熱連軋帶鋼斷面形狀檢測與控制技術改進
2021-07-09 00:57:24凌愛兵付文鵬
山東冶金 2021年3期
關鍵詞:檢測
凌愛兵,付文鵬
(寶鋼股份上海梅山鋼鐵股份有限公司熱軋廠,江蘇 南京210039)
1 前 言
隨著智慧制造技術在鋼鐵行業的不斷應用,熱軋帶鋼斷面形狀的自動封鎖技術也在逐步實現并推廣。斷面形狀自動封鎖是由計算機根據一定規則自動判斷,對斷面形狀檢測精度提出了更高的要求。檢測不準會造成大量斷面自動封鎖,不但影響生產的連續化,還容易造成質量的批量事故。
熱軋1 780產線精軋機F1-F7配置彎輥與竄輥執行機構,工作輥采用CVC 輥形,對板形具有較強的控制能力。帶鋼斷面形狀檢測由橫向(寬度方向)實測厚度的離散點組成。離散點組成的橫斷面形狀曲線可以真實反映帶鋼的斷面輪廓形狀,但也容易因部分檢測噪點導致自動誤封鎖。擬合曲線雖能規避部分檢測噪點,但有時也會掩蓋部分真實的斷面缺陷。
因此,將離散點組成的斷面形狀曲線用于斷面自動封鎖,對儀表檢測斷面的精度提出了更高的要求。現有文獻分別從承載輥縫形狀、軋輥磨損、斷面形狀擬合、數據挖掘等方面對斷面形狀進行了分析和問題改進[1-4]。針對某熱連軋1 780 產線應用斷面自動封鎖技術后,對中部固定位置的“雙峰”進行了對比、分析,避免了此類誤檢測導致的大量自動封鎖,對防止真實的局部高點缺陷卷流入下游用戶具有重要意義。在此基礎上,進一步通過竄輥策略優化、“雙烏龜殼”計劃(即計劃按“窄-寬-窄-次寬-窄”原則編排)等措施,解決了超長軋制計劃末期的斷面中部高點和M形斷面問題,對延長軋制單位的公里數也具有重要意義。
2 問題分析
2.1 中部“雙峰”的特點
1 780產線帶鋼斷面形狀曲線中部“雙峰”的典型特點為:帶鋼頭部斷面曲線平滑正常,中尾部寬度中部位置有明顯厚度“雙峰”(如圖1和圖2所示,中尾部“雙峰”高度約9~13 μm,對同一卷帶鋼,此“雙峰”高度中尾部有略微增加趨勢)。“雙峰”在帶鋼橫向位置相對固定,不隨竄輥位置和帶鋼寬度變化而變化,且更換F1~F7工作輥無變化和改善。逐個空過精軋各個軋機也不能消除該中部“雙峰”,該雙峰易觸發大量斷面自動封鎖,存在質量風險。
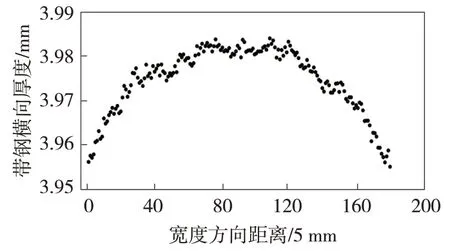
圖1 頭部斷面(正常)
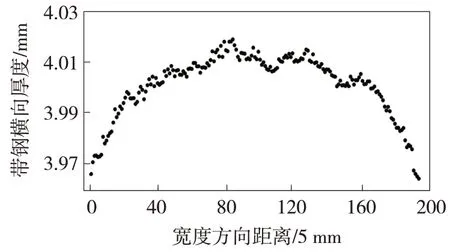
圖2 中尾部斷面(中部“雙峰”)
2.2 多功能儀橫移試驗
