激光跟蹤儀測(cè)量回轉(zhuǎn)軸定位精度的誤差分析
2021-07-09 03:16:20周興彪李高進(jìn)
機(jī)電設(shè)備 2021年3期
李 鋒,董 浩,王 堅(jiān),周興彪,李高進(jìn)
(1. 上海外高橋造船有限公司,上海 200137;2. 上海船舶工藝研究所,上海 200032)
0 引言
在多軸數(shù)控加工或檢測(cè)設(shè)備的研發(fā)、制造和維護(hù)過(guò)程中,經(jīng)常會(huì)遇到檢測(cè)直線軸或回轉(zhuǎn)軸定位精度的問(wèn)題。通常,回轉(zhuǎn)軸的定位精度檢測(cè)由于受空間布局和測(cè)量精度的影響,相對(duì)來(lái)說(shuō)適用的測(cè)量?jī)x器比較少,檢測(cè)方案也比直線軸復(fù)雜。
激光跟蹤儀(Laser Tracker)是一種利用球面坐標(biāo)定位原理,通過(guò)測(cè)量1個(gè)徑向距離和2個(gè)角度來(lái)實(shí)現(xiàn)空間三維坐標(biāo)測(cè)量的高精度檢測(cè)設(shè)備,測(cè)量范圍可達(dá)數(shù)十米[1]。由于其靈活便攜,安裝使用方便,適用范圍廣,所以激光跟蹤儀越來(lái)越多地被用來(lái)檢測(cè)數(shù)控設(shè)備的幾何精度或定位精度。然而,激光跟蹤儀也有局限性,其2個(gè)角度的測(cè)量誤差相對(duì)而言大于徑向距離的測(cè)量誤差,這一特點(diǎn)對(duì)回轉(zhuǎn)軸精度測(cè)量影響較大。因此,本文對(duì)使用激光跟蹤儀測(cè)量回轉(zhuǎn)軸的誤差進(jìn)行了分析和計(jì)算,探討如何確定檢測(cè)方案具有足夠高的測(cè)量精度,避免出現(xiàn)超出預(yù)期的測(cè)量誤差。
1 激光跟蹤儀的工作原理和測(cè)量誤差
1套激光跟蹤儀測(cè)量系統(tǒng)通常包括1臺(tái)激光跟蹤儀和1個(gè)配套的球形反射鏡(SMR),以及配套的傳感器和電腦等設(shè)備。激光跟蹤儀內(nèi)部的主要組成部分有:激光源、2個(gè)伺服跟蹤旋轉(zhuǎn)軸、光學(xué)器件、旋轉(zhuǎn)編碼器和環(huán)境(氣壓、濕度等)檢測(cè)傳感器等等。
