CBN含量對PCBN車刀切削性能影響的模擬與實驗研究①
2021-07-12 06:51:58成照楠李艷國王明智齊效文
礦冶工程 2021年3期
鄒 娟,成照楠,鄒 芹,,李艷國,王明智,齊效文
(1.燕山大學 機械工程學院,河北 秦皇島 066004;2.亞穩材料制備技術與科學國家重點實驗室,河北 秦皇島 066004)
聚晶立方氮化硼PCBN(Polycrystalline cubic Boron Nitride)車刀硬度僅次于聚晶金剛石PCD(Polycrystalline diamond)車刀,具有更高熱穩定性和化學穩定性,比PCD車刀更適合加工黑色金屬,比硬質合金和陶瓷車刀更耐用,加工效率更高,并且有媲美磨削的加工表面質量[1-3]。有關PCBN刀具材料及其切削性能的模擬與實驗研究是超硬刀具研究領域的熱點之一。為了提高PCBN車刀性能,國內外學者做了大量研究[4-14],主要集中在材料性能測試及市售PCBN車刀切削磨損的研究上,而制造不同成分PCBN材料車刀并檢驗加工性能的相關報道很少。本文以有限元模擬和實驗相結合,對不同立方氮化硼(CBN)含量的新型PCBN材料和市售材料制作的車刀切削性能進行評價。
1 實 驗
前期工作中,本課題組通過使用非化學計量比TiN0.3和AlN為結合劑,合成了幾種不同CBN含量的高熵化合物結合劑PCBN材料[15],發現其具有相當高的熱穩定性和耐磨性,其中CBN含量(體積分數)80%的PCBN材料硬度達到32.38 GPa[16]。本文根據車刀結構優化結果[17-18]建立有限元仿真模型,首先應用Deform軟件模擬不同CBN含量90°刀尖角PCBN車刀精車45#淬火鋼外圓面時刀尖與工件的應力場;然后分別用自制和市售PCBN材料制造車刀,精車45#淬火鋼外圓面,并對刀尖進行SEM掃描分析,比較刀具的切削性能。
1.1 仿真模型與邊界條件