為明確此中部“雙峰”現象與多功能儀是否存在關聯,通過將多功能儀C形架沿寬度方向橫移一定距離,驗證此中部“雙峰”在寬度方向的相對位置是否發生變化。試驗證明:對同鋼種規格軋制,原來在寬度方向位置相對固定的“雙峰”,隨著多功能儀C形架移動方向,平移了60 mm的距離,如圖3和圖4 所示。將多功能儀C 形架移動60 mm 恢復原狀,此中部“雙峰”也回歸原來的固定位置,說明此中部“雙峰”與多功能儀C形架存在關聯性。
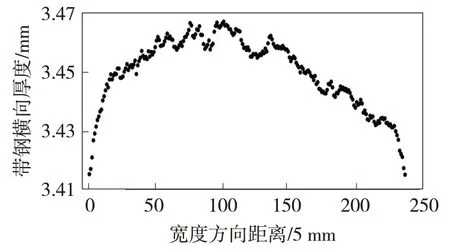
圖3 多功能儀C形架橫移前斷面
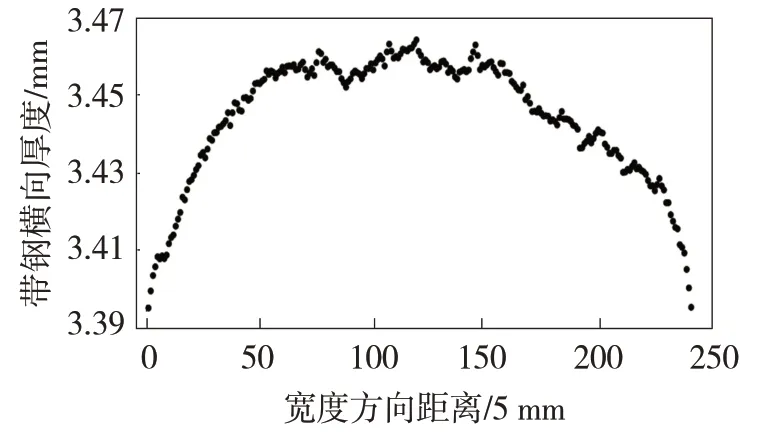
圖4 多功能儀C形架橫移后斷面
2.3 多功能儀C形架下臂溫度
由于帶鋼斷面在帶鋼頭部形狀正常,一卷帶鋼純軋時間一般在60~110 s左右,而中尾部中部“雙峰”的隆起高度有略微增加的趨勢。結合此現象,分析中部“雙峰”可能與多功能儀下臂存在不均勻熱變形有關。由于帶鋼經過多功能儀時的溫度一般在840~920 ℃,帶鋼通過熱輻射導致多功能儀下臂溫度上升。為驗證此結論,通過高溫計實測多功能儀下臂罩殼溫度,并與同類產線對比,見表1。某1 780 產線有鋼時多功能儀下臂罩殼溫度可達130 ℃,顯著高于同類產線有鋼時的溫度(90 ℃),而無鋼時多功能儀下臂罩殼溫度與同類產線接近。
表1 多功能儀下臂罩殼溫度對比 ℃
2.4 同卷鋼頭尾多功能儀標準化對比
由于多功能儀在軋機進鋼前會自動進行一次標定(無鋼時),消除環境誤差帶來的影響。為進一步驗證多功能儀在有鋼時C 形架下臂罩殼溫度顯著上升帶來的影響,研究團隊通過在同一卷帶鋼尾部離開多功能儀的瞬間,手動強制進行一次標準化。與帶鋼頭部到達多功能儀前的標準化曲線對比,發現尾部離開多功能儀瞬間的標準化曲線存在12 μm 左右的相對波動。由于尾部帶鋼離開多功能儀的瞬間,多功能儀C形架下臂罩殼溫度來不及下降,此時的多功能儀標準化曲線相對波動幅度反映了多功能儀C 形架下臂罩殼存在不均勻熱變形的嚴重程度。
3 “雙峰”問題解決方法
3.1 中部“雙峰”產生的機理及解決方法
結合上述多功能儀橫移試驗、C形架下臂罩殼溫度試驗、頭尾多功能儀標準化曲線等對比試驗,可以證明多功能儀下臂罩殼在有鋼時溫度上升了80 ℃,多功能儀下臂不均勻熱變形達到12 μm 左右,導致帶鋼在寬度方向固定位置出現中部“雙峰”的根本原因。明確了該中部“雙峰”產生的機理后,通過在多功能儀下臂旁邊增加一排氣霧冷卻,有效解決了該問題,使多功能儀檢測精度得到顯著提升。
3.2 中部高點的分析與改進