檢測(cè)時(shí),SMR放置在目標(biāo)位置,激光源發(fā)射出激光到SMR上,SMR再將光線反射回激光跟蹤儀內(nèi),通過(guò)光學(xué)器件和傳感器,測(cè)出球形反射鏡的絕對(duì)或相對(duì)距離R(絕對(duì)距離指球形反射鏡到激光跟蹤儀原點(diǎn)的距離,相對(duì)距離指球形反射鏡移動(dòng)前后兩點(diǎn)間的距離)。當(dāng)球形反射鏡的移動(dòng)方向偏離激光方向時(shí),激光跟蹤儀能及時(shí)檢測(cè)到偏離的角度,控制2個(gè)伺服旋轉(zhuǎn)軸作出相應(yīng)旋轉(zhuǎn)動(dòng)作,使激光的方向始終跟蹤對(duì)準(zhǔn)球形反射鏡,避免光路斷掉,同時(shí)通過(guò)2個(gè)旋轉(zhuǎn)編碼器讀出激光的方位角φ和仰角θ。直線激光和2個(gè)旋轉(zhuǎn)編碼器測(cè)出的數(shù)據(jù)構(gòu)成1個(gè)球面坐標(biāo)系位置(R,θ,φ),再轉(zhuǎn)換得到目標(biāo)位置的直角坐標(biāo)(x,y,z)。
影響激光跟蹤儀測(cè)量誤差的主要因素有:
1)環(huán)境因素。大氣的溫度、壓力和相對(duì)濕度對(duì)光線折射率會(huì)產(chǎn)生影響,材料也會(huì)因?yàn)闇囟茸兓a(chǎn)生熱變形等,這些因素往往要根據(jù)具體的檢測(cè)環(huán)境進(jìn)行評(píng)估,本文不對(duì)此進(jìn)行討論,文中的分析和計(jì)算不考慮溫度等環(huán)境因素影響。
2)結(jié)構(gòu)因素。由于激光跟蹤儀的激光源是安裝在2個(gè)旋轉(zhuǎn)軸上的,并且在測(cè)量過(guò)程中會(huì)被旋轉(zhuǎn)軸帶動(dòng)旋轉(zhuǎn),因此旋轉(zhuǎn)軸的機(jī)械結(jié)構(gòu)特性如剛性或制造裝配誤差等,必然會(huì)影響到測(cè)量結(jié)果R的穩(wěn)定和精確。另外,方位角φ和仰角θ是通過(guò)旋轉(zhuǎn)編碼器在2個(gè)旋轉(zhuǎn)軸上測(cè)量出來(lái)的,旋轉(zhuǎn)編碼器的測(cè)量誤差也會(huì)直接影響到方位角φ和仰角θ的測(cè)量精度。
由于角度測(cè)量系統(tǒng)(旋轉(zhuǎn)軸和編碼器)產(chǎn)生的測(cè)量誤差比較大,所以用激光跟蹤儀時(shí),通常希望各個(gè)測(cè)量目標(biāo)點(diǎn)的位置盡量與激光源在一條直線上,以減小旋轉(zhuǎn)角度的測(cè)量誤差。但是在實(shí)際應(yīng)用中,又往往需要利用激光跟蹤儀全方位檢測(cè)空間坐標(biāo)點(diǎn)的優(yōu)勢(shì),比如對(duì)于檢測(cè)回轉(zhuǎn)運(yùn)動(dòng),測(cè)量的目標(biāo)點(diǎn)繞回轉(zhuǎn)中心旋轉(zhuǎn),不可能在一直線上,因此激光跟蹤儀在測(cè)量過(guò)程中必然會(huì)發(fā)生轉(zhuǎn)動(dòng),無(wú)法避開(kāi)角度測(cè)量系統(tǒng)的誤差影響,這種情況下激光跟蹤儀的測(cè)量誤差會(huì)比較大,需要仔細(xì)計(jì)算評(píng)估才能確認(rèn)是否滿足測(cè)量目標(biāo)的精度要求。