選取外圓車削常用的焊接式90°刀尖角車刀,使用三維軟件建立PCBN車刀和45#淬火鋼工件1∶1幾何模型,如圖1所示。刀具結構參數為:前角γ0=0°、后角a0=10°、主偏角κr=40°、副偏角κr′=50°、刃傾角λ0=0°、刀尖圓弧半徑rs=0.5 mm、鈍圓半徑ρ=0.1 mm。在不影響模擬結果的前提下簡化幾何模型以提高運算效率。
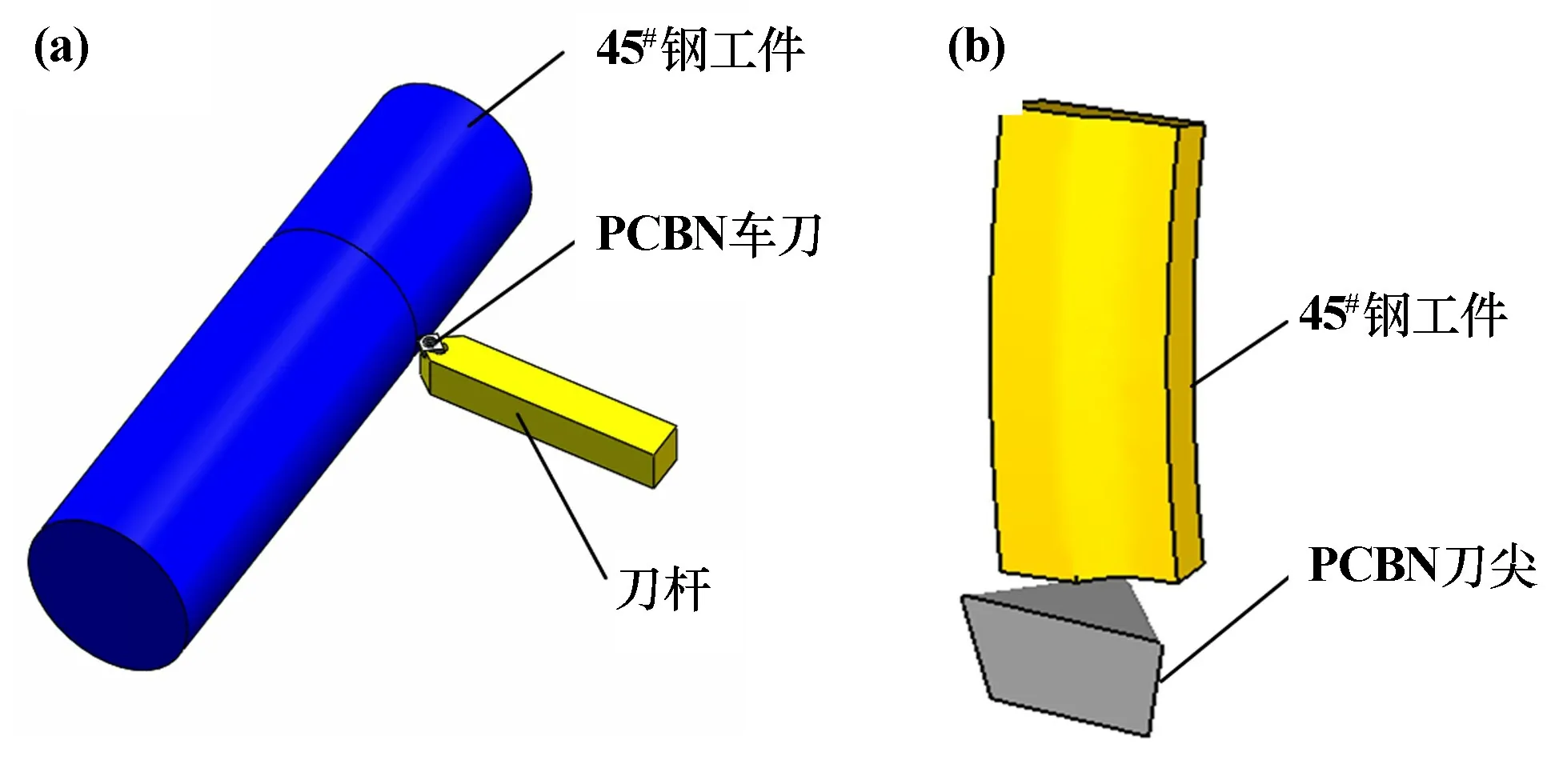
圖1 Deform車削仿真幾何模型與簡化模型
模擬試驗所用自制PCBN材料和45#淬火鋼工件的性能見表1。
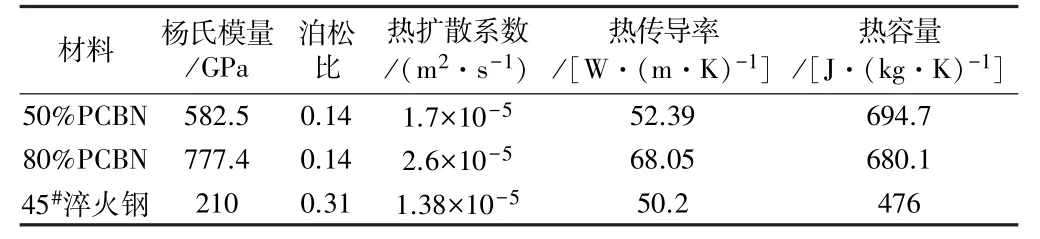
表1 PCBN材料與45#淬火鋼的性能
仿真試驗選用切削速度vc=250 m/min、進給量f=0.1 mm/r、背吃刀量ap=0.25 mm。車削模擬選擇拉格朗日增量方式,模擬類型選擇變形和熱傳導,變形求解為Sparse求解,并選用Newton?Raphson迭代。