國產600MW水輪發電機磁軛T型切向鍵焊縫裂紋分析及處理
2021-07-13 15:11:02吳濤陳育紅唐淵
電子樂園·中旬刊 2021年7期
關鍵詞:裂紋
吳濤 陳育紅 唐淵


摘要:轉子被稱為水輪發電機組的心臟,其裝配質量直接影響整個機組的安全穩定運行。構皮灘發電廠#5機轉子磁軛T型切向鍵焊縫開裂的現象,影響到機組安全、穩定運行。通過分析了焊縫開裂的原因,并提出了具體的技術修復措施及采用加強支撐筋板的解決方案。通過實驗運行后機組運行工況優良。對其它電站同類型機組切向鍵焊縫裂紋分析處理工作,具有一定的借鑒作用。
關鍵詞:水輪發電機組轉子磁軛;切向鍵;裂紋;支撐筋板
引言
構皮灘發電廠#5發電機為東方電機廠設計、研發、制造,發電機采用具有立軸半傘型結構,型號為SF600-48/13850。轉子主要由轉子中心體、圓盤式轉子支架結構、磁軛和磁極組成。圓盤式轉子支架由中心體和分瓣扇形支臂在工地組焊成整體,支臂下部設制動環板。轉子磁軛采用優質高強度鋼板(DER500)沖片迭壓而成,采用分段結構,分上、下兩段,段間用間隔塊隔開,每段用高強度螺桿35CrMo把合成整體。同時還設置16個加強鍵增加磁軛的整體性,將兩段連成整體。磁軛與轉子支架采用熱打鍵的連接方式,在轉子支架上均勻設有16個大立筋,用16對磁軛鍵固定以及若干調節鍵調整大立筋與磁軛鍵之間的間隙。轉子磁軛還設置上下各16對切向鍵傳遞扭矩。
1 切向鍵焊縫開裂現象
1.1轉子磁軛下部切向鍵焊縫開裂情況介紹
構皮灘發電廠在2020年8月、10月對#5發電機重要金屬部分進行轉動部分中,檢查人員發現轉子磁軛下部T型切向鍵與搭塊焊縫間焊縫出現裂紋,裂紋靠近切向鍵側。經與主機廠家溝通確定方案后,打磨清除裂紋,作增大焊腳處理。
2021年汛前檢修時檢查發現轉子磁軛下部切向主鍵與搭塊焊縫間焊縫再次出現裂紋,包括10月進行處理后的切向鍵。其中共16件搭板,焊縫均出現不同程度的開裂,其中有2件搭板母材出現裂紋,如下圖1a所示。搭板厚度20mm,材質為16Mn。兩側徑向焊縫為10mm角焊縫,切向焊縫為14mm深單側坡口焊縫,焊腳為10mm。
1.2 轉子磁軛上部切向鍵焊縫開裂情況介紹
#5發電機A修于2021年11月22日作115%過速試驗,在機組發電機轉動部分檢查時發現,發電機轉子磁軛上部切向鍵搭板焊縫存在裂紋(下部切向鍵焊縫檢查無異常),已延伸及部分搭板母材,共有11處。通過仔細檢查11部位,發現裂紋在驅動側,部分切向主鍵下側向轉子內圓側發生傾斜外移,見下圖1b所示。
2 存在的安全隱患
發電機轉子磁軛切向主鍵搭板及轉子支架焊縫裂紋有以下3點安全隱患:
2.1機組頻繁啟停切向主鍵搭板焊縫裂紋會逐漸增大,甚至與轉子支架分離,完全失去傳遞扭矩的作用,影響轉子的動力不平衡性,嚴重會導致磁軛與轉子支架產生周向位移及磁軛與磁極的徑向位移,進而造成轉子失穩及“掃膛”等重大事故;
2.2切向主鍵搭板焊縫全部裂開后,存在脫落的風險,高速撞擊推力油槽,導致推力軸承及其附屬設備損壞或風洞內其它設備受損;
2.3切向主鍵搭板焊縫全部裂開后,導致轉子支架在高速旋轉中承受巨大的不平衡力,易造成轉子支架受到不可逆轉的損傷。
3 切向鍵焊縫開裂原因分析
3.1 轉子磁軛下部切向鍵焊縫開裂
3.1.1 構皮灘發電廠水輪發電機組屬調峰調頻的大型機械設備,在汛期調峰調頻工作需求情況下,機組頻繁啟停,經常會處于低負荷或者靠近振動區域的負載下運行,機組振動非常大,以及停機時的超高線速度,對轉子的運行狀態有一定的不利影響。并且轉子在運轉中,切向鍵作用是傳遞主要的扭矩并承受磁軛離心力及熱膨脹力的影響產生裂紋。
3.1.2 焊縫開裂位置為切向主鍵與搭塊間軸向限位焊縫(搭塊與轉子支架間焊縫未發現異常),原焊縫焊材為普通焊材,焊材延伸率偏小,機組投產已12年之久,該焊縫易發生疲勞開裂。
3.2 轉子磁軛上部切向鍵焊縫開裂
3.2.1 轉子磁軛切向主鍵在機組升速和降速的過程中均為驅動側承壓,過程中磁軛因膨脹和收縮,在磁軛切向主鍵與副鍵之間存在相對滑動或趨勢,存在較大的摩擦力,其作用重心與磁軛切向鍵搭板有較長的力臂,形成力偶,該力偶最終由搭板與轉子支架焊縫承受,該側焊縫受交變應力影響,導致疲勞裂紋。