根據(jù)國(guó)家計(jì)量標(biāo)準(zhǔn)JJF 1094—2002第5.3.1.4條,測(cè)量?jī)x器誤差的擴(kuò)展不確定度U95(置信概率95%)與被測(cè)量指標(biāo)的最大允許誤差(絕對(duì)值)MPEV應(yīng)滿足以下要求[2]:

式中:U95為95%的置信概率下儀器的測(cè)量結(jié)果會(huì)落在±U95的范圍內(nèi),U95值越小則測(cè)量的結(jié)果越可信。在沒(méi)有實(shí)測(cè)數(shù)據(jù)的情況下激光跟蹤儀的U95可以根據(jù)制造商給出的MPE公式進(jìn)行評(píng)定計(jì)算。
激光跟蹤儀的最大允許誤差不是一個(gè)確定的值,通常制造商會(huì)給出1組計(jì)算公式(以某常用的激光跟蹤儀型號(hào)為例)。

式中:R為激光跟蹤儀到測(cè)量目標(biāo)的直線距離;e為測(cè)量的徑向誤差(沿激光方向),μm;eR0為激光跟蹤儀原點(diǎn)到球形反射鏡原始位置(TMR)的誤差(儀器自身的結(jié)構(gòu)尺寸誤差),eR0=16 μm;eT為測(cè)量的橫向誤差(垂直于激光方向),μm/m。
標(biāo)準(zhǔn)ISO 10360-10的附錄E給出了測(cè)量2個(gè)目標(biāo)點(diǎn)的間距時(shí)最大允許誤差的計(jì)算方法[3],根據(jù)該算法類推,當(dāng)測(cè)量2個(gè)非常接近(幾乎重合)的目標(biāo)點(diǎn)時(shí)最大測(cè)量誤差Emax為:

式中:α數(shù)值見(jiàn)圖1;O為激光跟蹤儀的原點(diǎn),A是測(cè)量目標(biāo)所在位置,OP垂直于2個(gè)測(cè)量目標(biāo)點(diǎn)的連線。α=∠POA。
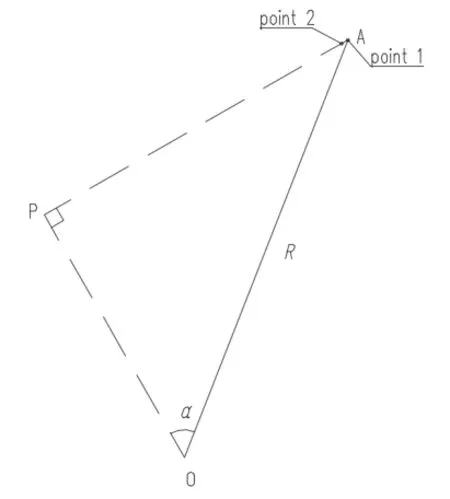
圖1 夾角α 的幾何意義
計(jì)算出Emax后,根據(jù)均勻分布的方差公式[4]可以得到標(biāo)準(zhǔn)不確定度u為

在實(shí)際測(cè)量工作中往往還要考慮其它因素產(chǎn)生的不確定度影響,因此需要先計(jì)算出這些因素的合成標(biāo)準(zhǔn)不確定度uc后再按下式算出擴(kuò)展不確定度U95

2 回轉(zhuǎn)軸的精度測(cè)量方案和誤差分析