設置環境溫度為20℃,干切削的切削液傳熱系數為0 W/(m2·K)、摩擦系數為0.3[19],刀尖與工件表面傳熱系數為4.5×104W/(m2·K);仿真步長設置為4 800步、時間長為0.002 s。PCBN車刀和工件采用自適應網格劃分技術,PCBN車刀單元網格數為50 000,工件網格數為20 000,模擬獲得應力場結果。
1.2 車刀切削實驗與表征分析
分別使用CBN含量(體積分數)50%和80%的自制PCBN材料制成焊接式90°刀尖角車刀,對比使用同等CBN含量的市售PCBN材料制成的同型車刀,以車削速度v c=250 m/min、進給量f=0.1 mm/r、背吃刀量a p=0.25 mm[16-17]在數控車床上完成45#淬火鋼外圓面加工,車削距離500 m。車削實驗后,分別對4種車刀的刀尖進行SEM分析,獲得微觀結構照片,評價兩類PCBN車刀的性能。
2 結果與討論
2.1 車刀切削模擬結果與分析
模擬90°刀尖角PCBN車刀精車45#淬火鋼外圓面,得到穩定車削時車刀與工件的應力場結果見圖2~3。對比車刀應力場可知,2種CBN含量的PCBN車刀受力情況基本一樣,應力最大值點集中在刀尖靠近主切削刃的前刀面上,這是因為前刀面與切屑流接觸承受主切削力[20],其中CBN含量50%的PCBN車刀應力極值略高。工件變形區的應力場形式基本相同,應力呈梯度變化,最大值位于刀尖擠壓工件變形處,吃刀方向應力值較大。
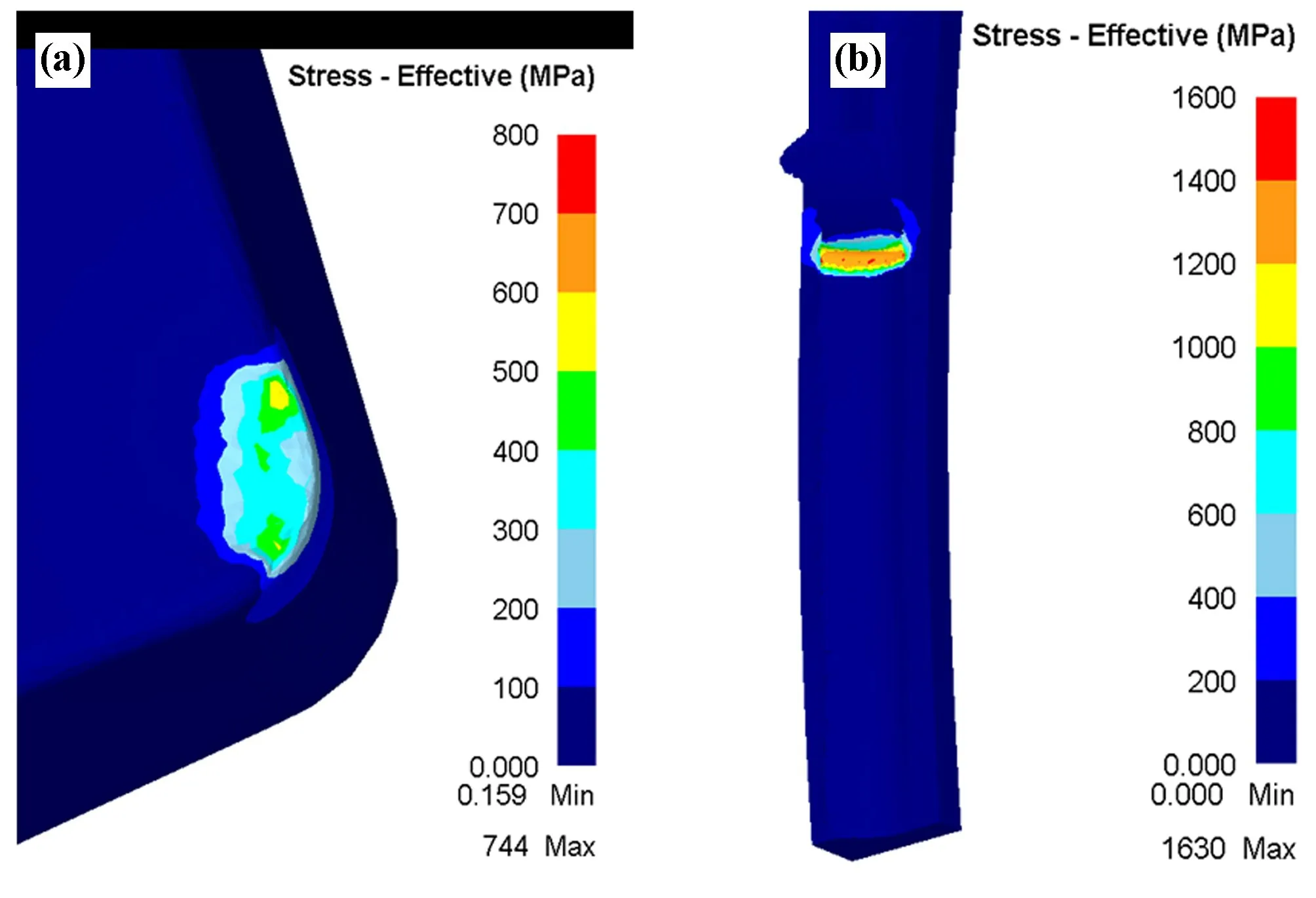
圖2 CBN含量50%應力場模擬結果
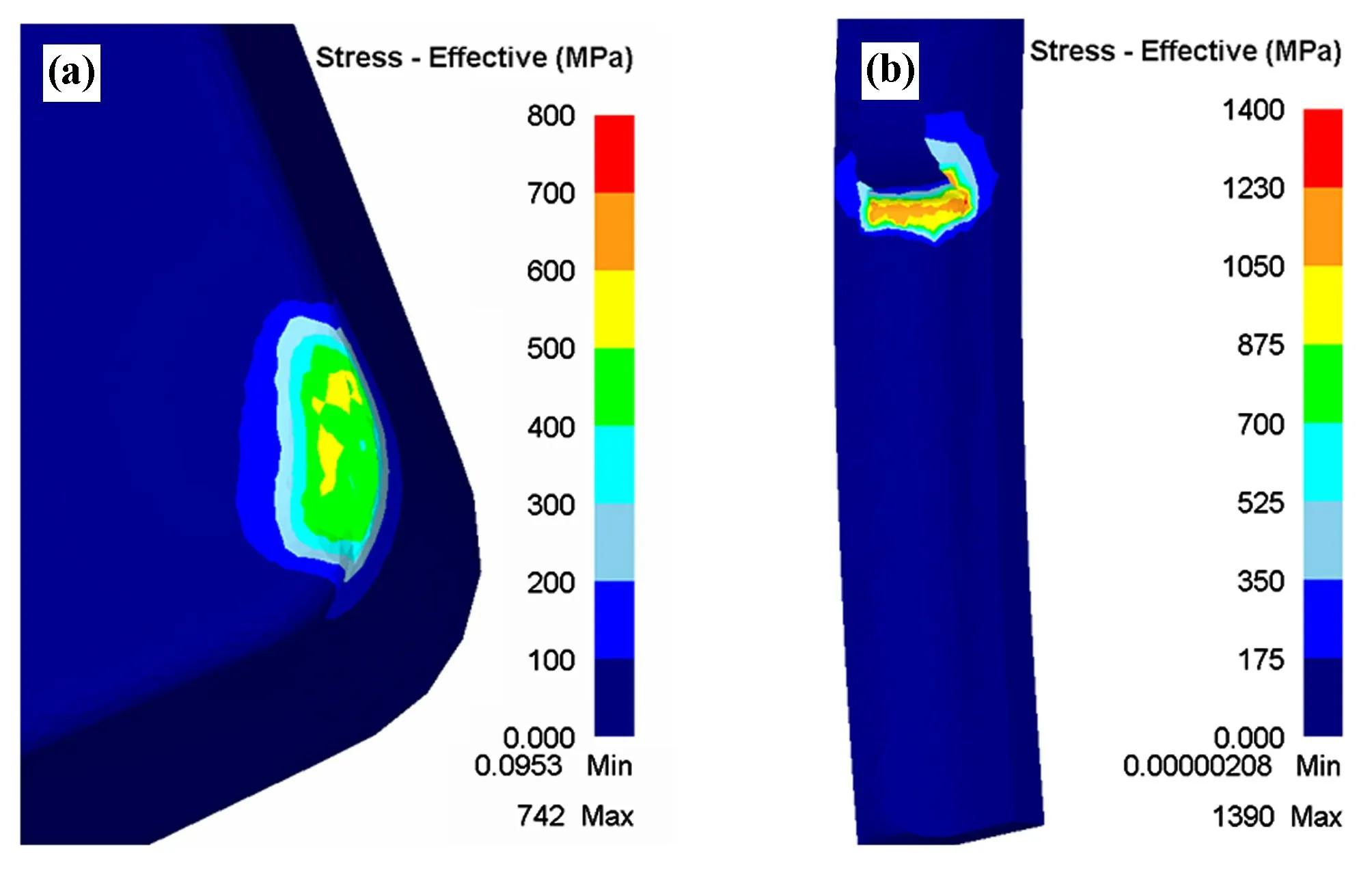
圖3 CBN含量80%應力場模擬結果
主切削力隨時間變化統計結果見圖4。可見不同CBN含量的PCBN車刀精車45#淬火鋼外圓面時主切削力變化基本一致。
