)量得到提升。
3 公差配合在機械設計制造中的應用
公差配合在機械設計制造中的應用包括機械設備維護、單個零件生產(chǎn)的選用。公差配合決定機械設計產(chǎn)品的使用性能,公差配合需依據(jù)產(chǎn)品情況,選擇能獲得經(jīng)濟效益的公差配合。配合零件要分析選擇基準制,配合方面通過類比法實現(xiàn)。如石油鉆井機械設備公差配合設計無法按傳統(tǒng)標準選擇,通常對設備設計從經(jīng)濟角度考慮。
在配合公差選用上,考慮設備鏈輪承受負荷,較大時選用H8/k7,在軸等配合公差選擇時,依據(jù)零件特點選擇合理偏差值。車床夾具公差選擇依據(jù)配合設計標準,從實用角度出發(fā)。注意軸配合下依據(jù)產(chǎn)品特點選擇公差。軸承建選擇配合公差依據(jù)用途,相同孔空套旋轉(zhuǎn)配合選擇H7,用于支撐可選擇G。圖2為減速器輸出軸軸系部件示意圖。機械設計制造中,公差項目選址是結(jié)合項目,選擇時要依據(jù)被測要素幾何性質(zhì);類比法是公差等級選擇常用方法,保證按圖紙生產(chǎn)軸具有良好配合性。將被加工零件尺寸分布調(diào)整到公差帶中心,機械產(chǎn)品加工誤差值符合正態(tài)分布規(guī)律,操作者在加工孔時控制最小極限值處,生產(chǎn)中不出現(xiàn)極限配合尺寸,理論上會出現(xiàn)極限配合尺寸。
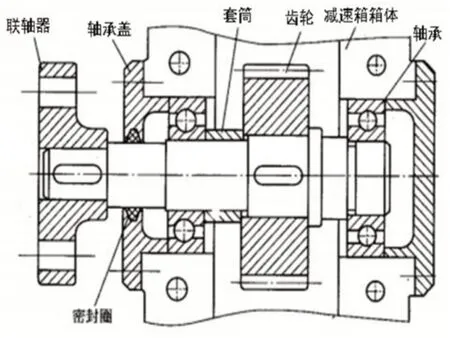
圖2 減速器輸出軸的軸系部件圖
隨著我國機械設計制造業(yè)的發(fā)展,國家出臺了相應選擇標準。類比法通過參照存在公差等級,確定配合類別,調(diào)整配合松緊。實驗法周期較長,選擇配合時應推薦優(yōu)先使用基孔制,不同零件的加工方法不同,配合選擇應根據(jù)實際加工需求,降低加工對配合的影響。經(jīng)常更換零件選擇較松的配件。如制漿造紙設備運行環(huán)境惡劣,設備購買前無裝配圖。考慮配合部位受力情況,制漿造紙設備中限制過盈配合,傳遞扭矩相同,配合方式存在不同。應考慮零件裝配難度,選擇過盈量較大配合裝拆困難,應對零件尺寸全面考慮,小尺寸選擇較緊的配合。軸承需要經(jīng)常更換,應合理選擇軸承配合。
4 結(jié)語
高的裝配質(zhì)量是保障裝備運動精度的前提,公差配合是機械設計制造的關鍵。由于生產(chǎn)過程非理想狀態(tài),零件制造誤差不可避免,必須合理規(guī)定公差保證產(chǎn)品使用性能。較小的公差導致制造成本提高,合適的公差設計提高制造成本效率。產(chǎn)品生產(chǎn)通常采用經(jīng)濟方式,公差確定應滿足常規(guī)方法生產(chǎn),應不斷提升機械設備使用性能。隨著我國科技水平的提升,機械設計制造行業(yè)技術研究取得了可觀的發(fā)展成果。應重視對相關研究進行深入探索,推進國家機械制造領域長遠發(fā)展。
猜你喜歡
湖北農(nóng)機化(2020年4期)2020-07-24 09:07:12
當代工人(2020年8期)2020-05-25 09:07:38
建材發(fā)展導向(2019年10期)2019-08-24 06:25:34
電子制作(2018年8期)2018-06-26 06:43:40
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
工業(yè)設計(2016年1期)2016-05-04 03:59:38
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2015年12期)2016-01-25 00:41:49
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