由于各種數(shù)控設(shè)備的回轉(zhuǎn)軸結(jié)構(gòu)差異很大,所以在實(shí)際工作中,利用激光跟蹤儀檢測(cè)回轉(zhuǎn)軸精度會(huì)有很多種方案,但是這些方案的基本原理大致是一樣的。下面以水平轉(zhuǎn)臺(tái)為例說(shuō)明測(cè)量原理,見(jiàn)圖2。
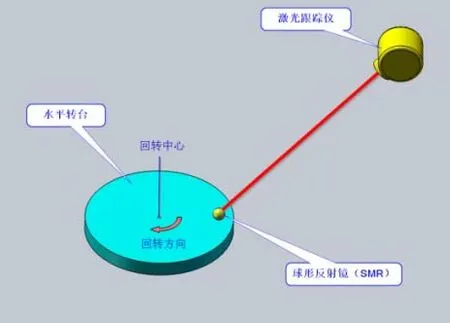
圖2 激光跟蹤儀測(cè)量水平轉(zhuǎn)臺(tái)示意圖
由圖2可知,現(xiàn)有一水平轉(zhuǎn)臺(tái)需要檢測(cè)回轉(zhuǎn)定位精度,轉(zhuǎn)角的最大允許誤差指標(biāo)MPE=±0.1°。為檢測(cè)此精度指標(biāo),制定檢測(cè)方案如下:球形反射鏡(SMR)安裝固定在轉(zhuǎn)臺(tái)邊緣,激光跟蹤儀固定在轉(zhuǎn)臺(tái)上方;轉(zhuǎn)臺(tái)從0°開(kāi)始,每轉(zhuǎn)動(dòng)一定角度停一下,通過(guò)激光跟蹤儀讀出并記錄SMR所在位置的坐標(biāo)值,全周往復(fù)旋轉(zhuǎn)若干次;激光跟蹤儀記錄的這些坐標(biāo)點(diǎn)呈圓周分布,用配套軟件內(nèi)置的算法擬合出所有坐標(biāo)點(diǎn)的旋轉(zhuǎn)圓心,然后就可以得到各個(gè)坐標(biāo)點(diǎn)與初始點(diǎn)(0°)的夾角,算出與目標(biāo)角度的誤差。
激光跟蹤儀到回轉(zhuǎn)平面的垂直距離H=1 000 mm、到回轉(zhuǎn)中心軸的垂直距離L=1 500 mm。球形反射鏡(SMR)固定安裝在轉(zhuǎn)臺(tái)靠近邊緣的A點(diǎn)位置,A到轉(zhuǎn)臺(tái)回轉(zhuǎn)中心C的距離(即回轉(zhuǎn)半徑)r=200 mm。轉(zhuǎn)臺(tái)從零度開(kāi)始旋轉(zhuǎn),每間隔45°檢測(cè)1次SMR的坐標(biāo),轉(zhuǎn)到360°時(shí)改變回轉(zhuǎn)方向,如此全周往復(fù)回轉(zhuǎn)3個(gè)循環(huán),每個(gè)循環(huán)有正向和反向各8個(gè)坐標(biāo)數(shù)據(jù),根據(jù)測(cè)量到的坐標(biāo)數(shù)據(jù)用軟件擬合出回轉(zhuǎn)中心并計(jì)算各測(cè)量點(diǎn)坐標(biāo)對(duì)應(yīng)的回轉(zhuǎn)角度及偏差。