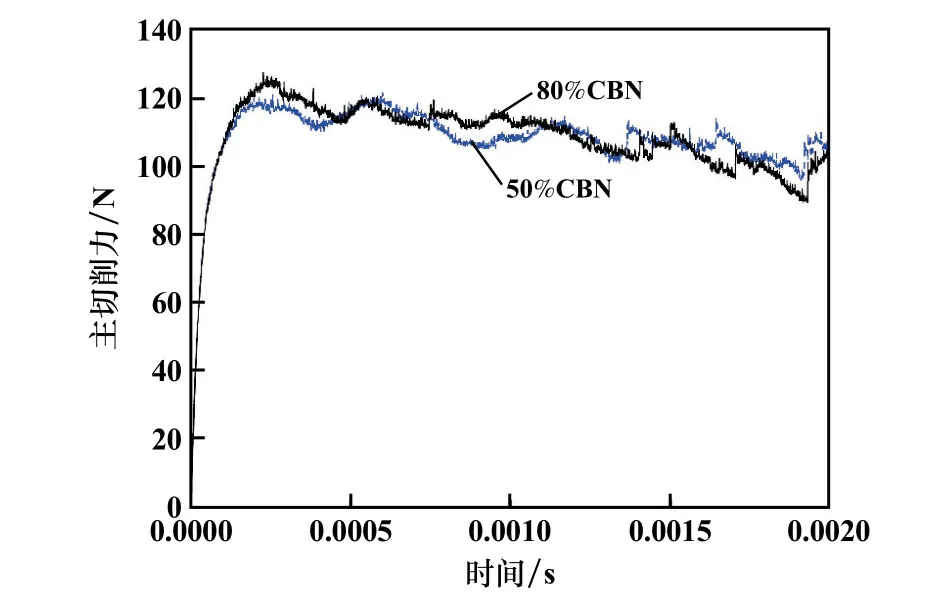
圖4 主切削力模擬結果
2.2 車刀實驗切削結果與分析
焊接式90°刀尖角PCBN車刀見圖5。刀尖使用PCBN材料,刀體材料為硬質合金。各車刀詳細信息見表2。

圖5 實驗所用PCBN車刀

表2 實驗用PCBN車刀的材料信息
在車床上完成PCBN車刀加工45#淬火鋼工件的切削實驗,4種車刀的刀尖SEM圖見圖6。由圖6可見,1號車刀磨損區寬度約80μm,刃緣有輕微月牙凹磨損;2號車刀磨損區寬度約50μm,磨損輕微且范圍很小,月牙凹不可見;1號、2號車刀刀尖前刀面上的凸起是由于黏接了工件材料。3號車刀磨損區寬度約130μm,刃緣有明顯磨損;4號車刀磨損區寬度約90μm,刃緣有較明顯月牙凹磨損。根據磨損程度,4把車刀耐磨性由高到低排序為:2號樣品>1號樣品>4號樣品>3號樣品。2號車刀耐磨性相對較好,但韌性相對較差。