3.2.2 從結構上分析,限位切向鍵支撐筋板細長,徑向寬度不足(未延伸至轉子支架上環板)承力高度方向剛度太弱,造成受磁軛熱脹冷縮的交變應力【1】影響,導致搭板與轉子支架之間焊縫裂紋延長。
3.2.3 從焊縫開裂情況分析,原磁軛切向鍵搭板焊縫可能存在焊接起弧缺陷。
3.2.4 在汛前檢修時,已對下部16對切向鍵焊縫進行氣刨清根打磨,并將其所有角焊縫焊腳尺寸增加15mm以上,下部焊縫強度得到有效增強,但機組在運行,上部切向鍵所承受的交變應力使焊縫薄弱處內部產生裂紋。并且機組檢修時,機組各部應力得到有效釋放后,經過多次開停機試驗及115%過速試驗時,切向鍵和搭板應力水平、交變應力幅更高,導致焊縫裂紋加大并有效體現。
4 切向鍵焊縫裂紋處理措施
4.1 轉子磁軛下部切向鍵焊縫開裂
4.1.1對下端16個轉子磁軛切向主鍵焊縫進行氣刨清根打磨,并在搭板短邊增加坡口,如下圖2所示。并將其裂紋已整條貫穿搭板的母材氣刨割除后更換新的搭板(Q345B),搭板與轉子支架焊接使用507焊條,與鍵焊接處使用316L焊條,焊縫根部使用φ3.2 焊條打底,每道焊后使用風鏟錘擊清渣,起收弧應錯開直角部位,切向主鍵與搭塊焊縫焊腳增大至15-16mm;
4.2 轉子磁軛上部切向鍵焊縫開裂
4.2.1 將所有搭板與轉子支架上環板開裂焊縫進行打磨清根,直至裂紋消失。
4.2.2 采用507焊條重新焊接,在焊接起始位置清根并加焊處理,經PT 探傷檢查無任何缺陷,PT 探傷檢查標準按 ASME 第Ⅷ卷附錄 8 進行。
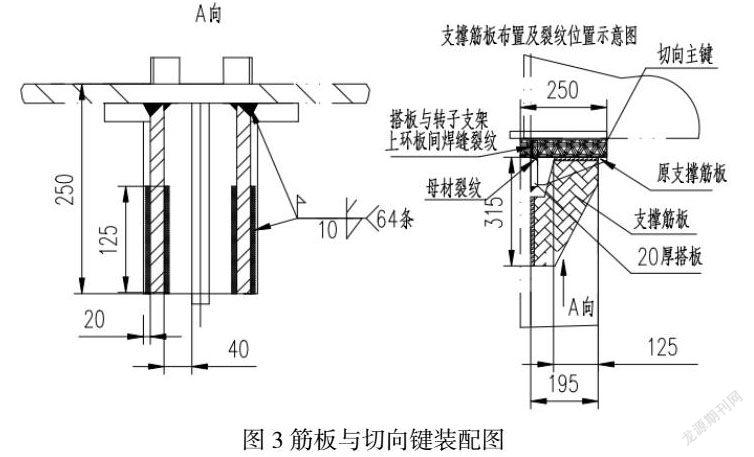
4.2.3 支撐筋板的裝配:按照設計圖紙,裝配支撐筋板,筋板與切向鍵和上環板間隙均勻,且控制“貼合越嚴密越好”,必要時進行打磨調整,錯口不大于1mm,垂直度不大于1mm,合格后搭焊固定。考慮檢修周期及原切向鍵長度已足夠,切向主鍵不考慮作復位處理,這樣可以使所有切向鍵受力不變,且基本均勻。
4.2.4對未裂紋處原切向鍵搭板焊縫,進行焊接起弧位置加焊處理, 確定出補強焊縫的區域,將該區域進行打磨露出金屬光澤,經PT 探傷檢查無任何缺陷,PT 探傷檢查標準按 ASME 第Ⅷ卷附錄 8 進行。
4.2.5 焊接前,應徹底清理去除補焊區域及支撐筋板位置處40mm范圍內的油、銹、油漆等有害雜質。
4.2.6 焊接順序:首先對支撐筋板立焊縫進行立向上焊接,焊接順序采用多道分段退步焊【2】,寬度不允許擺動,減少變形。并且焊接正反面筋板板時要正反面輪流焊,不可將焊角一次焊完。采用同樣順序焊接筋板與上環板的橫焊縫。除第一層和最后一層焊縫外,其他焊縫以錘擊方式消除應力【3】。
5 結語
通過對#5發電機轉子磁軛切向鍵焊縫裂紋原因進行分析處理,并根據按 DL/T 507-2014《水輪發電機組啟動試驗規程》【4】要求進行115%過速試驗、甩25%及100%負荷停機全面檢查轉動部分,檢查無異常。
本文以構皮灘發電廠#5發電機轉子在生產運行中出現問題,并對所出現的問題進行了原因分析及制定了相應的處理措施,消除了設備的重大缺陷,解決了機組運行中的安全隱患,為機組的安全穩定運行提供了可靠保障,確保了構皮灘發電廠#5水輪發電機組的長期穩定運行,為企業創造了巨大的經濟效益,為企業的發展做出了貢獻。
同時對其他電站同類型機組起到警示作用,嚴格按照《防止電力生產重大事故的二十五項重點要求》制定相應反措,并對該部位進行定期與系統檢查,及時消除隱患,及對其它電站同類型機組切向鍵焊縫已出現裂紋分析處理工作,具有一定的借鑒作用。
參考文獻
[1]郭紅喜,水布埡水電廠發電機轉子變形淺析.湖北水利發電,2009年第3期
[2]王廣成、張海英、何萬成,白云300MW發電機轉子支臂裂紋分析與處理.華北水利水電學院學報,2003 年6月第24卷第2期
[3]洪德超, 轉子支架中心體內筋板開裂問題處理.防爆電機, 2017年第二期
[4]《水輪發電機組啟動試驗規程》:DL/T 507-2014[S]
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