該方案的測(cè)量不確定度計(jì)算如下:假定檢測(cè)過(guò)程中環(huán)境溫度變化很小,可忽略溫度變化導(dǎo)致的不確定度,下面只考慮激光跟蹤儀的測(cè)量誤差導(dǎo)致的不確定度。已知回轉(zhuǎn)角度θ(單位:弧度)、回轉(zhuǎn)半徑r和SMR經(jīng)過(guò)的弧長(zhǎng)s符合以下關(guān)系:

式中:us和ur分別是SMR回轉(zhuǎn)圓周切向和徑向2個(gè)正交方向上的測(cè)量標(biāo)準(zhǔn)不確定度。圖3是轉(zhuǎn)臺(tái)回轉(zhuǎn)角度θ=45°時(shí)(SMR位于A1位置)的簡(jiǎn)圖。
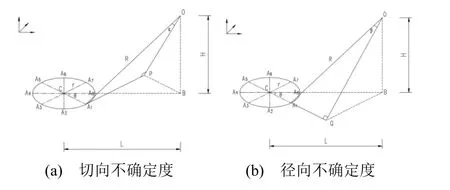
圖3 轉(zhuǎn)臺(tái)回轉(zhuǎn)角度θ=45°時(shí),SMR 與激光跟蹤儀原點(diǎn)的幾何關(guān)系
Ai(i=0~7)是轉(zhuǎn)臺(tái)回轉(zhuǎn)1周范圍內(nèi)SMR所在的8個(gè)檢測(cè)位置,CAi=r=200 mm。O是激光跟蹤儀的原點(diǎn),O到回轉(zhuǎn)平面的投影點(diǎn)為B,OB=H=1 000 mm。B到回轉(zhuǎn)中心C的距離BC=L=1 500 mm。
圖3(a)中PA1是圓的切線且OP⊥PA1,圖3(b)中CQ過(guò)A1點(diǎn)和圓心C且OQ⊥CQ。只要計(jì)算出激光跟蹤儀原點(diǎn)O到檢測(cè)位置A1的距離R、∠POA1的角度α、∠QOA1的角度β,再根據(jù)公式(2)~式(5),便可算出激光跟蹤儀測(cè)量誤差在A1位置的切向標(biāo)準(zhǔn)不確定度us和徑向標(biāo)準(zhǔn)不確定度ur。其它各Ai點(diǎn)位置均可按此方法計(jì)算。
根據(jù)幾何關(guān)系推導(dǎo)可得出:


計(jì)算各檢測(cè)位置對(duì)應(yīng)回轉(zhuǎn)角度的合成標(biāo)準(zhǔn)不確定度如表1所示(由于點(diǎn)A5~A7與點(diǎn)A3~A1對(duì)稱,計(jì)算結(jié)果相同,故表1中不列出)。
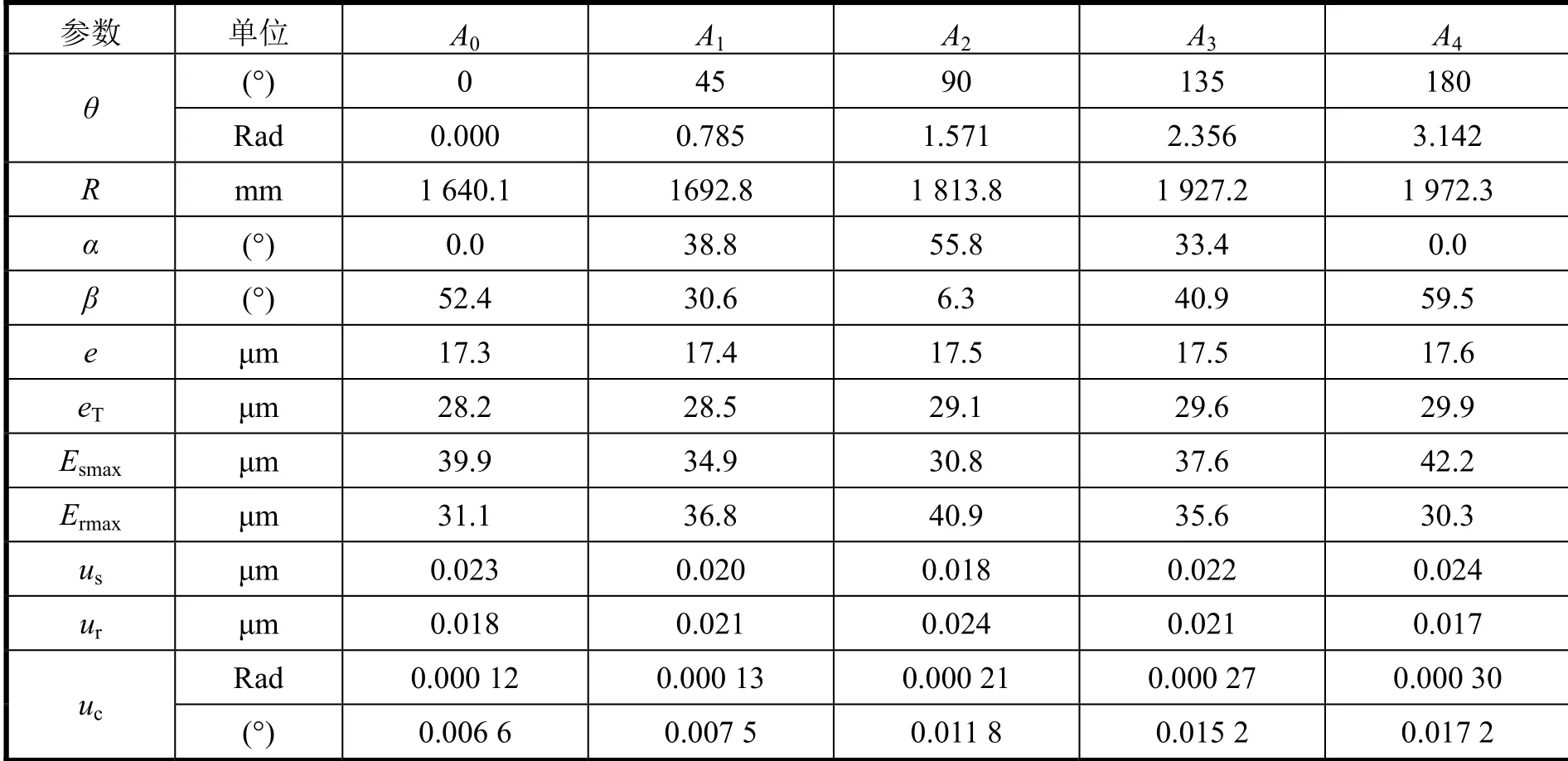
表1 各回轉(zhuǎn)角度的合成標(biāo)準(zhǔn)不確定度計(jì)算表
表1中,e、eT為激光跟蹤儀自身的徑向和橫向測(cè)量誤差,由式(2)、式(4)計(jì)算可得;Esmax、Ermax為測(cè)量圓周上各檢測(cè)點(diǎn)的最大誤差(s為切向、r為徑向),由式(5)計(jì)算(計(jì)算徑向最大誤差Ermax時(shí),用β代替公式中的α)可得;us、ur為測(cè)量圓周上各檢測(cè)點(diǎn)的標(biāo)準(zhǔn)不確定度(s為切向、r為徑向),由式(6)計(jì)算(切向和徑向分別用對(duì)應(yīng)的最大誤差Esmax、Ermax計(jì)算)可得;uc為測(cè)量回轉(zhuǎn)角度的合成標(biāo)準(zhǔn)不確定度(切向us與徑向ur的合成),由式(9)計(jì)算可得。