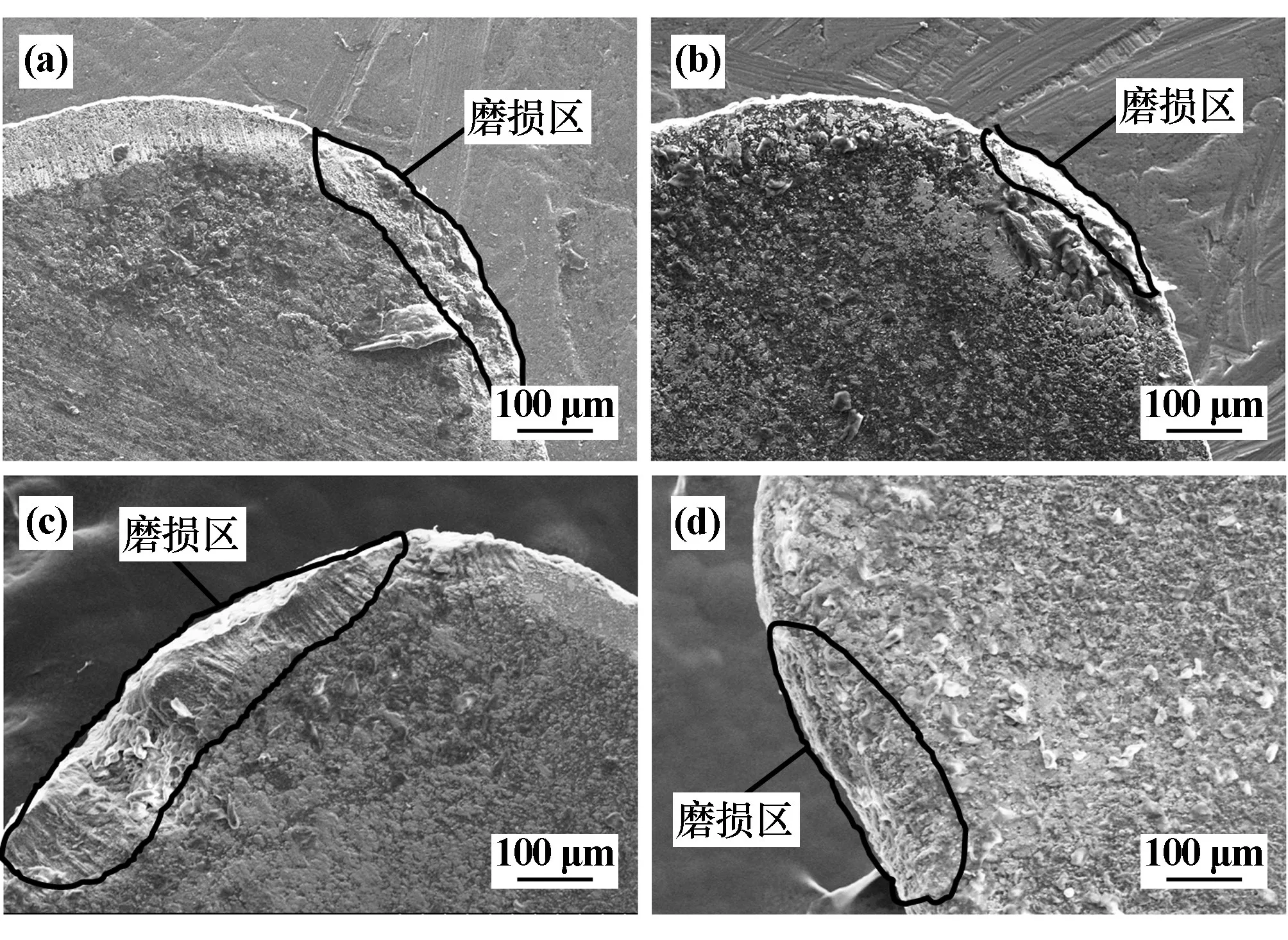
圖6 PCBN車刀切削后刀尖SEM圖
實驗時2號樣品車刀有一只發生崩刃,如圖7所示。從圖7可以看到,車刀刀尖沿副切削刃方向斷裂,由于幾把車刀加工用量參數是相同的,表明2號樣品韌性相對較差。
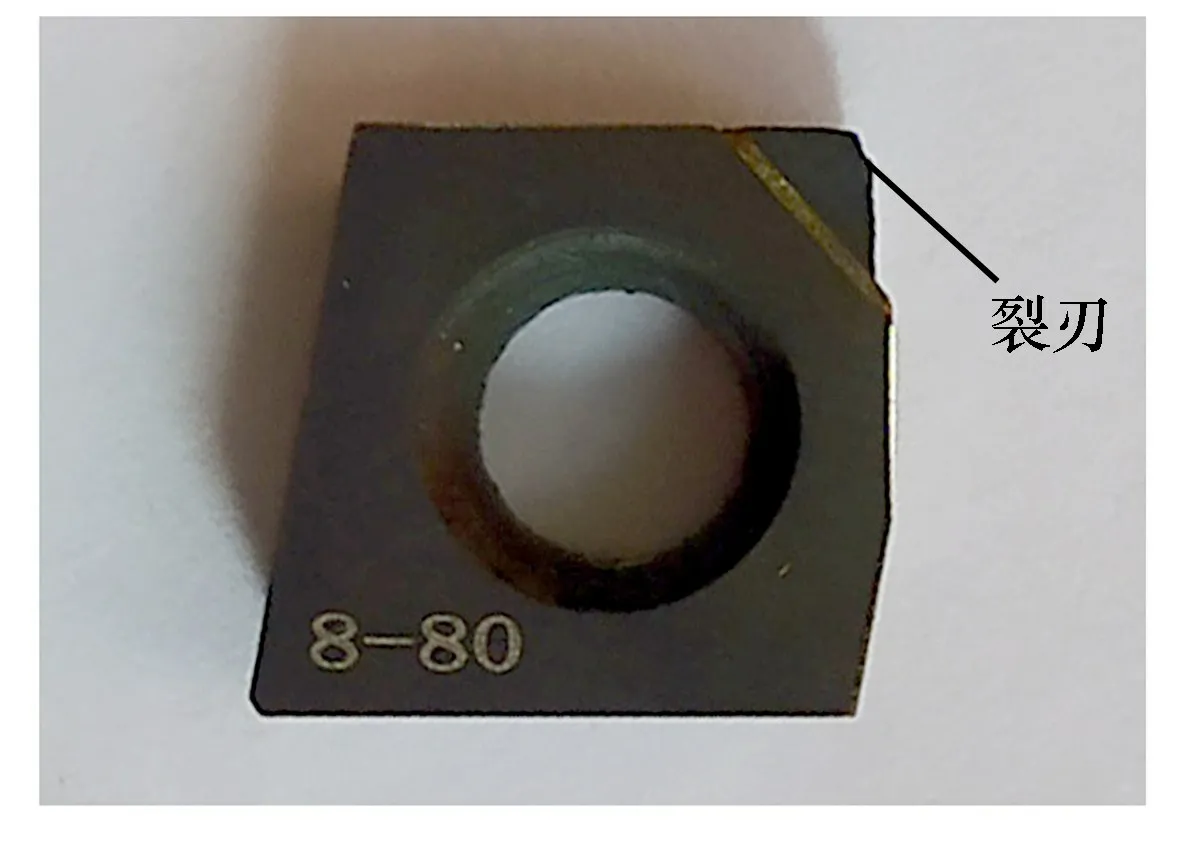
圖7 2號樣品崩刃效果
2.3 討 論
結合仿真試驗數據,可知不同CBN含量的PCBN車刀在加工過程中車刀受力沒有明顯區別,主切削力變化相似,說明同樣結構參數的PCBN車刀在相同的切削用量條件下使工件材料發生變形的情況是近似的,但會使刀具產生不同程度磨損。平均主切削力實測值與模擬值對比見圖8。實測值約大于模擬值10%,這是車削過程中金屬瘤在前刀面聚集導致摩擦加劇,以及設備穩定性造成的。市售PCBN材料制作的車刀平均主切削力較小與其磨損程度較大有關,隨著磨損量增加,實際切削用量逐漸減小。