在多功能儀檢測精度提升的基礎上,可以更加清楚地看到真實的局部高點,如圖5所示。此類真實的局部高點在帶鋼全長均能看到,一般發生在軋制計劃的中后期。通過對比試驗,此類局部高點與前段軋機F1~F4 竄輥長時間在小范圍內竄動有關,導致工作輥局部出現熱膨脹和磨損不均勻,特別是同寬軋制時此現象較明顯。通過在板形模型開發同寬識別模型,且每間隔3~4 塊使F1~F4 竄輥往正竄或負竄,可有效規避此類局部高點,圖6是開發此功能后,軋制單位第90~100 km 左右斷面形狀仍平滑,無明顯局部高點。
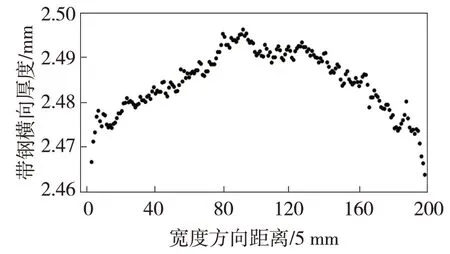
圖5 中部局部高點
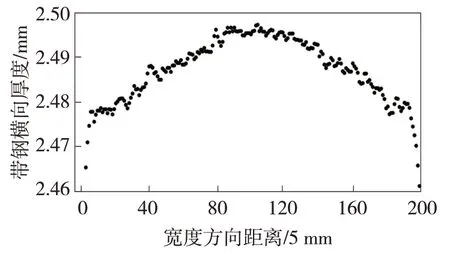
圖6 中部局部高點消失
3.3 M形斷面的分析與改進
熱軋1 780產線因窄薄規格酸洗和合金鋼比例較高,為保證生產質量穩定,一般需要置于計劃前中期。在計劃中后期寬度反跳軋制寬規格冷軋材,違反傳統“烏龜殼”計劃編排原則,易導致計劃中后期冷軋材出現M形異常斷面。如圖7所示,生產實踐表明,此類M形斷面與計劃前中期窄薄規格編排塊數過多有關,特別是窄規格帶鋼邊部不均勻磨損程度變重影響較大。通過對計劃規程進行優化,允許一定程度的自由軋制,即“雙烏龜殼”軋制計劃,計劃中后期需要軋制寬度>1 450 mm 以上的寬規格帶鋼時,對前面第一個“烏龜殼”窄薄規格塊數進行限制,一般要求塊數<20 塊。計劃規程優化后,M形異常斷面得到有效控制,見圖8,計劃中后期生產寬規格冷軋材,未出現M形異常斷面。
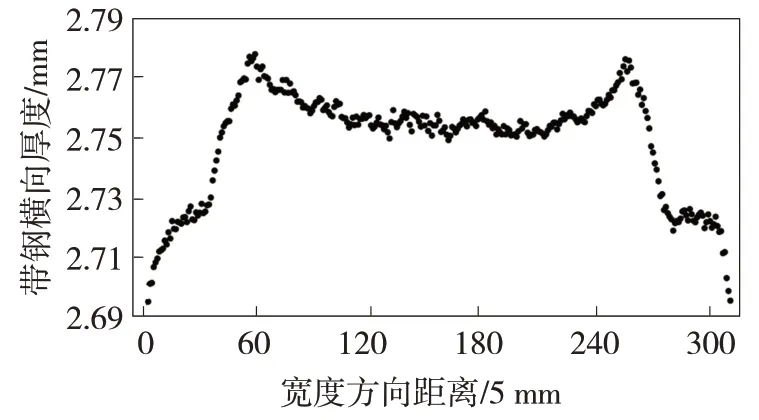
圖7 計劃中后期寬板M形斷面
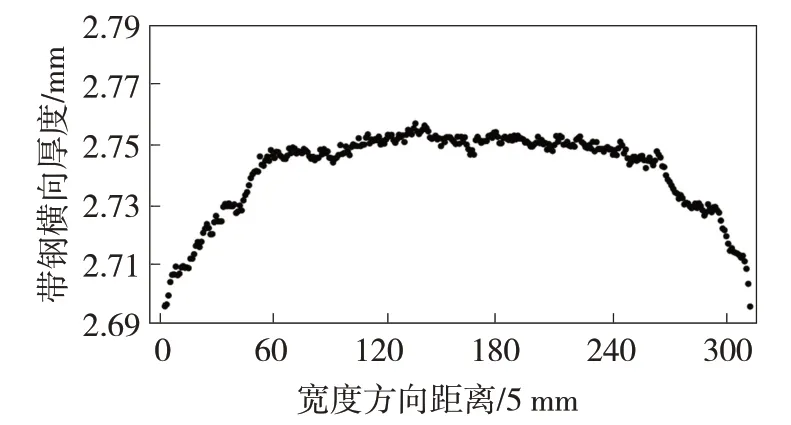
圖8 計劃中后期寬板斷面(控制前中期窄板塊數)
4 結 語
通過多功能儀C 形架橫移、C 形架下臂罩殼溫度測量、頭尾多功能儀標準化曲線等對比試驗,明確了某熱連軋1 780產線斷面中部“雙峰”產生的機理:多功能儀下臂罩殼在有鋼時溫度上升了80 ℃,導致多功能儀下臂不均勻熱變形達到12 μm左右。并通過在多功能儀C形架附近增加氣霧冷卻,解決了斷面誤檢測中部“雙峰”問題,提升了多功能儀斷面檢測精度。
通過在板形模型開發同寬識別模型,且每間隔3~4 塊使F1~F4 竄輥往正竄或負竄,有效控制了計劃中后期局部高點問題,軋制單位第90~100 km左右斷面形狀仍平滑,無明顯局部高點。
針對計劃規程進行優化,使M形異常斷面得到有效控制,計劃中后期生產寬規格冷軋材,未出現M形異常斷面。通過上述試驗和改進,使某熱連軋1 780產線斷面形狀降級量從月均243 t降至51 t。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