由表1可知,最大的合成標(biāo)準(zhǔn)不確定度出現(xiàn)在A4位置,即轉(zhuǎn)臺(tái)轉(zhuǎn)角180°的時(shí)候,根據(jù)式(7)計(jì)算出此時(shí)的擴(kuò)展不確定度U95=0.034 4°。
由于此設(shè)備的誤差指標(biāo)MPEV=0.1°,而測(cè)量方案的U95略大于MPEV的1/3,不滿足式(1)的要求,說(shuō)明測(cè)量結(jié)果可信度偏低,需要調(diào)整測(cè)量方案。根據(jù)前述計(jì)算分析可知,調(diào)整SMR到回轉(zhuǎn)中心的半徑r,且激光跟蹤儀相對(duì)于轉(zhuǎn)臺(tái)的位置H和L3個(gè)參數(shù)可以有效合理地降低測(cè)量的不確定度。
3 結(jié)論
激光跟蹤儀使用靈活方便,測(cè)量范圍大,廣泛地用于各種直線軸和旋轉(zhuǎn)軸定位精度的測(cè)量工作中,但是由于其角度測(cè)量誤差較大,如果不進(jìn)行誤差分析,很可能會(huì)因?yàn)闇y(cè)量誤差太大導(dǎo)致最后測(cè)出的結(jié)果不可信。
因此,在制定測(cè)量方案時(shí),需要根據(jù)激光跟蹤儀、球形反射鏡與回轉(zhuǎn)軸的相對(duì)幾何位置關(guān)系,計(jì)算出激光跟蹤儀在不同方向上的最大測(cè)量誤差,再據(jù)此算出回轉(zhuǎn)角度測(cè)量的不確定度U95并與檢測(cè)指標(biāo)MPEV進(jìn)行比較,如果不滿足U95≤MPEV/3,則應(yīng)調(diào)整測(cè)量方案,改變激光跟蹤儀或球形反射鏡的位置,再重新進(jìn)行誤差分析和不確定度評(píng)定,直到滿足檢測(cè)指標(biāo)的精度要求。
本文給出的誤差分析和不確定度評(píng)定方法,雖然是以水平轉(zhuǎn)臺(tái)為例,但是對(duì)于其它方向的回轉(zhuǎn)軸定位精度檢測(cè)也具有參考價(jià)值,應(yīng)用時(shí)需要根據(jù)不同的運(yùn)動(dòng)轉(zhuǎn)軸方向和差異化的機(jī)械空間結(jié)構(gòu)進(jìn)行有針對(duì)性的調(diào)整。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12