自制PCBN材料在原TiN0.3和AlN結合劑基礎上,添加微量組分TaC、WC、VC和ZrC等碳化物[16],顯著改良了PCBN燒結體的韌性和耐磨性。自制CBN含量50%的PCBN車刀實驗結果較優,從使用效率看,具有較高的經濟效益。自制CBN含量80%的PCBN車刀韌性相對較差。
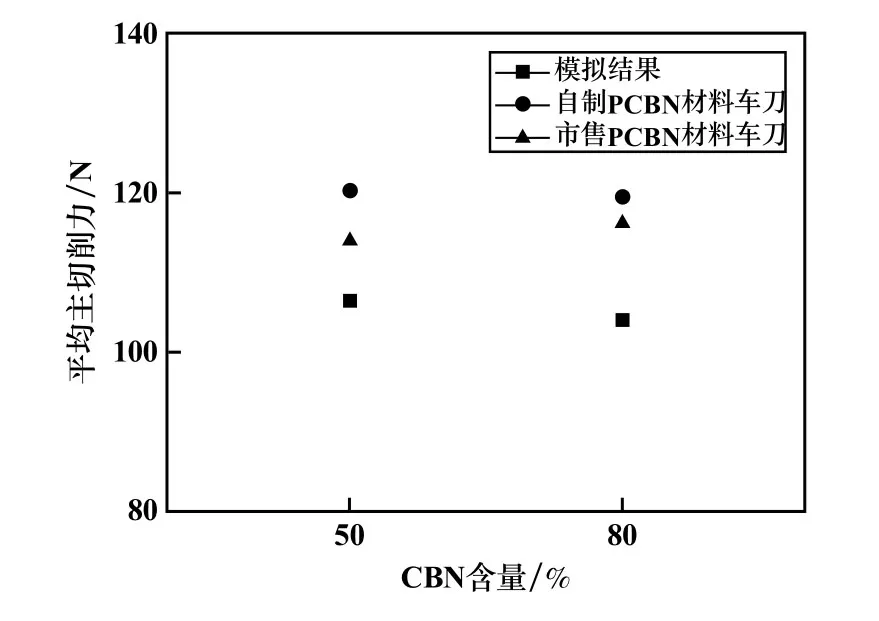
圖8 實測與模擬平均主切削力對比圖
3 結 論
1)通過Deform軟件對CBN含量50%和80%的焊接式90°刀尖角PCBN車刀精車45#淬火鋼外圓面仿真分析可知,CBN含量對主切削力影響不顯著。
2)CBN含量增加,PCBN材料硬度和耐磨性增強,韌性降低,CBN含量50%的自制PCBN車刀綜合性能較好。
3)對比自制及市售PCBN材料制作的車刀精車45#淬火鋼外圓面后刀尖磨損情況,在CBN含量相同的情況下,自制PCBN材料車刀的性能較優。
